
Különbségek és hasonlóságok az overmolding és a betétformázás között: összehasonlítás és alkalmazások

A megfelelő öntési eljárás kiválasztása nagyon fontos szerepet játszik a gyártás világában. A két leggyakoribb technika a felülformázás és a betétes öntés. Mindegyiknek megvannak a maga erős oldalai, alkalmazásai és kihívásai. A különbségek lehetnek idő- és költségtakarékossági szempontból, amely esetben a kettő közötti választásnál. A termékek gyártása esetén a termék előállítása a megfelelő öntési eljárás alkalmazásától függ a termék minőségének és hatékonyságának meghatározása érdekében. Ez a kettő a felülfröccsöntés és a betétes fröccsöntés. Annak ellenére, hogy mindkettő több anyagot használ, különböző célokra alkalmazzák őket.
Az overmolding a kényelemre, a megjelenésre és a puha tapintású felületre összpontosít, míg a insert molding a szilárdságra, a tartósságra és a mechanikai kötésekre. Az ezen módszerek megkülönböztetésére, előnyeire és alkalmazására vonatkozó tapasztalatok lehetővé teszik a gyártók számára, hogy jó döntéseket hozzanak. A következő írás a legfontosabb pontokkal foglalkozik, mint a tervezés, a költségek, a gyártási idő és a jövőbeli tendencia, amelyek lehetővé tehetik a szakemberek számára, hogy válasszanak a betétes öntvény vs. overmold között, és hogyan tudják a legmegfelelőbb módon előállítani az áruikat.
Mi az az overmolding?
A túlfröccsöntés során egy alkatrész két vagy több különböző anyag felhasználásával jön létre. A hordozóalapot általában alakítják. Ezután a rajta vagy körülötte öntött másodlagos anyaggal rózsaszerűen megmunkálják. Ez lehetővé teszi a gyártók számára, hogy különböző tulajdonságú anyagokat, pl. merevséget és rugalmasságot keverjenek.
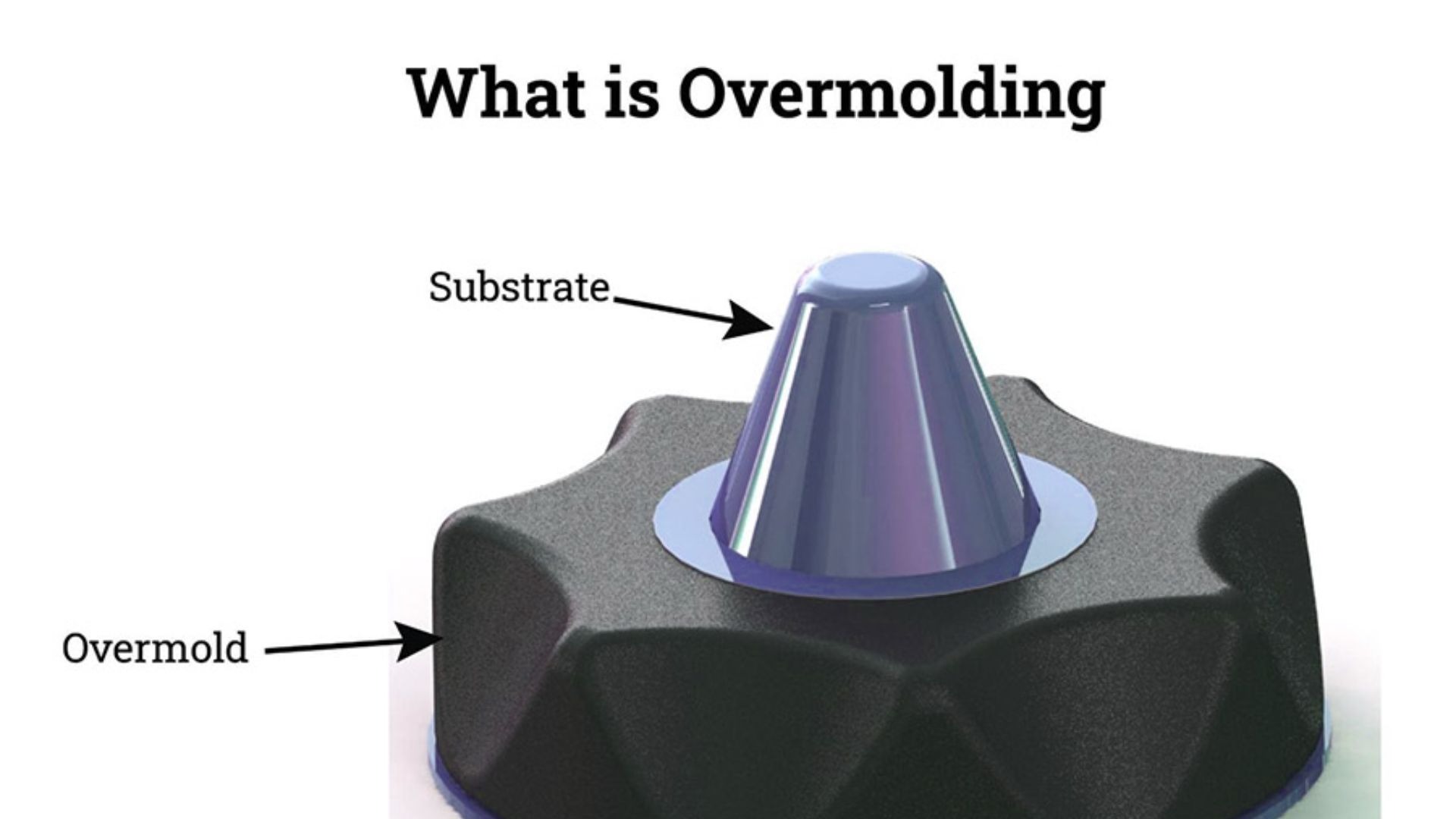
A puha tapintású termékek jellemzően átformázottak, beleértve a szerszámok, fogkefék vagy más elektronikai cikkek markolatát. Ez növeli a szépséget, a kényelmet és a funkcionalitást.
A túlöntésnek van néhány fő hátránya, amelyek a következők:
- Ergonomikusabb, kényelmesebb a felhasználó számára.
- A termékek magasabb élettartama.
- Nagyobb rugalmasság a tervezésben.
Mi az a betétformázás?
Beillesztett öntvény: Ez egy olyan eljárás, amelynek során egy előre megformázott alkatrészt egy szerszámba helyeznek, és műanyagot fecskendeznek az alkatrészbe. A betét lehet fémből, műanyagból vagy más anyagból. A késztermék az egyedi betétformával rendelkezik.
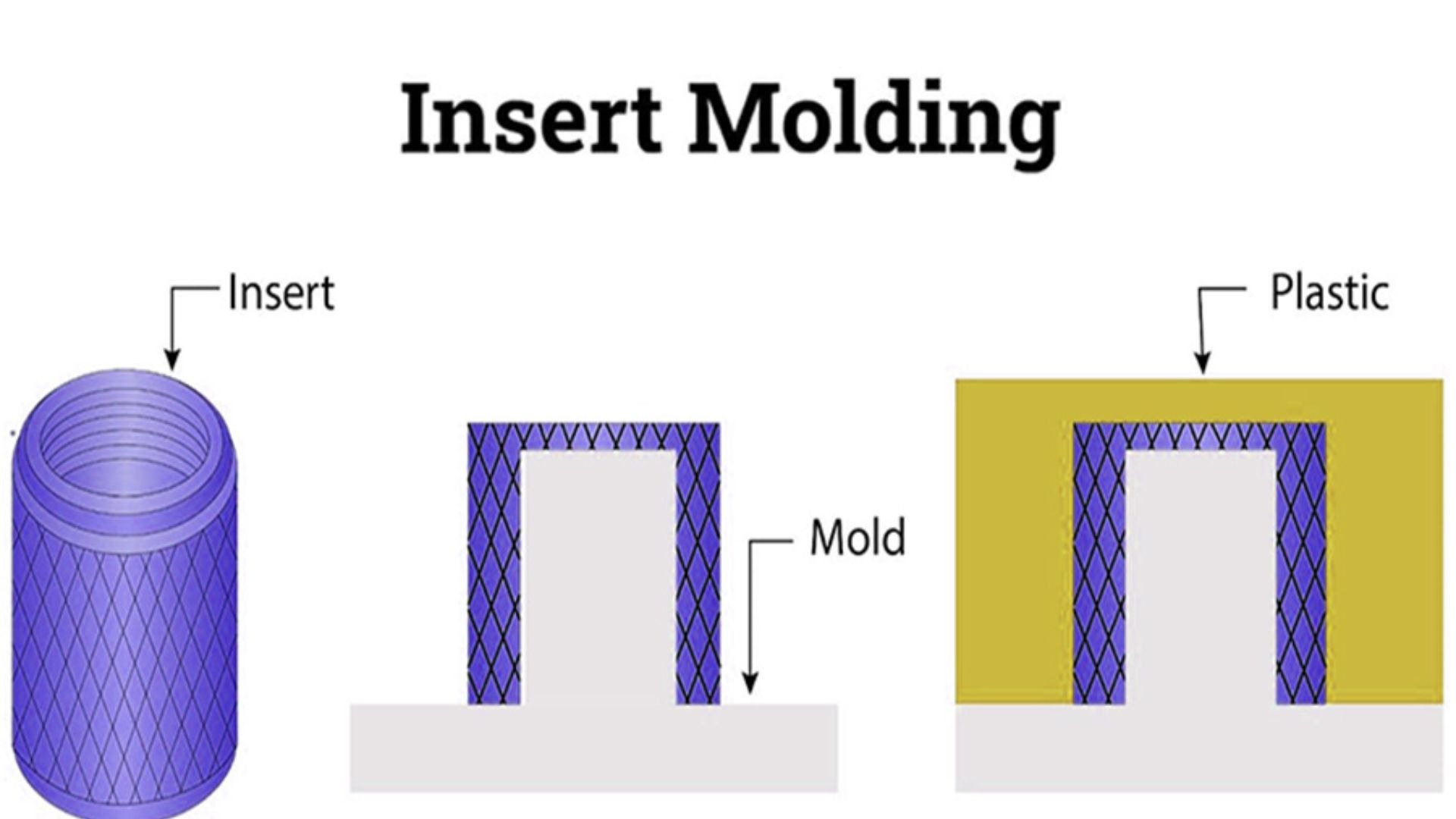
A betétes öntés az az öntés, amelyet nagyrészt olyan iparágakban használnak, ahol magas mechanikai kötésekre van szükség. Az elektromos csatlakozók, az autóipari alkatrészek és a hardveralkatrészek többek között erre a technikára támaszkodnak.
A betétformázás előnyei a következők:
- Erős mechanikai kötés
- Csökkentett összeszerelési idő
- A különböző anyagok összekapcsolásának képessége.
Néhány példa az overmoldingra és a betétformázásra
Ezek a felül- és a betétformázás, amelyek széles körben alkalmazásra kerülnek a gyártási folyamatban, bár a termékek sajátosságait tekintve különböző alkalmazásokban használják őket. Alkalmazásuk megértése segítené a gyártókat a megfelelő eljárás kiválasztásában.
Alkalmazások A túlfröccsöntést az alábbiak szerint alkalmazták
Az átformázás olyan termékekhez megfelelő, amelyeknek kényelmesnek, szépnek vagy tapadónak kell lenniük. Ez a puha és kemény anyagok kombinációja, amelyet egyetlen funkcionális alkatrészben használnak fel. Gyakori felhasználási területek:
- Szerszámmarkolatok: A fogantyúk ergonomikusabbak és túlságosan edzett műanyagból készültek.
- Szórakoztató elektronika: Puha nyomógombok olyan eszközökön, mint a távirányító és a fejhallgató.
- Orvostechnikai eszközök, orvosi felszerelések: Biztonság és kényelem. A fecskendők vagy sebészeti eszközök gumírozott felületűek.
- Autóalkatrészek: Gumitömítések vagy tömítések a műanyag alkatrészekhez a zaj minimalizálása és a tartósság javítása érdekében.
A következő alkalmazásokat végezték a Insert Molding keretében
A betétes öntvény használata mögött az a tény áll, hogy a termék nagy mechanikai szilárdságot igényel, vagy különböző anyagok kombinációját jelenti egy egységben. Ezt alkalmazzák az olyan gyakori alkalmazásokban, mint pl:
- Elektromos csatlakozók: A PT műanyag testekbe illeszthető fémbetéteket tartalmazó idomokból áll.
- Autóalkatrészek: Motoralkatrészek vagy konzolok, amelyekhez fémbetéteket kell készíteni a műanyag megerősítésére.
- Hardveres megoldások: Csavarok vagy fémelemek a műanyag darabokban, hogy azok könnyen összeállíthatók legyenek.
- Ipari berendezések: A nagy igénybevételnek kitett alkatrészekben felhasználandó fémbetéteket és öntött műanyagokat egyaránt tartalmazó gépalkatrészek.
Az egyén választása a két eljárás között a termék céljától függ. Túlzott kényelem, tapadás vagy puha tapintású felület esetén kell túlformázni. Abban az esetben, ha a szilárdság, a tartósság és a mechanikai stabilitási problémák jelentik a fő szempontot, akkor a betétes öntést kell alkalmazni.
Ezen alkalmazások koncepciója segít az úgynevezett overmolding és insert molding előnyeinek elérésében a modern gyártáson belül.
Jelentős különbségek az overmolding és a insert molding között
Bár a két módszer az anyagok felhasználását feltételezi, mégis vannak lényeges különbségek. Íme egy részletes összehasonlítás:
| Jellemző | Overmolding | Beillesztett öntvények |
| Folyamat | Másodlagos anyagot formáz egy alapalátétre | Műanyagot fecskendez egy előre kialakított betét köré |
| Anyagok | Gyakran kombinálja a lágy és kemény műanyagokat | Kombinálhatja a műanyagot fémmel, műanyaggal vagy más alkatrészekkel |
| Alkalmazások | Markolatok, fogantyúk, szórakoztató elektronika | Elektromos csatlakozók, autóipar, hardver |
| Komplexitás | Valamivel kevésbé összetett | A betétek pontos elhelyezését igényli |
| Erősség | A kényelemre és az esztétikára összpontosít | A mechanikai szilárdságra és tartósságra összpontosít |
Ez egy olyan összehasonlítás, amelyet a betétes öntőforma és az overmold közötti választás során kell elvégezni. A felülformázás a felhasználói élményre van optimalizálva, a betétformázás pedig a szerkezeti integritásra is.
A felülfröccsöntés előnyei a betétes fröccsöntéssel szemben
Amikor összehasonlítjuk az overmold és a betétes öntőforma közötti összehasonlítást, ismernünk kell az egyes eljárások előnyeit. A kettő sok szempontból jó; azonban mindkét eljárás lehetővé teszi az anyagok kombinálását.
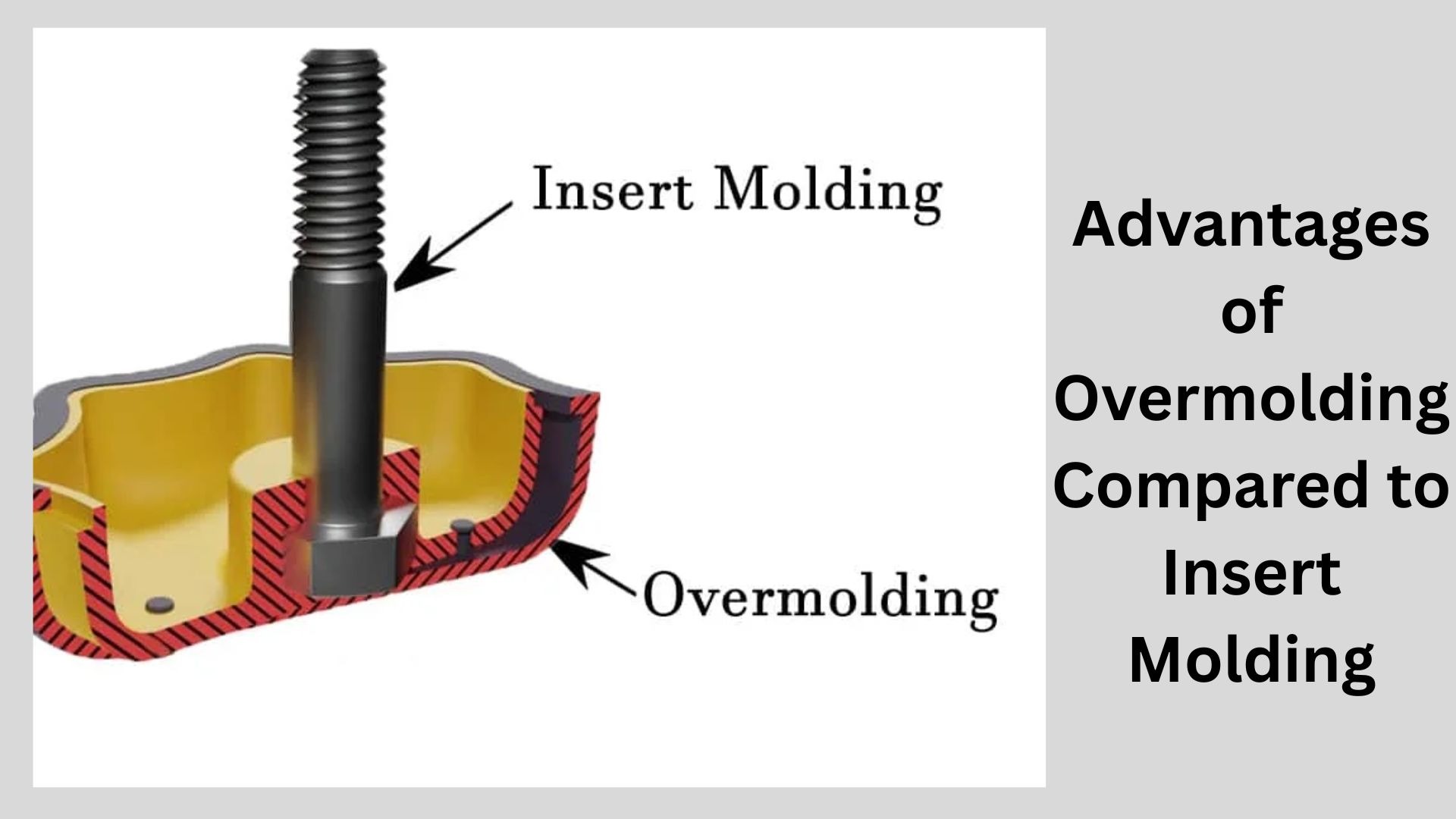
Az overmolding előnyei
- Fokozott ergonómia: Kényelmes fogantyúk és a kemény felületek fogantyúi puhák.
- Jobb esztétika: A túlformázás azt jelenti, hogy a színek és a textúrák úgy keveredhetnek, hogy azok kiváló minőségűnek tűnjenek.
- Gyorsabb összeszerelés: Egyszerre több alkatrész is összeszerelhető, ami időt takarít meg.
- Rugalmas tervezés: A funkcionalitás és a vizuális hatások különböző anyagok felhasználásával érhetők el.
- Fokozott használhatóság: Akkor működik a legjobban, ha a termék puha érintést igényel, pl. fogkefék, szerszámok és elektronikai eszközök.
Az Insert Molding előnyeinek eredményei
- Erős mechanikai kötés: Az olyan betétek, mint a fémek és a kemény műanyag, tartósan beépülnek az öntvénybe.
- Tartósság: Az alkatrészek a töréspontig feszülhetnek és hatalmas mechanikai terhelésnek lehetnek kitéve.
- Kevesebb összeszerelés: A betétek öntvények, így nincs szükség a gyártás utáni összeszerelésre.
- Lehetővé teszi az összetett mintákat: Ideális minták: Ha a termékben több anyagra van szükség, hogy szerkezetileg szilárd legyen.
- Precizitás és megbízhatóság: Legjobb alkalmazási területei az ipari felhasználás, az elektronika és a járműalkatrészek.
Ezeknek az előnyöknek a tudatában a gyártók döntéseket hoznak, például a két alternatíva - a betétes öntés és a túlöntés - közül a legjobbat választják. A túlöntés a legjobb abban az esetben, ha a kényelem, a formatervezés és az esztétika a kérdéses szempontok. A betétes öntés jobb abban az esetben, ha a szilárdság, a tartósság és a mechanikai teljesítmény a fontosabb.
Megállapítva, hogy a folyamat lehet átformázott vagy beillesztett, a vállalatok kiválaszthatják a megfelelőt a költségek csökkentése, az időmegtakarítás és az áruk minőségének javítása érdekében.
Tervezési megfontolások
Nagymértékben függ a tervezéstől, amikor a betétes öntés vagy a túlfröccsöntés mellett dönt. A minőségi tervezés biztosítja a minőségi gyártást, a hibák csökkentését és bármely eljárás maximális előnyeinek kihasználását is.
Anyag kompatibilitás
A túlöntés alkalmazásakor olyan anyagokat kell választani, amelyek egymáshoz kötődnek. Az anyagok helytelen illesztése delaminációhoz vagy sérülékenységhez vezethet. Hasonlóképpen, a betétbeöntés során fontos biztosítani, hogy a nyomás és a hőmérséklet a betétbeöntés során a betét anyagának tartományán belül legyen. Ez egy nagyon jelentős eljárás a felülformázás és a betétformázás összehasonlításában.
Vastagság és rétegfedettség
A túlformázásnál az alapnak megfelelő vastagságúnak kell lennie, és a túlformázó anyagot úgy kell használni, hogy az ne vetemedjen, valamint hogy tartós legyen. A betétformázásnál a teljes betétet körbe kell keríteni a szerszámmal, hogy mechanikai szilárdságot, valamint jó kötést biztosítson. A megfelelő rétegek vastagsága hasznos a betétformázás vs. overmold sikeres projektjeiben.
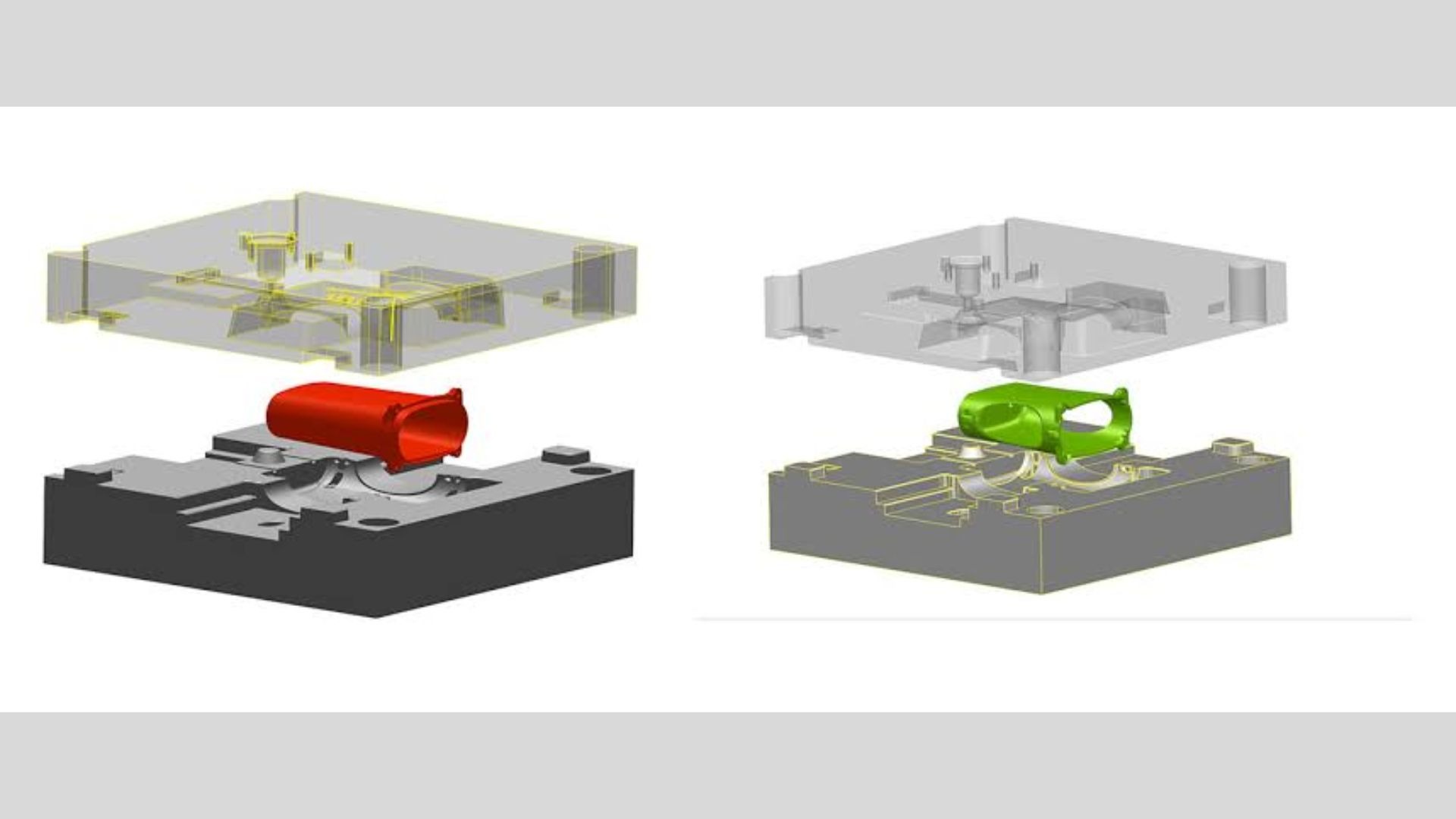
Formakialakítás
A formát úgy alakították ki, hogy az alkatrészeket könnyű legyen kivenni, és az anyagokat ne érje stressz. Ha lehetőség van a túlöntésre, a szerszámnak olyan típusúnak kell lennie, hogy több, eltérő folyási tulajdonságokkal rendelkező anyagot is képes legyen befogadni. A betétes öntésnél a formákat úgy kell kitölteni, hogy a betétek ne csússzanak ki a helyükről, mivel erős tartást fognak megtartani; ellenkező esetben a formázási folyamat nem lesz sikeres a siker szempontjából a overmold vs. insert mold.
Esztétika és felületkezelés
Az overmolding jellemzően a megjelenésre és a tapintásra összpontosít. A tervezőknek figyelembe kell venniük a textúrát, a színt és a felület minőségét. A betétes öntvények esetében az esztétikai tényező követi az erősséget, bár a megfelelő befejezés biztosítja, hogy a végtermék képes legyen megfelelni a minőségi előírásoknak.
Hőtágulási követelmények
A különböző anyagok tágulási sebessége eltérő. A hőtágulás figyelmen kívül hagyása mind a túlöntés, mind a betétes öntés során repedésekhez, elhajláshoz vagy alacsony kötéshez vezethet. Ezek olyan kulcsfontosságú pontok, amelyeket figyelembe kell venni, amikor a betétes öntéssel vs. túlöntéssel foglalkozunk.
Költségek és gyártási idő
A történet tanulsága, amelyet a lehető legjobb módon történő gyártás érdekében meg lehet tanulni, a túlöntési és a betétes öntési folyamatok költségeinek és gyártási idejének megértése. Mindkét módszernek megvannak a maga problémái, amelyek befolyásolják az általános árakat és a sebességet.

Kezdeti penész költségek
A többszörös öntés bonyolultabb formákat igényelhet a számos anyag befogadásához. Ez megnövelheti az induló szerszámköltségeket. Ez a befektetés azonban megtérülhet azzal, hogy a későbbiekben az összeszerelés során csökkennek a követelmények.
A betétformázás költségei is nagyobbak, mint a szerszám költségei, mivel a betétekhez szorítórendszerre van szükség. A szerszám kialakítása jelentős a gyártás során fellépő hibák elkerülése érdekében. A betétes öntés és az overmold két lehetősége közötti összehasonlításhoz visszatérve, a szerszámba történő első beruházás gyakran egyenértékű, de az alkatrész összetettségétől függően.
Anyag- és munkaerőköltségek
Az overmolding munkaerőköltséget is megtakaríthat, mivel az alkatrészek egyetlen folyamatba történő összevonásakor végezhető. Emellett lehetővé teszi a kisebb mennyiségű lágy anyagok markolatként és bevonatként való felhasználását, és erőforrásokat takarít meg.
Beillesztett öntvény. A betéteket a formázás előtt ki lehet dolgozni. Ha azonban automatizálják, az csökkenti a gyártás utáni összeszerelés költségeit, ami hosszú távon csökkentheti a munkaerőköltségeket. Ez az egyik legfontosabb tényezője a döntésnek, hogy az öntést/átöntést és a betétes öntést végezzük el.
Gyártási sebesség
Túlfröccsöntés esetén az anyagot többször is be lehet fecskendezni, ami hosszabb ciklust eredményez, de alkalmazható az utófeldolgozás és az összeszerelés eltávolítására.
A betétformázás gyorsasága akkor érhető el, ha a betét elhelyezési folyamata egyszerűsödik, különösen az automatizált sorok esetében. Ez biztosítja a nagy volumenű felhasználás előnyét, ahol a hatékonyság a legfontosabb.
Költséghatékonyság
A vonatkozó folyamat hosszú távon megtakarítást eredményezhet. A túlformázás csökkenti az elvégzett összeszerelést, és ez megtakarítja a munkaerőköltséget. A betétes öntés alkalmazása erősebbé teszi az alkatrészeket, és a meghibásodás előfordulása minimális. Ezen tényezők mérésére a gyártók el tudják dönteni, hogy melyiket alkalmazzák: overmold vs. insert mold vagy insert molding vs. overmolding.
Gyakori hibák elkerülése
A túlfröccsöntés és a betétformázás esetén bizonyos hibák veszélyeztethetik a termék minőségét és növelhetik a gyártási költségeket. Ezeknek a csapdáknak a tudatosítása az egyik módja annak, hogy a gyártás sikeres legyen.
Az inkompatibilis anyagok kiválasztása
Az egymáshoz nem jól kötődő anyagok használata az egyik leggyakoribb hiba, amelyet a túlöntés során elkövetnek. A betétes öntés esetében a repedések vagy az alkatrészek törnek, ha a felhasznált betétek nem állnak ellen a formázási nyomásnak. Amikor eldönti, hogy betétes öntőformát vagy túlöntőformát használjon, mindig ellenőrzi az anyagkompatibilitást.
A betétek helytelen beállítása
A betétes fröccsöntési folyamat során a betétek helytelen helyzete a betétek elmozdulásához vezethet a fröccsöntés során, ami hibákat vagy gyenge területeket okoz. A helytelen elhelyezés csökkenti a mechanikai szilárdságot és növeli a selejt arányát. A pozícionálás rendkívül jelentős paraméter, amikor a hónapokon túli és a betétes fröccsöntési folyamatok összehasonlításáról van szó.
A hőtágulás figyelmen kívül hagyása
A különböző anyagok növekedésének százalékos aránya a hő hatására változik. Ennek figyelmen kívül hagyása vetemedéshez, repedésekhez vagy leváláshoz vezethet a túlfröccsöntött és a betétbe öntött alkatrészeknél is. Megjegyzés: Hőtágulás: Amikor bármilyen tervezést vállal, mindig figyelembe kell venni, különösen, amikor egy betétes öntvény vs. overmolding projektről van szó.
Rossz szerszámtervezés
Az anyag áramlása egyenetlen lehet, és a rosszul megrajzolt öntőforma alapján az alkatrészek nem fedettek vagy eltávolítottak. Ez esztétikailag befolyásolhatja a túlöntés esetében; a betétes öntés esetében csökkentheti a mechanikai szilárdságot. Megfelelően kell megtervezni a szerszámot, hogy a betétes öntéshez képest maximális túlöntést lehessen elérni.
Minőségi ellenőrzések kihagyása
A gyártási folyamatot el lehet sürgetni, és nem lehet megfelelően ellenőrizni, és a hibákat figyelmen kívül lehet hagyni. A minőségellenőrzéseket rendszeresen végzik annak érdekében, hogy az összes alkatrész robusztus, tartós és a szabványoknak megfelelően kialakított legyen. Ez az egyik legfontosabb tevékenység a hatékony túlöntés és betétformázás felé.
Jövőbeli trendek
A feldolgozóipar dinamikus. Mind a felül-, mind a betétformázás alkalmazkodik az új technológiákhoz és anyagokhoz. A jövőbeli trendek előrejelzése segíti a vállalatot abban, hogy versenyképes és innovatív legyen.

Fejlett anyagok
Jobb polimereket és kompozitokat fejlesztenek ki, amelyek erősebbek, rugalmasabbak és szívósabbak. Ezek az anyagok teszik erősebbé a felül- és betétformázást, ezért a termékek könnyebbek, erősebbek és sokoldalúbbak lesznek. Az új anyagtudomány felhasználható a betétes öntés vs. overmold lehetőségeinek növelésére.
Automatizálás és robotika
Az automatizálásnak köszönhetően fejlődik a felül- és betétformázott alkatrészek gyártása. A robotok maximális pontossággal képesek a betétek beillesztésére és a hibák számának csökkentésére, valamint a gyártási folyamat lerövidítésére. A tendencia hatékonyabbá és kevésbé munkaigényessé teszi a gyártást a overmold vs. insert mold területén.
Integráció a 3D nyomtatással
A 3D nyomtatást a gyors prototípusgyártás és a kisszériás gyártás érdekében kombinálják a felülformázással és a betétformázással. Ez lehetővé teszi a tervezők számára, hogy összetett formákkal, az átfutási idő csökkentésével és testre szabott alkatrészekkel dolgozzanak, és növeli a teljes rendszer rugalmasságát a betétes öntés és a túlöntés esetében.
Fenntartható gyártás
Az anyagok és a folyamatok fenntarthatósága ma már széles körben elterjedt mind a felül-, mind a betétes öntésnél. A jelenlegi termelési trendek a túlöntés vs. betétes öntés, a biológiailag lebomló műanyagot és az újrahasznosítható betéteket használják a vállalatok a környezeti hatások csökkentése érdekében.
Intelligens gyártás
A dolgok internete (IoT) és a szerszámok tervezésénél használt érzékelők lehetőséget adnak az anyagok hőmérsékletének, nyomásának és áramlásának valós idejű nyomon követésére. Ez lehetővé teszi a hibák elkerülését, a gyártás optimalizálását és a minőségellenőrzést a túlöntés és a betétes öntés során.
Következtetés
A felülfröccsöntés és a betétfröccsöntés kiválasztása a termék szándékától függ. Az overmoldingot akkor érdemes használni, ha lágyságra, kényelemre vagy szépségre van szüksége. A betétes öntés a legjobb választás, ha a mechanikai szilárdság és a tartósság az adott pillanatban fontos. A betétes öntvény és az overmold, a overmolding és a betétes öntvény közötti különbségtételről, a overmold és a betétes öntvény közötti különbségtételről, valamint a betétes öntvény és a overmolding tervezési szükségleteiről szóló információk segíthetnek a gyártónak a jó döntés meghozatalában.
Végül, ott van a túlformázás vs. betétes öntés problémája, amely egyszerűen úgy fogalmazható meg, mint a folyamat és a termék követelményeinek tökéletes megfeleltetése. A megfelelő megközelítéssel időt lehet megtakarítani, a költségek csökkennek, és olyan kiváló minőségű és funkcionális termékek készülnek, amelyek megfelelnek az ipari szabványoknak.


Hagyjon egy választ!
Szeretne csatlakozni a beszélgetéshez?Nyugodtan járulj hozzá az alábbiakban!