
Přetlačování TPE
Nyní je čas začít s přetlačováním termoplastických elastomerů (TPE). TPE se tradičně používají jako náhrada pryže, ale díky novým trendům na spotřebitelském trhu se myšlenka overmoldingu stala skutečností i v obchodním světě. Na spotřebitelském trhu roste poptávka a trendy po lepším ergonomickém pocitu a dotyku, uchopitelnosti, vzhledu, ochraně proti nárazu, oddělení vibrací a izolaci. Designéři spotřebitelských výrobků nastavují standard, který musí výrobci materiálů splnit, a přicházejí s řešeními, která dobře vypadají a působí na dotek a dobře fungují v náročných aplikacích pro konečné použití.
Tato stať pojednává o technologii TPE overmolding obecně a o ní jako o skupině materiálů, které lze použít pro navrhování řešení tohoto evergreenového trendu. Z hlediska tuhých substrátů jsou příkladem polypropylen (PP), polyethylen (PE), polystyren (PS), polystyren s vysokou rázovou hmotností (HIPS), polyfenyloxid (PPO), glykolem modifikovaný polyethylentereftalát (PETG), akrylonitrilbutadienstyren (ABS) a semikrystalické polární plasty jako polyester (PET, PBT) a polyamid (Nylon 6, Nylon 66). Nové technologie míchání a kompatibilizace materiálů umožnily vyrábět zboží, které lze na tyto různé substráty přetavit.

Pro TPE přetavené na tuhý povrch je důležitá řada věcí. První a nejdůležitější věcí je zvolit typ TPE, který bude fungovat s pevným podkladem. Důležitý je také proces přetlačování (například vkládání nebo 2K lisování), typ stroje, podmínky procesu, způsob přípravy materiálu, konstrukce dílu a konstrukce formy. Unikátní materiálové technologie, nové konstrukce dílů a nástrojů a zdokonalení technologií overmoldingu budou udržovat mysl konstruktérů aktivní, aby mohli uspokojit neustále rostoucí potřeby spotřebitelů na pohodlí, dobrý vzhled a přidanou hodnotu.
Technologie přetlačování TPE
Překrývání TPE používá vstřikování k nanášení jednoho materiálu (Over-Mold) na jiný materiál (Substrate). Přetvarovaný materiál by měl přilnout k podkladu tak, aby vydržel při konečném použití a dobře fungoval. Over-molding odstraňuje potřebu lepidel a základních nátěrů pro připevnění TPE na tvrdé materiály. Technologie overmolding dává konstruktérům větší volnost, snižuje výrobní náklady a usnadňuje výrobu. Vícemateriálové tvarování a vkládání jsou dva hlavní způsoby, jak provádět over-molding.
Vstřikování s více než jedním materiálem je také známé jako vícebarevné vstřikování nebo vstřikování se dvěma nástřiky. Obrázek 1 ukazuje, jaké nástroje se používají. Mají dvě nebo více vstřikovacích jednotek. Vstřikovací ramena stroje mohou být nastavena tak, že jsou navzájem rovnoběžná nebo k sobě svírají pravý úhel. Ve formě jsou dvě sady otvorů. Jedna sada formuje základní materiál a druhá sada formuje krycí materiál.
Proces lisování dvěma výstřely probíhá ve dvou krocích. První krok spočívá v tom, že první hlaveň vyplní sadu otvorů substrátu. Jakmile je substrát vychladlý, forma se otevře a strana, kterou lze pohybovat, se otočí o 180°, aniž by substrát vyjel z formy. Poté se forma uzavře a do druhého válce se vstříkne přetvořený materiál. Druhá polovina formy se vyplní na straně, která zůstává v klidu. Pokud je třeba materiál pro nadlisování tvarovat na obou stranách dílu, může se forma místo otáčení pohybovat mezi dvěma sadami otvorů.
Rotační deskové stroje vs. rotační lisy: Rotační deska na druhé části lisu je někdy zabudována do stroje, aby se mohla otáčet. Pokud se rotační deska používá čtyřikrát samostatně, obvykle se používají poloviny forem, které jsou na ní namontovány. Jsou případy, kdy je otáčení zabudováno do samotného nástroje a jsou použity pouze dvě poloviny formy, ale čtyři sady otvorů formy.
Stěhování: Nástroj v procesu Core má pohyblivou část, která je poháněna hydraulikou nebo vzduchem. Jakmile je první substrát vstříknut a má čas vychladnout, část formy se stáhne a vytvoří prostor pro materiál TPE over-mold. Poté je TPE vložen, většinou ze strany otvoru, která je viditelná po stažení vložky zpět. Tato metoda má rychlejší dobu cyklu, větší kavitaci a lepší výkon stroje. Jediným problémem je, že lze použít pouze konstantní tloušťku TPE.

Vložkové lisování-insert overmolding
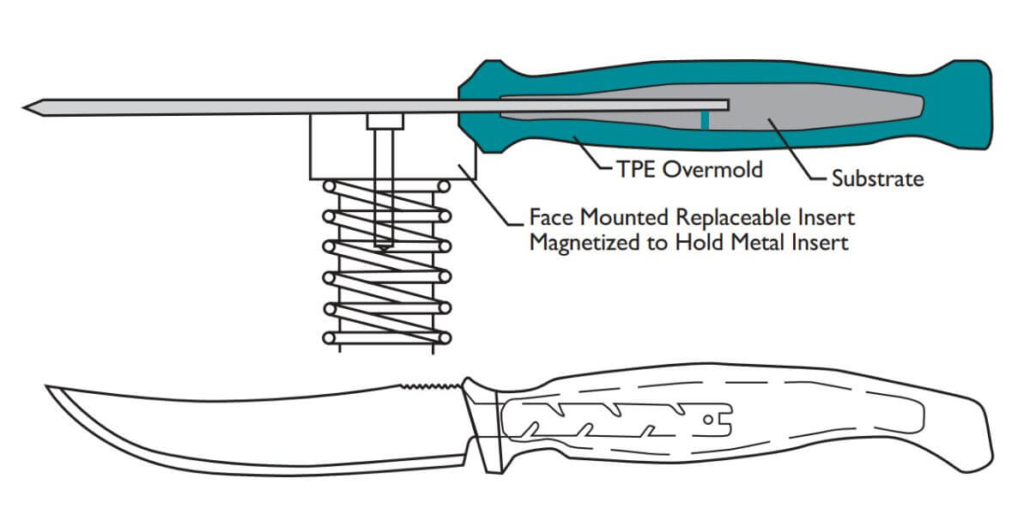
Vložkové lisování je jedním z typů přetlačování, při kterém je tvrdý plastový substrát nebo kovový díl, který již byl vytvarován, vložen robotem nebo osobou do otvoru (obrázek 2). Druhý materiál, nazývaný "over-mold", se vkládá na jednu stranu vložky nebo jindy kolem celé věci. Pro vstřikování vložek se používají standardní vstřikovací nástroje.
Otáčet nebo se pohybovat? Tvarování stolu: K tvarování substrátu nebo vkládání vložky do druhé dutiny v první poloze se používá horizontální vstřikovací jednotka nebo robot. Stůl se pohybuje nebo otáčí k dalšímu stanovišti, kde se k vložení TPE použije další horizontální nebo vertikální vstřikovací jednotka. Lze použít horký vtok nebo umístit běhoun na dělící linku. Třetí otočení stolu rotační jednotky ji pošle do stanice "off-load", kde se hotový dvoudílný díl vysune.
Proces přetlačování TPE
Který z možných postupů a konstrukcí forem použít, závisí na zvoleném materiálu, nákladech na pracovní sílu, dostupných nástrojích a strojích a ekonomice výroby velkého množství forem. Pokud vložka není termoplast, musí se použít vstřikování. Pokud potřebujete pouze malé množství plastového nebo kovového substrátu, náklady na místní pracovní sílu jsou nízké a potřebujete udržet nízké náklady na nástroje, měli byste je umístit ručně. Pro větší množství práce lze použít člunkové nástroje. Roboticky umístěné destičky a nástroje s otočným stolem lze použít, pokud množství práce, kterou je třeba provést, ospravedlňuje náklady. Pokud potřebujete vyrobit velké množství dílů nebo jsou v místě vašeho bydliště vysoké náklady na pracovní sílu, jsou pro plastové podklady nejvhodnější dvoumateriálové tvářecí stroje. Pro nejvyšší počty vyrobených dílů a nejhezčí vzhled jsou nejlepší systémy s horkými vtoky a ventilovými šoupátky.
Úvahy o konstrukci dílů s přetlačováním
Při navrhování přetlaků existuje mnoho různých částí a tento článek pojednává o některých obecných věcech, které je třeba mít na paměti.
Co se týče materiálů, platí pro lepitelné TPE přísnější pravidla než pro běžné TPE. Totéž platí pro výrobu dílů. Při navrhování dvoudílných dílů je třeba myslet na to, jak se budou dva různé pružné materiály smršťovat, což je rozdíl oproti navrhování jednodílných dílů. Oba mají své vlastní systémy vrat a běhounů, které je třeba přizpůsobit na základě vlastností použitého materiálu.
Abyste dosáhli co nejlepšího času cyklu, měly by být tenké stěny základny a nadlisku co nejrovnoměrnější. Ve většině případů se při přetlačování dobře spojí stěny o tloušťce 1 až 3 mm. Pokud díl potřebuje tlusté plochy, měly by být vyvrtány, aby se díl příliš nezmenšil a snížila se doba cyklu a hmotnost. Aby se předešlo problémům s prouděním, jako jsou zpětné náplně a lapače plynů, měly by se změny tloušťky stěn provádět pomalu. Přidání kruhů (alespoň 0,5 mm) do ostrých rohů může pomoci snížit napětí v této oblasti. Je třeba se vyhnout hlubokým tmavým kapsám nebo žebrům, která nelze otevřít. Dlouhé tahy by měly mít tah 3 až 5 stupňů, aby se kulička lépe dostala ven. Hluboké zářezy lze provádět pomocí přetlačovacích směsí, ale pouze v případě, že se při otevírání formy použije předsunuté jádro, díl nemá žádné ostré hrany a elastomer se při vyjíždění z formy může ohýbat.
Většina směsí TPE se při vstřikování smršťuje ve směru toku, ale při vstřikování v příčném směru toku se smršťuje málo. To může způsobit, že se po vyjmutí dílu z nástroje smrští materiál pro přetavení více než substrát. To pak může způsobit deformaci nebo vyklenutí dílu ze substrátu, zpravidla ve směru toku přetvářecího materiálu. To platí zejména u dílů, kde je substrát tenčí než přetvářený materiál nebo kde je použit materiál substrátu s nízkou tuhostí. díly by měly být dlouhé a tenké. To lze částečně napravit použitím základních materiálů s vyšším modulem pružnosti a přidáním ztužujících žeber do substrátu. Pomůže také použití tenčích vrstev a třídy over-mold s menší tvrdostí. Pomoci by mohlo také posunutí hradla, aby se změnil vzor toku TPE.
Pro měření tvrdosti materiálů TPE se používá tvrdost podle Shorea, což je odolnost materiálu proti promáčknutí na lisované desce o minimální tloušťce 6,3 mm (ASTM D2240). Předmět s nižší tvrdostí působí navenek měkčeji, i když má stejnou tloušťku. Protože se však přelisování obvykle provádí pouze na tenkém plášti TPE, ovlivňuje tvrdý podklad pod ním to, jak měkký je na omak. Pokud se to podrobí zkoušce tvrdosti, menší indentace ukáže, že kámen je tvrdší, i když je slupka měkká. Pokud má být pryžový přeliv na obou stranách dílů (A a B), je třeba použít dvě materiálové formy, které se mohou pohybovat mezi částmi formy. chcete-li vytvořit hladkou vrstvu na dílu nebo na celé straně jednoduchého dílu, měli byste použít dvě materiálové formy s pohyblivými jádry. Výstupní rychlost může být velmi vysoká v závislosti na tom, jak silné jsou stěny elastomeru a podkladu.
Jak TPE přilne k technickému termoplastu
Existuje mnoho faktorů, které mohou změnit to, jak dobře se tvrdý technický plast a měkká pryž spojí. Pro vytvoření specifických vztahů mezi materiály je důležité, aby povrchové energie obou materiálů byly stejné. Dalším důležitým faktorem je schopnost TPE přilnout k povrchu. Aby mezi TPE a podkladem probíhaly určité reakce, musí být velmi blízko sebe a povrch musí být vlhký. Způsob, jakým se TPE teologizují, jak je znázorněno na obrázku 3, určuje jejich smáčení. Materiály pro přetlačování nemají příliš vysokou viskozitu. Jsou také citlivé na smyk a vykazují smykové ztenčovací chování.
Obrázek níže ukazuje, že viskozita se při vysokém průtoku blíží dolní hranici rozsahu. To pomáhá TPE vtékat do tenkostěnných oblastí, které jsou běžné při přetlačování, a vyplňovat je.

Chemické složení TPE a typ průmyslového plastu mají velký vliv na to, jak dobře se smáčí. Kromě adhezních vlastností hrají roli také difuzní a viskoelastické vlastnosti elastomeru. Bod, kde se TPE a tuhý podklad setkávají, je velmi důležitý jak pro pevnost spoje, tak pro typ porušení, které může být buď kohezní (C), nebo adhezní (A). Při hledání známek pevného spoje se obvykle má za to, že nejlépe se pozná kohezní systém. Ale slabý TPE s pouze mírnou pevností vazby může působit dojmem, že spojení je silné. Existují případy, kdy dobré spojení existuje i v případě, že lepidlo selhává. Existují tři typy procesů na styku, které mohou pomoci tuhému podkladu a měkkému termoplastickému elastomeru držet pohromadě. Ty jsou vidět na následujícím obrázku.

Mechanické spojení je možné díky designu. Mezi oběma povrchy není vytvořeno skutečné spojení, ale v tomto případě bude fungovat jakýkoli TPE. Druhý způsob funguje, protože podklad a přetvářecí materiál TPE jsou chemicky kompatibilní. Chemická kompatibilita je založena na povrchových energiích, které souvisejí s tím, jak dobře spolu substrát a TPE drží. Při správném způsobu formování a teplotě může vzniknout rozhraní, na kterém se molekuly podkladu a overmold materiálu smíchají. Rozhraní můžete vytvořit pomocí styrenového TPE nebo olefinového TPE, který byl nalisován na polyethylen jako základ. Třetí způsob může být zabudován do TPE. Proces spojování je tvořen specifickými polárními interakcemi nebo chemickými reakcemi mezi skupinami TPE a pevným podkladem.
Ke zjištění pevnosti vazby mezi TPE a průmyslovým plastem lze použít "90stupňovou zkoušku odlupování". Změnili jsme metodu ASTM D903 pro plasty, abychom otestovali, jak dobře přilne měkký TPE k tvrdému termoplastu. K testům se používá tvarovaná základna, na níž je vylisována vložka z kůže TPE. Pomocí tahového testeru Instron se vyřízne a natáhne centimetr široký proužek TPE v pravém úhlu k základně. Ten je na kolečku zajištěn tak, aby úhel 90 stupňů zůstal při tahu pryže stejný. Pevnost přilnavosti se zjišťuje podle toho, jak těžké je odtrhnout elastomer od základny. Tato síla je obvykle větší než 2 palce. Rozděluje se do dvou skupin podle toho, zda selže v důsledku adhezního selhání (A), nebo kohezního selhání (C). Adhezní selhání znamená, že na materiálu nezůstaly žádné zbytky TPE. Uvedená čísla jsou průměrem tří různých studií adheze. Protože zákazník požaduje určitou úroveň adheze, rozhodli jsme se, že číslo adheze vyšší než 12 pli je dostatečně dobré.
V současné době je obrovský zájem o přetlačování TPE na tuhé substráty, zejména pro zboží na trhu, které musí být měkké na dotek. Nové TPE se přetlačují na stále větší počet substrátů. To dává designérům větší volnost při navrhování a možnost, aby jejich zboží vyniklo na trhu plném "me-too" kopií.
TPE jsou velmi známé, protože pomáhají s prodejem v místě prodeje. Lidé dnes mají v obchodech na výběr z obrovského množství zboží a společnosti, které zboží vyrábějí, chtějí, aby to jejich vyniklo. Existuje mnoho dobrých důvodů, proč si vybrat výrobek s TPE overmolding povrchu, jako jsou nové barvy, textury, vzory a pohodlí. Pro mnoho lidí je "teplý" měkký dotek příjemnější než tvrdý plast. A věci, které vypadají a působí na dotek jako gumové, jsou často považovány za hodnotnější. Lidé jsou nyní chytřejší při hledání zboží, které se lépe přizpůsobí jejich tělu a snižuje vibrace, protože vědí více o ergonomii a nárůstu přetěžování kloubů. Přetlačené TPE mohou být užitečné i pro jiné věci, než je pocit a použitelnost. Mezi příklady patří zajištění bezpečného a pevného úchopu v mokrých oblastech, vodotěsná těsnění a ucpávky, tvarované "nárazníky" chránící před nárazy a zabraňující předčasnému zlomení a snižující vibrace.






")



Zanechat odpověď
Chcete se zapojit do diskuse?Neváhejte přispět!