
Sobremoldeo de TPE
Ha llegado el momento de empezar a sobremoldear elastómeros termoplásticos (TPE). Los TPE se han utilizado tradicionalmente para sustituir al caucho, pero las nuevas tendencias del mercado de consumo han convertido la idea del sobremoldeo en un hecho en el mundo empresarial. La demanda y las tendencias del mercado de consumo son cada vez mayores en lo que respecta a una mejor sensación y tacto ergonómicos, capacidad de agarre, aspecto, protección contra impactos, separación de vibraciones y aislamiento. Los diseñadores de productos de consumo están marcando la pauta que deben seguir los fabricantes de materiales con soluciones que tengan buen aspecto y tacto y funcionen bien en aplicaciones finales exigentes.
Este ensayo habla de la tecnología de sobremoldeo de TPE en términos generales y de su como grupo de materiales que pueden utilizarse para fabricar soluciones diseñadas para esta tendencia siempre actual. En cuanto a los sustratos rígidos, el polipropileno (PP), el polietileno (PE), el poliestireno (PS), el poliestireno de alto impacto (HIPS), el óxido de polifenileno (PPO), el tereftalato de polietileno modificado con glicol (PETG), el acrilonitrilo butadieno estireno (ABS) y los plásticos polares semicristalinos como el poliéster (PET, PBT) y la poliamida (nailon 6, nailon 66) son algunos ejemplos. Las nuevas tecnologías de mezcla y compatilización de materiales han permitido fabricar productos que pueden sobremoldearse en estos diferentes sustratos.

Para el sobremoldeado de TPE sobre superficies rígidas, hay muchas cosas muy importantes. Lo primero y más importante es elegir el tipo de TPE que funcionará con la base rígida. También son importantes el proceso de sobremoldeo (como el moldeo por inserción o el moldeo 2K), el tipo de máquina, las condiciones del proceso, cómo se prepara el material, el diseño de la pieza y el diseño del molde. Las tecnologías de materiales únicos, los nuevos diseños de piezas y herramientas y las mejoras en las tecnologías de sobremoldeo mantendrán activas las mentes de los diseñadores para que puedan satisfacer las necesidades cada vez mayores de los consumidores en cuanto a comodidad, buen aspecto y valor añadido.
Tecnología de sobremoldeo de TPE
Sobremoldeo de TPE utiliza el moldeo por inyección para colocar un material (sobremoldeado) encima de otro material (sustrato). El material sobremoldeado debe adherirse al sustrato de forma que dure en el entorno de uso final y funcione bien. El sobremoldeo elimina la necesidad de utilizar colas e imprimaciones para fijar los TPE a materiales duros. La tecnología de sobremoldeo da más libertad a los diseñadores, reduce el coste de producción y facilita la fabricación. El moldeo de materiales múltiples y el moldeo por inserción son las dos formas principales de hacer sobremoldeo.
El moldeo por inyección con más de un material también se conoce como moldeo por inyección multicolor o de dos disparos. La figura 1 muestra el tipo de herramientas que se utilizan. Disponen de dos o más unidades de inyección. Los brazos de la máquina de inyección pueden colocarse en paralelo o en ángulo recto. Hay dos juegos de orificios en el molde. En uno se moldea el material de base y en el otro el material de recubrimiento.
El proceso de moldeo en dos disparos consta de dos pasos. El primer paso consiste en que el primer barril llene el conjunto de orificios del sustrato. Una vez que el sustrato está frío, el molde se abre y el lado que se puede mover gira 180° sin que el sustrato se salga del molde. A continuación, se cierra el molde y se inyecta el material de sobremoldeo en el segundo barril. La segunda mitad del molde se rellena por el lado que permanece inmóvil. Si es necesario moldear el material de sobremoldeo en ambos lados de la pieza, el molde puede desplazar las piezas entre dos juegos de orificios en lugar de girar.
Máquinas de plato giratorio vs. Máquinas de troquel giratorio: A veces se incorpora a la máquina un plato giratorio en la segunda parte de la prensa para hacerla girar. Cuando un plato giratorio se utiliza cuatro veces por separado, se suelen utilizar mitades de molde montadas sobre él. Hay veces en que la rotación está incorporada en la propia herramienta, y sólo hay dos mitades de molde pero cuatro juegos de orificios de molde.
En movimiento: La herramienta del proceso Core tiene una parte móvil accionada por un sistema hidráulico o por aire. Una vez que se ha inyectado el primer sustrato y se le ha dado tiempo a enfriarse, una sección del molde se retrae, haciendo un espacio para el material de sobremoldeo TPE. A continuación, se introduce el TPE, la mayoría de las veces por el lado del orificio que queda visible cuando se retira el inserto. Este método tiene tiempos de ciclo más rápidos, más cavitación y mejor rendimiento de la máquina. El único problema es que sólo se puede utilizar un espesor constante de TPE.

Moldeo por inserción-sobremoldeo por inserción
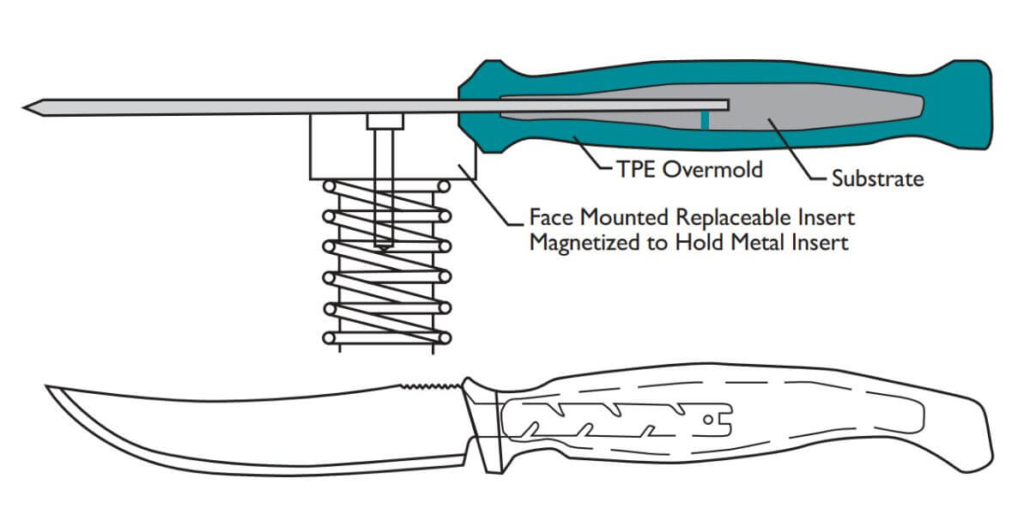
El moldeo por inserción es uno de los tipos de sobremoldeo. Durante el moldeo por inserción, un robot o una persona introducen en el orificio un sustrato de plástico duro o una pieza metálica ya moldeada (Figura 2). El segundo material, llamado "sobremoldeado", se pone en un lado de la pieza insertada o alrededor de toda ella otras veces. Para el moldeo por inserción se utilizan herramientas de moldeo por inyección estándar.
¿Girar o desplazarse? Moldeo en mesa: Se utiliza una unidad de inyección horizontal o un robot para dar forma a un sustrato o colocar un inserto en la segunda cavidad en la primera posición. La mesa se desplaza o gira hasta la siguiente estación, donde se utiliza otra unidad de inyección horizontal o vertical para colocar el TPE. Se puede utilizar un bebedero caliente o colocar el canal en la línea de división. Un tercer giro de la mesa de la unidad giratoria la envía a una estación de "descarga", donde se expulsa la pieza acabada de dos partes.
Proceso de sobremoldeo de TPE
La elección del proceso y el diseño del molde depende del material elegido, el coste de la mano de obra, las herramientas y máquinas disponibles y la rentabilidad de fabricar muchos moldes. Si el inserto no es un termoplástico, hay que recurrir al moldeo por inserción. Si sólo se necesita una pequeña cantidad del sustrato de plástico o metal, el coste de la mano de obra local es bajo y hay que mantener bajo el coste de las herramientas, conviene colocarlas a mano. Para grandes cantidades de trabajo, se pueden utilizar herramientas de lanzadera. Las plaquitas y las herramientas de mesa giratoria colocadas robóticamente pueden utilizarse cuando la cantidad de trabajo que hay que realizar justifica el coste. Si necesita fabricar muchas piezas o el coste de la mano de obra es elevado en su lugar de residencia, las máquinas de moldeo de dos materiales son las mejores para sustratos de plástico. Para obtener la mayor producción y el mejor aspecto de las piezas, lo mejor son los sistemas de canal caliente con compuertas de válvula.
Consideraciones sobre el diseño de piezas de sobremoldeo
El diseño de sobremoldeados tiene muchas partes diferentes, y en este artículo se tratan algunos aspectos generales que hay que tener en cuenta.
En lo que respecta a los materiales, los TPE adhesivos tienen normas más estrictas que los TPE normales. Lo mismo ocurre a la hora de fabricar piezas. Cuando se diseñan piezas de dos partes, hay que pensar en cómo se contraerán los dos materiales flexibles, lo que es diferente del diseño de piezas de una sola parte. Ambas tienen sus propios sistemas de compuertas y guías que hay que personalizar en función de las características del material utilizado.
Para obtener el mejor tiempo de ciclo, las paredes delgadas de la base y el sobremoldeado deben ser lo más uniformes posible. En la mayoría de las situaciones de sobremoldeo, las paredes de entre 1 mm y 3 mm de grosor se unirán bien. Si la pieza necesita zonas gruesas, éstas deben ser descorazonadas para evitar que la pieza se encoja demasiado y para reducir el tiempo de ciclo y el peso. Para evitar problemas de flujo, como rellenos y trampas de gas, los cambios en el grosor de la pared deben hacerse lentamente. Añadir círculos (de al menos 0,5 mm) en las esquinas afiladas puede ayudar a reducir la tensión en esa zona. Deben evitarse las cavidades profundas y oscuras o los nervios que no puedan abrirse. Las tiradas largas deben tener un calado de 3 a 5 grados para ayudar a la bola a salir. Se pueden hacer rebajes profundos con compuestos sobremoldeados, pero sólo si se utiliza un núcleo de avance cuando se abre el molde, la pieza no tiene bordes afilados y se permite que el elastómero se doble al salir del molde.
Cuando se moldean, la mayoría de los compuestos de TPE se encogen bastante en la dirección del flujo, pero no mucho cuando se moldean en la dirección del flujo transversal. Esto puede hacer que el material de sobremoldeo se encoja más que el sustrato una vez que la pieza se saca de la herramienta. Esto puede provocar que la pieza del sustrato se deforme o se ahueque, generalmente en la dirección del flujo del material de sobremoldeo. Esto es especialmente cierto en las piezas en las que el sustrato es más delgado que el sobremoldeado o en las que se utiliza un material de sustrato de baja rigidez. las piezas deben ser largas y delgadas. Esto puede solucionarse parcialmente utilizando materiales de base con un módulo más alto y añadiendo nervaduras de rigidez al sustrato. También ayudará utilizar capas más finas y un grado de sobremoldeo con menos dureza. También puede ayudar mover la compuerta para cambiar el patrón de flujo del TPE.
La dureza Shore, que es la resistencia de un material a ser abollado en una placa moldeada de 6,3 mm de grosor mínimo (ASTM D2240), se utiliza para medir los materiales TPE. Un artículo con una dureza menor parece más blando por fuera, aunque tenga el mismo grosor. Pero como el sobremoldeo sólo suele hacerse en la fina piel del TPE, la dureza de la base inferior afecta a la sensación de suavidad. Si esto se somete a una prueba de dureza, una indentación más pequeña mostrará que la roca es más dura, aunque la piel sea blanda. Si el sobremoldeado de caucho va a estar en ambos lados de las piezas (A y B), se deben utilizar dos moldes de material que se puedan mover entre las secciones del molde.Para hacer una capa lisa en una pieza o en todo el lado de una pieza simple, se deben utilizar dos moldes de material con núcleos móviles. La tasa de producción puede ser muy alta, dependiendo del grosor de las paredes del elastómero y del sustrato.
Cómo se adhiere el TPE al termoplástico de ingeniería
Hay muchas cosas que pueden cambiar la adherencia entre el plástico duro de ingeniería y el caucho blando. Para establecer relaciones específicas entre materiales, es importante que las energías superficiales de ambos sean iguales. El poder del TPE para adherirse a una superficie es otro factor importante. Para que se produzcan determinadas reacciones entre el TPE y el sustrato, tienen que estar muy cerca el uno del otro y la superficie tiene que estar húmeda. La forma en que se teologizan los TPE, como se muestra en la figura 3, determina cómo se humedecen. Los materiales de sobremoldeo no tienen una viscosidad muy alta. También son sensibles al cizallamiento y muestran un comportamiento de adelgazamiento por cizallamiento.
La imagen de abajo muestra que la viscosidad está cerca del extremo inferior del rango cuando la velocidad de flujo es alta. Esto ayuda a que el TPE penetre y rellene las zonas de paredes finas que son comunes en el sobremoldeo.

La composición química del TPE y el tipo de plástico industrial influyen mucho en su capacidad de humectación. Además de las cualidades de adhesión, también influyen las propiedades de difusión y viscoelásticas del elastómero. El punto de unión entre el TPE y el sustrato rígido es muy importante tanto para la fuerza de adhesión como para el tipo de fallo, que puede ser cohesivo (C) o adhesivo (A). Cuando se buscan indicios de una unión fuerte, suele pensarse que el sistema cohesivo es la mejor forma de saberlo. Pero un TPE débil con sólo una fuerza de unión moderada puede hacer que parezca que la unión es fuerte. Hay ocasiones en las que existe una buena unión aunque falle el pegamento. Hay tres tipos de procesos en el contacto que pueden ayudar a que el sustrato rígido y el elastómero termoplástico blando se peguen. Se pueden ver en la siguiente imagen.

El diseño es lo que hace posible la conexión mecánica. No se establece un vínculo real entre las dos superficies, pero cualquier TPE funcionará en este caso. La segunda forma funciona porque el sustrato y el material TPE sobremoldeado son químicamente compatibles. La compatibilidad química se basa en las energías superficiales, que están relacionadas con la adherencia entre el sustrato y el TPE. Cuando el método de moldeo y la temperatura son correctos, puede formarse una interfaz en la que se mezclan las moléculas del sustrato y del sobremoldeado. Se puede crear una interfaz con un TPE estirénico o un TPE olefínico que se haya moldeado sobre polietileno como base. La tercera vía puede estar integrada en el TPE. El proceso de unión está formado por interacciones polares específicas o reacciones químicas entre los grupos del TPE y el sustrato rígido.
Se puede utilizar un "ensayo de pelado a 90 grados" para averiguar lo fuerte que es la unión entre el TPE y el plástico industrial. Hemos modificado el método ASTM D903 para plásticos con el fin de comprobar la adherencia del TPE blando al termoplástico duro. Para las pruebas se utiliza una base moldeada con un inserto de piel de TPE moldeado encima. Se utiliza un tensiómetro Instron para cortar y tirar de una tira de TPE de 2,5 cm de ancho en ángulo recto con la base. Se fija en la rueda para que el ángulo de 90 grados permanezca invariable mientras se tira de la goma. La fuerza de adherencia se determina por la fuerza con que se separa el elastómero de la base. Esta fuerza suele ser superior a 5 cm. Se clasifica en dos grupos en función de si falla por fallo adhesivo (A) o por fallo cohesivo (C). El fallo adhesivo significa que no queda ningún residuo de TPE en el material. Las cifras indicadas son la media de tres estudios diferentes de adhesión. Dado que el cliente desea un determinado nivel de adhesión, hemos decidido que un número de adhesión superior a 12 pli es suficientemente bueno.
En la actualidad, existe un gran interés por el sobremoldeo de TPE sobre sustratos rígidos, especialmente para productos de mercado que necesitan tener un tacto suave. Los nuevos TPE se sobremoldean en un número cada vez mayor de sustratos. Esto da a los diseñadores más libertad de diseño y la oportunidad de hacer que sus productos destaquen en un mercado lleno de copias "de lo mismo".
Los TPE son muy famosos porque ayudan a vender en el punto de venta. Hoy en día, la gente tiene una enorme selección de productos para elegir en las tiendas, y las empresas que fabrican productos quieren que los suyos destaquen. Hay muchas buenas razones para elegir un producto con un TPE sobremoldeado superficie, como nuevos colores, texturas, dibujos y comodidad. Para muchas personas, un tacto suave y "cálido" es mejor que un plástico duro. Y los objetos con aspecto y tacto de goma suelen considerarse más valiosos. La gente es más inteligente a la hora de buscar artículos que se adapten mejor a su cuerpo y reduzcan las vibraciones, ahora que saben más sobre ergonomía y el aumento de las lesiones articulares por uso excesivo. Los TPE sobremoldeados también pueden ser útiles para otras cosas aparte del tacto y la facilidad de uso. Algunos ejemplos son el agarre seguro y fuerte en zonas húmedas, la impermeabilización de juntas y sellos, los "parachoques" moldeados para proteger contra impactos y evitar roturas prematuras, y la reducción de vibraciones.



")



")


Dejar un comentario
¿Quieres unirte a la conversación?Siéntete libre de contribuir!