El molde de inyección de aluminio es una pieza clave de la industria manufacturera actual por su rapidez, eficacia y asequibilidad. Con la necesidad de ciclos de producción más rápidos y flexibilidad de diseño, las industrias han descubierto la utilidad de los moldes de aluminio. Las piezas de plástico se crean inyectando el material plástico fundido en una cavidad hecha con precisión, y el material plástico adopta la forma de la cavidad mientras se enfría. Los moldes de aluminio tienen un plazo de entrega mucho más corto, son más fáciles de mecanizar y pesan bastante menos que los de acero. Es una gran opción para prototipos y series de producción bajas y medias. Es el método preferido por las empresas, ya que les ahorra tiempo en la construcción de su aplicación y garantiza que la rutina se desarrolle con alta calidad. Con la mejora de la tecnología, la aplicación de moldes de inyección de aluminio está aumentando rápidamente en diversas industrias, como la automovilística, la médica, la electrónica y la de bienes de consumo.
¿Qué es un molde de inyección de aluminio?
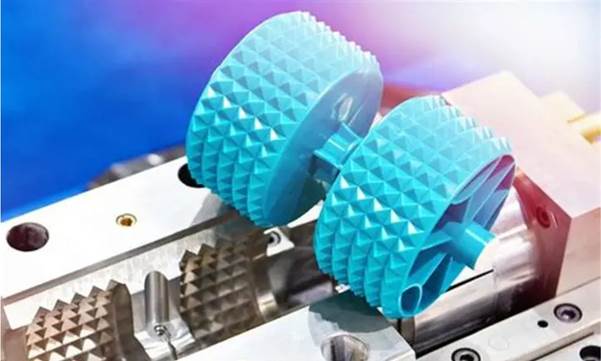
Un molde de inyección de aluminio es un molde que se utiliza para formar piezas de plástico. Está hecho de aluminio y no de acero. En él, el plástico se funde y luego se inyecta en una cavidad del molde. El material se enfría y luego reproduce la forma del molde. Una vez enfriado, se retira el producto final. Se produce en numerosas repeticiones en el proceso de producción. El mayor beneficio es que se enfría más rápido y produce más rápido que otros materiales, como el plástico. La mayor ventaja es que se enfría rápidamente y produce más deprisa que otros materiales, como el plástico. Por eso hoy en día se utilizan moldes de inyección de aluminio.
¿Cómo funcionan los moldes de aluminio en el moldeo por inyección?
Aluminio moldes de inyección necesitan un procedimiento específico para llevarse a cabo y son bastante eficaces. Cada paso depende de los demás y es crucial para producir componentes de plástico de alta calidad de forma rápida y fiable.

Paso 1: Selección y preparación del material
Lo primero que hay que hacer es seleccionar un plástico adecuado. El ABS, el polipropileno y el polietileno son materiales típicos. Hay varios materiales con características diferentes, como fuerza, flexibilidad y resistencia al calor. Normalmente se suministra en forma de gránulos en una tolva situada encima de la máquina. Antes de utilizarlo, el material debe estar limpio y seco, ya que de lo contrario la humedad puede causar defectos en el producto.
Paso 2: Introducir el plástico en la máquina
A continuación, se prepara el molde y se colocan los gránulos de plástico en la máquina de moldeo por inyección. Éstos se introducen en la tolva, donde se calientan en un barril. Un tornillo que gira dentro del barril empuja el plástico hacia delante. Mientras se mueve, el material empieza a calentarse, lo que hace que empiece a fundirse.
Paso 3: Fundir el plástico
El calor y la presión generados por el tornillo funden el plástico del barril. A medida que pasa el tiempo, los gránulos sólidos se convertirán lentamente en una sustancia espesa conocida como “plástico fundido”. Aquí es muy importante controlar la temperatura. Demasiado caliente podría dañar el material, mientras que demasiado frío podría causar un problema de fusión.
Paso 4: Inyección en el molde de aluminio
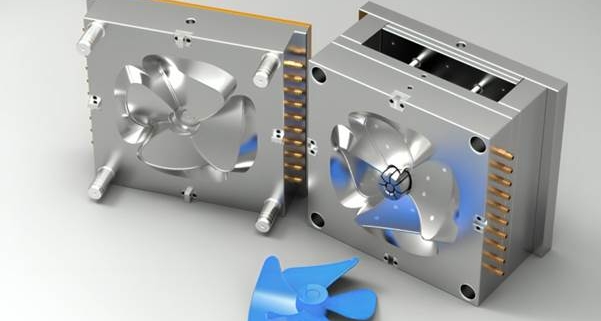
Cuando esté completamente disuelto, se inyectará el plástico. El tornillo imparte una alta presión al ser empujado. El plástico fundido se introduce en el molde de inyección de aluminio con la ayuda de una boquilla. La forma de la cavidad del molde viene determinada por la forma del producto que se va a fabricar, para obtener resultados precisos.
Paso 5: Rellenar la cavidad del molde
El plástico se funde y se vierte en el molde para rellenar completamente todos los espacios. Rellena todos los datos y formas, y hace todas las formas por completo. Para evitar que se formen burbujas de aire y huecos, se aplica la presión adecuada. Este paso es muy importante, ya que de lo contrario el producto será defectuoso.
Paso 5: Rellenar la cavidad del molde
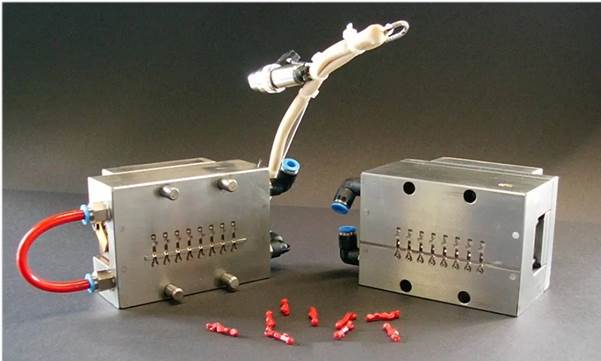
Tras el llenado, comienza el proceso de enfriamiento. El aluminio tiene una transferencia de calor muy alta, por lo que el plástico se enfría rápidamente. La temperatura se mantiene constante mediante canales de refrigeración. El plástico se endurece y la forma del molde se crea a medida que el plástico se enfría. Cuanto más frío esté el metal, más rápido será el ciclo y más rápida la producción.
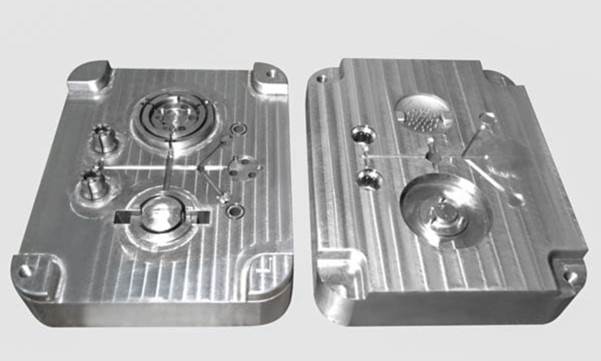
Paso 7: Apertura del molde
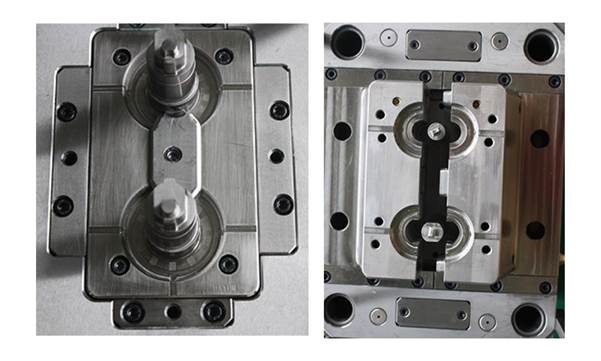
Cuando el material plástico está completamente fraguado, el molde se desmolda cuidadosa y lentamente. Así se garantiza que el molde no sufra daños. En esta fase, el molde consta de dos partes que se separan. Una vez moldeada la pieza, se expulsa fácilmente del molde. Este proceso requiere mucho tiempo. Es importante que el molde no se abra demasiado pronto, ya que el producto podría doblarse o perder su forma. Por eso, los fabricantes siempre esperan a que el plástico esté sólido antes de abrir el molde.
Paso 8: Expulsión de la pieza acabada
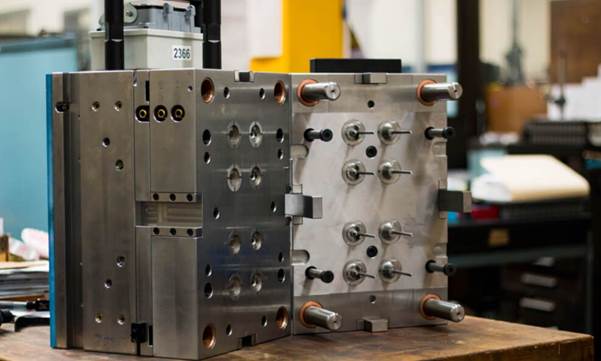
Cuando se moldea la pieza, los pasadores eyectores actúan para expulsar la pieza moldeada del molde. Retirada cuidadosa de la pieza: sin daños. A continuación, se retira para el siguiente procedimiento. Si el sistema de expulsión está bien diseñado, no quedarán marcas ni defectos en la superficie.
Etapa 9: Inspección y acabado
Se someten a un control de calidad después de salir de la fábrica. Los fabricantes comprueban si hay algún defecto de forma, burbujas o grietas. Si es necesario, se realiza algún acabado (corte y/o alisado) (menor). Los moldes de aluminio ofrecen una buena calidad de superficie y suelen requerir un acabado mínimo.
Paso 10: Repita el ciclo
El molde se expulsará y el ciclo se repetirá cuando se cierre el molde. Esto permite fabricar piezas desde piezas únicas hasta la producción en serie. El enfriamiento más rápido del aluminio se traduce en una reducción del tiempo de ciclo, lo que hace que el proceso sea más eficiente y ayuda a reducir los costes de producción.
¿Por qué elegir moldes de aluminio en lugar de acero?
Muchas personas han hecho la comparación entre molde de aluminio y molde de acero. Los moldes de acero son caros, requieren mucho tiempo y son difíciles de fabricar. En comparación con los moldes de aluminio, son más rápidos, baratos y fácilmente modificables. Son perfectos para realizar pruebas, así como para series cortas de producción. Así pues, para la industria actual se recomienda utilizar moldes de inyección de aluminio.
Principales ventajas de los moldes de inyección de aluminio
Una de las mayores ventajas de los moldes de inyección de aluminio es la velocidad. El tiempo de producción se reduce en comparación con el acero debido a la rápida velocidad de enfriamiento del aluminio. Otra gran ventaja es el COSTE. El coste de los moldes de inyección de aluminio es mucho menor que el de los moldes de acero, lo que puede ayudar a las empresas en el proceso de reducción de costes. Además, si se produce un cambio en el diseño, los moldes de aluminio pueden sustituirse fácilmente. También proporcionan un magnífico acabado superficial, por lo que mejoran la calidad de los productos.
Comprender el coste de los moldes de inyección de aluminio
Los precios del molde de inyección de aluminio pueden venir determinados por varios factores. El tamaño del molde es importante, ya que los moldes más grandes necesitarán más material. En el coste también influye el diseño del molde: Un molde sencillo requiere menos dinero que uno complejo. También es importante el número de cavidades. Los moldes con varias cavidades costarán más, pero producirán un mayor número de piezas. A pesar de estos gastos, los moldes de aluminio siguen siendo más rentables que los de acero.
Cuándo utilizar moldes de inyección de aluminio
Los moldes de aluminio son los más recomendados para una tirada de producción baja o media. Son excelentes para prototipos y pruebas de productos. Suelen utilizarlos empresas que desean vender el producto rápidamente o empresas que piensan que tendrán que hacer cambios de diseño en el producto. Si se desea un molde de acero para producción, puede ser más apropiado que los moldes de aluminio, ya que los de acero son más duraderos. Sin embargo, para la mayoría de los proyectos, un molde de aluminio para moldeo por inyección puede utilizarse con gran efecto.
Industrias que utilizan moldes de inyección de aluminio
Los moldes de inyección de aluminio se utilizan en numerosas industrias. Se han empleado para probar piezas en la industria del automóvil. También tienen aplicaciones en medicina para el desarrollo de equipos. Las empresas de electrónica los emplean para fabricar productos con rapidez. Las empresas las utilizan en el envasado de bienes de consumo y enseres domésticos. Son bastante flexibles y pueden utilizarse de múltiples maneras.
Materiales utilizados en el moldeo por inyección de aluminio
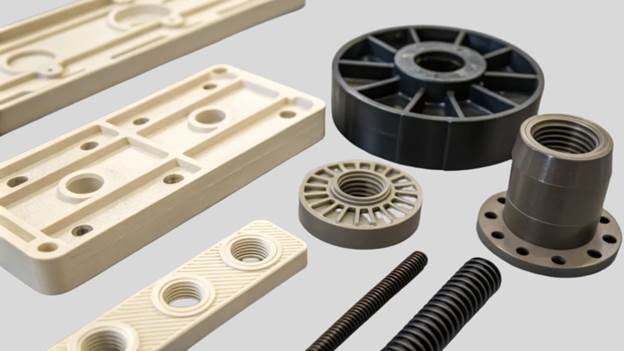
Dependiendo del tipo de producto y de los requisitos de rendimiento del mismo, pueden utilizarse otros materiales plásticos con el molde de inyección de aluminio. Los materiales pueden tener distintas propiedades, como ser fuertes, flexibles, duraderos y resistentes al calor. La calidad del producto dependerá en gran medida de la selección del material.

Materiales habituales
ABS (acrilonitrilo butadieno estireno): El ABS es un plástico resistente de alto impacto que se utiliza en diversas industrias. Es muy popular por su durabilidad y resistencia. Se encuentra en carcasas electrónicas, juguetes y componentes de vehículos. Tiene bastante resistencia y rigidez, por lo que es muy resistente para el uso diario.
- Polipropileno (PP): Se trata de un plástico blando, de bajo coste y flexible. Es químicamente resistente, por lo que resulta muy adecuado para diversas aplicaciones. Se utiliza mucho en envases, recipientes de almacenamiento y productos de consumo. También es muy ligero y fácil de moldear, por lo que resulta adecuado para la producción a gran escala.
- Polietileno (PE): El polietileno es un plástico resistente, fuerte y duradero. Puede emplearse en láminas de envasado, botellas de plástico y tuberías. Una de sus principales ventajas es que es eficaz a bajas temperaturas. Esto lo hace ideal para usos industriales y domésticos.
- Nylon (poliamida): Plástico de ingeniería; fuerte. Resistente y duradero al calor. Utilizado en componentes mecánicos y piezas industriales.
Plástico transparente muy duradero, como el policarbonato (PC). Se utiliza para lentes y en cubiertas protectoras, equipos de seguridad, debido a su gran resistencia a los impactos.
Limitaciones de los moldes de inyección de aluminio
Aunque los moldes de inyección de aluminio tienen muchas ventajas, también presentan algunos inconvenientes. No son tan duraderos como los moldes de acero y pueden desgastarse antes. No se recomiendan para producciones muy complicadas o de muy alta presión (HP). Pero la mayoría de los usos no tienen estos inconvenientes y las ventajas son mayores. El aluminio debe utilizarse con una buena calidad de superficie, que puede verse afectada con el tiempo en tiradas largas. También puede ser más susceptible al rayado que el acero. Por eso, su uso se limita a niveles de producción bajos o medios, principalmente. Sin embargo, funcionará muy bien para prototipos y pruebas.
Consejos para reducir el coste de los moldes de inyección de aluminio
Es posible ahorrar dinero en moldes de inyección de aluminio. Se consigue menos tiempo de mecanizado con diseños sencillos. También se reducen los costes de las piezas estándar. Limpiar cualquier característica innecesaria, ayuda a ahorrar tiempo y dinero. También se puede mejorar a un proceso más eficiente si se hace con fabricantes experimentados. Cuando se diseña para la producción, un consejo importante es completar el proceso de diseño antes del inicio de la producción. Los gastos pueden ser mayores si después se realizan cambios en el diseño. Otro factor importante es utilizar el material adecuado a las necesidades del producto. En la medida en que uno se prepare adecuadamente, el presupuesto total siempre disminuye.
Molde de inyección de aluminio frente a molde de acero
En función de las necesidades de producción, se elegirán unos moldes de aluminio y otros de acero. Los moldes de aluminio son los más rápidos y económicos de los distintos tipos de moldes. Los moldes de acero son más resistentes y duran más. Los moldes de aluminio son menos caros y más resistentes que los de acero, pero también son más fáciles de mecanizar y más ligeros, y tardan más en fabricarse.
Los moldes de aluminio son excelentes moldes para pruebas de mercado, ya que son fáciles de fabricar y de excelente calidad. Los moldes de acero son más adecuados para la producción en serie - millones de piezas producidas. Si la flexibilidad y la velocidad son fundamentales, es mejor utilizar aluminio. Cuando se desea una larga vida útil, el material preferido es el acero.
Consideraciones sobre el diseño
El diseño del molde de inyección de aluminio desempeña un papel importante. Los diseños sencillos son los mejores. Con un buen grosor de pared, su resistencia dependerá de su refrigeración. Los ángulos facilitan la extracción de las piezas. El diseño del canal de refrigeración lo hace más eficiente. Un buen molde minimiza los errores y mejora la calidad del producto. También ayuda a minimizar la tensión en el molde cuando llega el momento de fabricar la pieza. Evita que se formen vueltas de horquilla o trampas de aire o grietas en las vías de flujo suave. Los ingenieros siempre tienen que determinar el coste, la velocidad y la resistencia. La vida útil y el rendimiento del molde mejoran con un diseño adecuado.
Velocidad y eficacia de producción
Los moldes de aluminio se fabrican a gran velocidad. Esto se debe a que el aluminio enfría el plástico más rápido que el acero, lo que reduce el tiempo de ciclo. Esto contribuye a aumentar la productividad y la eficacia. Una producción más rápida también ayuda a las empresas a cumplir los plazos y aumentar los beneficios. En muchos casos, el tiempo de ciclo puede acortarse en gran medida. Esto se traduce en un mayor número de piezas en tiempos de producción más cortos. También puede reducir el consumo de energía de cada componente. La razón del amplio uso del molde de aluminio para moldes de inyección en la industria de rápido crecimiento es que es una opción excelente.
Mantenimiento y vida útil
El molde de inyección de aluminio necesita un mantenimiento. La grasa y los limpiadores se utilizan con regularidad para prolongar la vida útil de las piezas. Pueden utilizarse para fabricar miles de piezas y no son tan duraderos como los moldes de acero. Son una gran elección para producciones bajas o medias. Cuando no se utilizan, los moldes deben almacenarse adecuadamente. La humedad y el polvo ayudarán a conservar la superficie. La inspección ayudará e inhibirá el desgaste prematuro. Si se utilizan correctamente, durarán mucho tiempo.
Beneficios medioambientales
Los moldes de aluminio no dañan tanto el medio ambiente. Necesitan menos energía para su producción y funcionamiento. El aluminio también es sostenible, ya que es reciclable. Además, al aumentar la producción también se consume menos energía. Son apropiados para las empresas de fabricación ecológica. La reducción del consumo de energía se traduce en una reducción de la huella de carbono. La otra ventaja es que durante el reciclaje del aluminio se producen menos residuos industriales. Este es un valor añadido a los modernos sistemas de producción sostenible.
Aplicaciones comunes
Los moldes de inyección de aluminio se utilizan en diferentes industrias. Se emplean en la industria del automóvil como prototipos. Se emplean en el sector médico en la creación de dispositivos. Gozan de buena reputación y son adoptados por las empresas de electrónica para una fabricación rápida. Las utilizan los fabricantes de bienes de consumo para los bienes de consumo. También tienen aplicación en envases, aplicaciones domésticas e industriales. Pueden utilizarse en proyectos pequeños y medianos gracias a su versatilidad. Para muchas empresas de nueva creación, son la opción preferida para atestiguar el lanzamiento de sus productos. Esto les confiere un mayor valor en los mercados actuales.
Desafíos
Algunos problemas con los moldes de aluminio. No son tan duraderos como los de acero y pueden sufrir desgaste. No se recomiendan para cantidades muy grandes. Pero, con un diseño y uso adecuados, estos problemas pueden minimizarse. Los otros son que tiene una resistencia débil a altas presiones y que no es impermeable. Los diseños muy complicados pueden hacer que pierda rendimiento con el tiempo. En general, sin embargo, son capaces de rendir bien en los casos de uso típicos. Se pueden mantener bien y, si se utilizan adecuadamente, rinden con mucha eficacia.
Reflexiones finales
Los tiempos son métodos de producción inteligentes y eficientes para el moldeo por inyección de aluminio. Proporciona rapidez, versatilidad y ahorro. Ideal para el desarrollo rápido de productos, producción de bajo volumen y prototipos. Precio más bajo del aluminio molde de inyección permite que sea asequible para nuevas empresas y negocios en expansión. Mientras tanto, también funciona perfectamente y se puede utilizar en grandes industrias. Con todas estas ventajas y desventajas que se conocen a su negocio a continuación, puede tomar el beneficio de ella en toda su extensión. Con el desarrollo de la tecnología, la influencia en la producción futura será aún más en moldes de aluminio.
Preguntas frecuentes
¿Qué es un molde de inyección de aluminio y por qué es importante?
El moldeo por inyección de aluminio es una prensa que puede utilizarse para inyectar plástico reblandecido en la cavidad de la forma para fabricar productos de plástico. Su importancia radica en que permite producir en poco tiempo, reducir los costes de producción y fabricar productos de buena calidad. Es uno de los materiales favoritos para la creación de prototipos y para las exigencias de rapidez y flexibilidad en series cortas de producción, y se utiliza en una gran variedad de industrias.
¿Cuáles son los factores que influyen en el precio del molde de inyección de aluminio?
Los distintos factores que pueden influir en el coste del molde de inyección de aluminio son el tamaño del molde, la complejidad del diseño del molde, el número de moldes y el tipo de material del molde. El precio variará en función de la complejidad del molde: los moldes sencillos serán menos caros que los moldes más complicados. El precio también varía en función del número de la producción y las especificaciones del producto acabado.
¿Por qué es más rápido utilizar moldes de aluminio en el moldeo por inyección que moldes de acero?
Dado que la conductividad del aluminio es alta, los moldes de tipo aluminio utilizados para el moldeo por inyección son rápidos. Tiene una alta conductividad térmica, lo que hace que el plástico se enfríe rápidamente en la cavidad del molde. Esto no sólo reduce el tiempo de ciclo, sino que también acelera la tasa de producción, que a su vez es más eficiente.
A la hora de elegir entre matriz de moldeo por inyección de aluminio y matriz de moldeo de acero, ¿cuál utilizar?
Los moldes de inyección de aluminio son una buena opción a tener en cuenta cuando se trata de velocidad de producción, bajo coste y flexibilidad de diseño. Pueden utilizarse para prototipos, pruebas y para volúmenes bajos o medios. Incluso si se van a crear muchos artículos, los moldes de acero podrían ser más eficaces, ya que también duran más.
¿Qué es lo mejor del molde de inyección de aluminio?
Las principales ventajas de los moldes de inyección de aluminio son: Son más rápidos en la producción, más baratos, muy versátiles y ofrecen un buen acabado superficial. Todas estas ventajas los convierten en una opción atractiva para las empresas que buscan soluciones de fabricación eficientes y flexibles.