Lo stampaggio a iniezione di nylon caricato con vetro è un processo molto importante nella produzione attuale. Il processo è un'integrazione di materie plastiche flessibili e resistenti come le fibre di vetro, che danno origine a componenti leggeri, resistenti e precisi. Componenti per alte sollecitazioni e alte temperature. Un numero considerevole di industrie può utilizzare lo stampaggio a iniezione di nylon caricato con vetro per produrre componenti ad alta sollecitazione e ad alta temperatura con una qualità costante.
I produttori utilizzano questo materiale perché consente di produrre in grandi volumi senza compromettere le prestazioni. Al giorno d'oggi, i processi automobilistici, elettronici e industriali richiedono questo processo per ottenere componenti resistenti, affidabili ed economici.
Che cos'è il nylon caricato a vetro?
Il materiale rinforzato con poliammide è un nylon riempito di vetro. Il nylon viene mescolato con piccole fibre di vetro per trasformarlo in un materiale con proprietà meccaniche migliorate. Lo stampaggio a iniezione del nylon caricato con vetro crea un pezzo più duro, più forte e più resistente al calore rispetto al nylon normale.
L'inclusione delle fibre di vetro riduce la deformazione e il restringimento del processo di raffreddamento. Assicura che il prodotto finale abbia le giuste dimensioni, il che è fondamentale nei settori dell'industria e dell'automobile.

Le principali proprietà del nylon caricato con vetro sono:
- Elevata resistenza alla trazione
- Elevati livelli di stabilità dimensionale.
- Resistenza emolitica e chemiotattica.
- Peso ridotto rispetto ai metalli.
La produzione di nylon caricato a vetro per stampaggio a iniezione garantisce non solo la durata dei pezzi, ma li rende anche economicamente vantaggiosi quando si tratta di una produzione di massa.
Proprietà fisiche, chimiche e meccaniche
L'articolo intitolato Stampaggio a iniezione di nylon caricato con vetro è una miscela di nylon con un alto grado di flessibilità e fibre di vetro, che hanno un'elevata resistenza e caratteristiche uniche. La conoscenza di queste caratteristiche aiuta a creare componenti credibili.
Proprietà fisiche
- Densità: 1,2 -1,35 g/cm 3, leggermente più pesante del nylon non caricato.
- Assorbimento dell'acqua: 1-1,5% (30% caricato a vetro) diminuisce all'aumentare del contenuto di fibre.
- Espansione termica: Basso coefficiente di stabilità dimensionale (1535 µm/m -C)
Proprietà chimiche
- Resistenza: Alta verso i carburanti, gli oli e la maggior parte dei prodotti chimici.
- Infiammabilità: Da V-2 a V-0, a seconda del grado.
- Corrosione: Non corrodibile come i metalli, perfetto in ambienti sfavorevoli.
Proprietà meccaniche
- Resistenza alla trazione: 120-180 Mpa e dipende dal contenuto di fibre.
- Resistenza alla flessione: 180-250 MPa.
- Resistenza agli urti: Media, e si riduce con l'aumento del contenuto di fibre.
- Rigidità: La rigidità è elevata (5 8Gpa) e offre componenti portanti rigidi.
- Resistenza all'usura: È superiore negli ingranaggi, nei cuscinetti e negli elementi mobili.
Il processo di stampaggio a iniezione
Lo stampaggio a iniezione di nylon caricato con vetro avviene fondendo il materiale composito e iniettandolo poi ad alta pressione in uno stampo. La procedura è suddivisa in diverse fasi:
- Preparazione del materiale: La composizione della giusta quantità di fibra di vetro e pellet di nylon viene mescolata.
- Fusione e iniezione: Il materiale viene riscaldato fino alla fusione, quindi viene forzato attraverso uno stampo.
- Raffreddamento: Si tratta di un processo di solidificazione in cui le fibre vengono fissate.
- Espulsione e finitura: Il rudimento del solido viene estratto dallo stampo e probabilmente verrà rifilato o lucidato.
Le fibre di vetro nel nylon caricato con vetro per stampaggio a iniezione aiutano il pezzo a non perdere forma e resistenza una volta raffreddato. Ciò è particolarmente necessario nei progetti con tolleranze strette e molto complessi.
Vantaggi dell'utilizzo del nylon caricato a vetro
Lo stampaggio a iniezione di nylon caricato con vetro offre diversi vantaggi rispetto a un materiale convenzionale:
- Resistenza e durata: La resistenza alla trazione e alla flessione si ottiene con l'uso della fibra di vetro.
- Resistenza al calore: Ciò significa che i componenti possono resistere alle alte temperature senza deformarsi.
- Precisione dimensionale: La minore contrazione è una garanzia di somiglianza tra i diversi lotti.
- Leggero: Il materiale è resistente, ma se viene alleggerito diventa più efficiente negli usi automobilistici e aerospaziali.
- Efficienza dei costi: Tempi di produzione più brevi e riduzione degli scarti ridurrebbero i costi.
Nel complesso, lo stampaggio a iniezione di nylon caricato con vetro consente ai produttori di pezzi ad alte prestazioni di creare i loro pezzi in modo efficiente e di rispondere alle esigenze dell'industria moderna.
Suggerimenti per la lavorazione del nylon caricato a vetro
Quando iniettare nylon caricato a vetro, È importante prestare attenzione al comportamento del materiale e alle impostazioni della macchina. Le proprietà di flusso, raffreddamento e termiche sono alterate dalla presenza di fibre di vetro. Se si seguono le istruzioni corrette, lo stampaggio a iniezione di nylon caricato con vetro può dare origine a componenti robusti, precisi e impeccabili.

Preparazione del materiale
Il nylon caricato a vetro è facilmente utilizzabile come materiale che assorbe l'umidità. Il materiale bagnato può causare bolle, vuoti e una cattiva finitura superficiale. Asciugare il materiale a 80-100 °C in 46 ore. Assicurarsi che le fibre di vetro non siano agglomerate nel nylon per ottenere una resistenza uniforme.
Temperatura di fusione
Mantenere la temperatura di fusione raccomandata per il nylon:
- PA6: 250-270°C
- PA66: 280-300°C
Una temperatura eccessiva può rovinare il nylon e rovinare le fibre, mentre una temperatura troppo bassa causa un flusso insufficiente e un riempimento inadeguato nello stampaggio a iniezione di nylon caricato con vetro.
Pressione e velocità di iniezione
Velocità e pressione di iniezione moderate: 70-120 Mpa è normale. Un'iniezione rapida può deformare le fibre e causare tensioni al loro interno. Una velocità adeguata non solo consente un flusso regolare, ma produce anche un orientamento costante delle fibre, che porta a pezzi più resistenti.
Temperatura dello stampo
La finitura superficiale e la precisione dimensionale dipendono dalla temperatura dello stampo. Mantenere 80-100°C. Le basse temperature dello stampo possono produrre deformazioni e segni di affossamento, mentre le alte temperature migliorano il flusso e riducono il tempo di ciclo.
Tempo di raffreddamento
Lo spessore della parete dovrebbe essere uguale al tempo di raffreddamento. Se è troppo corto si deforma, se è troppo lungo diventa meno efficiente. Canali di raffreddamento adeguati contribuiscono a garantire un raffreddamento uniforme e dimensioni precise nello stampaggio a iniezione di nylon caricato a vetro.
Ecco cosa succede al momento dell'espulsione e della post-elaborazione
Utilizzare angoli di sformo di 1 -2 gradi per ottenere un'espulsione uniforme. È importante evitare una forza di espulsione eccessiva, in grado di strappare le fibre o di spezzare il pezzo. Dopo la lavorazione, si può procedere alla rifilatura, alla lucidatura o alla ricottura per risolvere le tensioni interne.
Considerazione del contenuto di fibra
Il contenuto di fibra di vetro è solitamente pari a 30 50% in peso. Un aumento del contenuto di fibre aumenta la resistenza, la rigidità e la tolleranza al calore, ma diminuisce la tenacità all'impatto. Controllare i parametri di lavorazione per evitare difetti regolando il contenuto di fibre.
Potenziali sostituti del nylon caricato a vetro
Sebbene il nylon caricato a vetro con stampaggio a iniezione sia forte e durevole, a volte esistono materiali migliori da utilizzare per determinate esigenze.
- Nylon non caricato (PA6/PA66): Il nylon è leggero, più economico e più semplice da lavorare, ed è consigliato per i lavori a basso stress, ma non è rigido come il nylon caricato a vetro.
- Policarbonato (PC): La forza d'urto e la resistenza al calore sono elevate, mentre la rigidità è inferiore a quella dello stampaggio a iniezione di nylon caricato a vetro.
- Solfuro di polifenilene (PPS): È molto resistente sia agli agenti chimici che al calore e può essere utilizzato in applicazioni ad alta temperatura a scapito della resistenza al calore.
- Acetale (POM): Stabilità dimensionale, basso attrito e scarsa resistenza al calore e rigidità.
- Compositi fibrorinforzati: Le fibre di rinforzo di carbonio o aramidiche sono più forti, più rigide, più complicate e costose da lavorare.

Proprietà del nylon caricato a vetro
Il nylon caricato con fibre di vetro, sotto forma di stampaggio a iniezione, è preferito per le sue buone proprietà meccaniche e termiche, che lo rendono in grado di sopportare la natura esigente delle applicazioni. L'aggiunta di nylon con fibre di vetro aumenta la resistenza, la rigidità e la stabilità dimensionale del materiale. Ecco le principali proprietà:
Alta resistenza alla trazione
I vetri contenenti nylon sono resistenti a elevate forze di trazione e allungamento. Ciò rende lo stampaggio a iniezione di nylon caricato con vetro adatto ai componenti strutturali delle applicazioni automobilistiche e industriali.
Eccellente resistenza al calore
Le fibre di vetro migliorano la stabilità termica, in modo che i componenti possano essere resistenti alle alte temperature. Questo aspetto è fondamentale per gli elementi esposti al calore del motore o alle apparecchiature elettroniche.
Stabilità dimensionale
Le fibre di vetro riducono al minimo la contrazione e la deformazione durante il raffreddamento. Il processo di stampaggio a iniezione del nylon caricato con vetro crea pezzi che non perdono la loro forma e misure accurate anche in progetti complessi.
Miglioramento della rigidità
Il nylon caricato a vetro è più rigido del nylon normale e non rischia di piegarsi quando è sottoposto a pressione. È quindi adatto per ingranaggi, staffe e alloggiamenti meccanici.
Moda e resistenza all'attrito
Le fibre di vetro aumentano anche la resistenza all'abrasione, riducendo così l'usura delle parti mobili. La vita utile dei componenti viene prolungata grazie allo stampaggio a iniezione di nylon caricato con vetro, che è particolarmente applicabile in ambienti ad alto attrito.
Leggero
Pur essendo potente, il nylon caricato a vetro è significativamente più leggero dei prodotti metallici, per cui viene utilizzato nei componenti automobilistici, aerospaziali e nei prodotti elettronici in cui è importante ridurre il peso.
Resistenza chimica
Il nylon è riempito di vetro e può resistere agli oli, ai carburanti e alla maggior parte delle sostanze chimiche ed è quindi adatto agli ambienti difficili. Ciò garantisce la durata dei componenti industriali o automobilistici.
Tipi di nylon caricato a vetro
Il nylon caricato a vetro ha diversi tipi, ciascuno destinato a essere utilizzato in modo particolare nello stampaggio a iniezione di nylon caricato a vetro e nello stampaggio a iniezione di nylon caricato a vetro.

PA6 con riempimento in vetro
Il nylon 6 (PA6), rinforzato con fibre di vetro, è forte e rigido e resistente all'usura. Trova applicazione soprattutto nei componenti industriali e automobilistici.
PA66 con riempimento in vetro
Il PA66 (Nylon 66) è più resistente al calore e presenta proprietà meccaniche leggermente migliori rispetto al PA6. È perfetto per le applicazioni ad alta temperatura, come i componenti dei motori o gli alloggiamenti elettrici.
Miscele PA6/PA66 con riempimento in vetro
Le miscele combinano la durezza della PA6 e la resistenza al calore della PA6,6, ottenendo un equilibrio tra resistenza, rigidità e stabilità dimensionale.
Classi specializzate
Le calze di nylon caricate a vetro contengono talvolta lubrificanti, materiali ignifughi o stabilizzatori UV da utilizzare nell'elettronica, nelle parti esterne o nei dispositivi di sicurezza.
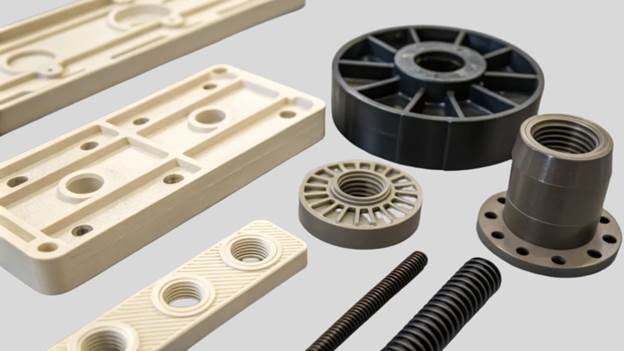
Usi dello stampaggio a iniezione di nylon caricato a vetro
Lo stampaggio a iniezione di nylon caricato a vetro trova numerose applicazioni in un'ampia gamma di settori grazie alla sua forza, resistenza al calore e precisione. Esempi di utilizzi comuni sono:

Automotive
- Ingranaggi e boccole
- Staffe e alloggiamenti
- Clip e dispositivi di fissaggio
Elettronica
- Connettori elettrici
- Alloggiamenti per interruttori
- Componenti isolanti
Macchinari industriali
- Parti resistenti all'usura
- Parti funzionali del macchinario.
Prodotti di consumo
- Componenti dell'apparecchio
- Attrezzature sportive
- Involucri resistenti
L'applicazione di nylon caricato con vetro nello stampaggio a iniezione in queste applicazioni garantirà un lavoro duraturo e affidabile anche in condizioni difficili.
Linee guida per la progettazione dello stampaggio a iniezione del nylon caricato a vetro
I componenti destinati allo stampaggio a iniezione di nylon caricato con vetro devono essere progettati con molta attenzione per garantire che siano il più possibile robusti, precisi e allo stesso tempo durevoli.

Spessore della parete
- Hanno uno spessore di parete simile per evitare affossamenti e deformazioni.
- La maggior parte dei componenti in nylon caricato a vetro dovrebbe essere consigliata con uno spessore di 2-5 m, a seconda dei requisiti di carico.
È opportuno evitare sezioni molto sottili, in quanto possono provocare un indebolimento della struttura della fibra, e sezioni spesse, in quanto possono provocare un raffreddamento non uniforme e tensioni interne.
Raggi d'angolo
- Gli angoli appuntiti devono essere sostituiti da quelli arrotondati.
- La concentrazione delle sollecitazioni è ridotta al minimo con un raggio compreso tra 0,5 e 1,5 volte lo spessore della parete.
- Il nylon caricato con vetro per lo stampaggio a iniezione presenta bordi taglienti che possono causare rotture o incrinature delle fibre.
Design a coste
- Le nervature non aggiungono materiale e rendono il prodotto più rigido.
- Manutenzione delle nervature da 50 a 60% della parete adiacente.
- L'altezza delle nervature non deve essere superiore a 3 volte lo spessore della parete; in caso contrario, si verificheranno segni di affossamento e deformazioni.
La corretta progettazione delle nervature aumenta la resistenza e la stabilità dimensionale nello stampaggio a iniezione di nylon riempito di vetro.
Boss Design
- Gli attacchi delle viti sono realizzati con boccole.
- Avere un rapporto di spessore 1:1 tra la parete e i filetti sul fondo.
I boss lunghi e sottili sono da evitare perché possono deformarsi durante la polimerizzazione con lo stampaggio a iniezione di nylon caricato con vetro.
Angoli di sformo
- Non tralasciare mai un angolo di sformo in modo che possano essere facilmente espulsi dallo stampo.
- Le pareti verticali devono avere un tiraggio minimo di 1-2 gradi su ciascun lato.
Graffi, deformazioni e distacchi di fibre durante lo stampaggio possono essere evitati con una corretta stesura.
Orientamento della flessibilità della fibra.
- Le fibre di vetro nel nylon caricato con vetro per stampaggio a iniezione sono orientate in modo tale da muoversi lungo la direzione del flusso durante l'iniezione.
- I dettagli di progettazione devono essere tali da garantire che i percorsi di sollecitazione siano paralleli e normali alla fibra per ottenere la massima resistenza.
Le caratteristiche che portano all'arricciamento o al disallineamento delle fibre devono essere evitate, in quanto possono comportare una riduzione delle prestazioni meccaniche.
Restringimento e deformazione
Inoltre, il nylon caricato con vetro si restringe meno rispetto al nylon non caricato, ma lo spessore disuguale della parete può causare deformazioni.
Per garantire una variazione dimensionale minima, è necessario utilizzare pareti di spessore diverso, nervature e canali di raffreddamento inadeguati.
Finitura superficiale
- La superficie può risultare un po' più ruvida a causa della presenza di fibre di vetro.
- Applicare stampi lucidi o in post-lavorazione nel caso in cui una finitura liscia sia molto importante.
- Non lucidare troppo, per non disorientare le fibre nello stampaggio a iniezione di nylon caricato con vetro.
Complicazioni e rimedi più comuni
Sebbene il nylon caricato con vetro stampato a iniezione sia efficace, presenta alcune sfide:
- Rottura della fibra: si verifica quando il taglio è eccessivo nella miscelazione.
- Rimedio: Regolare il tempo di miscelazione e la velocità delle viti della soluzione.
- Distorsione delle partiI componenti possono subire distorsioni a causa di un raffreddamento non uniforme.
- Rimedio: Regolare la temperatura dello stampo e il design dello stampo.
- Ruvidità delle superfici: le fibre possono fornire finiture non uniformi.
- Soluzione: Lucidare stampi e processi.
- Assunzione di acqua: Il nylon assorbe l'acqua e questo influisce sulla qualità.
- Soluzione: Prima dello stampaggio, i materiali devono essere pre-essiccati.
I produttori sarebbero in grado di sfruttare al massimo il nylon caricato a vetro affrontando questi problemi.
Considerazioni sull'ambiente e sui costi
In alcuni casi, se si utilizzano metalli, lo stampaggio a iniezione di nylon caricato con vetro è più ecologico:
- Minor consumo di energia: I materiali più leggeri ridurranno al minimo l'uso di energia nella produzione.
- Meno sprechi di materiale: Gli scarti sono ridotti al minimo grazie a uno stampaggio accurato.
- Durata prolungata del prodotto: i componenti durevoli richiedono meno sostituzioni e quindi un basso impatto ambientale.
Il vantaggio è anche quello di ridurre i costi grazie alla maggiore velocità e alla diminuzione degli scarti, il che significa che lo stampaggio a iniezione di nylon caricato con vetro sarà una scelta favorevole nella produzione su larga scala.
Le migliori pratiche dei produttori
Le migliori pratiche per il successo dello stampaggio a iniezione di nylon caricato con vetro includono:
- Asciugare i materiali pre-asciugati per evitare difetti legati all'umidità.
- Distribuzione uniforme della fibra Utilizzare un design appropriato delle viti.
- Massimizzare la temperatura degli stampi e la velocità di iniezione.
- Controllare il raffreddamento del monitor per verificare che non vi siano deformazioni.
- È opportuno utilizzare superfici di stampi di alta qualità.
È seguendo queste pratiche che si otterranno pezzi di alta qualità e costanza con prestazioni eccellenti.
Tendenze future
L'applicazione dello stampaggio a iniezione di nylon caricato con vetro è in aumento a causa di:
- Maggiore necessità di componenti leggeri per l'industria automobilistica.
- L'elettronica di consumo è ad alte prestazioni. Componenti resistenti al calore utilizzati nell'automazione industriale.
Sono ancora in corso ricerche per poter allineare meglio le fibre, ridurre il tempo di ciclo e aumentare il tempo in cui questo materiale può essere riciclato, in modo che possa essere ancora più vantaggioso in futuro.
Informazioni su Sincere Tech
Sito web: https://plas.co
Sincere Tech è un'azienda rinomata che offre servizi di stampaggio a iniezione di materie plastiche. Siamo specializzati nello stampaggio a iniezione di nylon caricato a vetro.
Cosa facciamo
I nostri pezzi, robusti e precisi, sono utilizzati in applicazioni automobilistiche, elettroniche e industriali. Ogni elemento viene ispezionato per rispettare gli standard di alta qualità.
Perché scegliere noi
- Produciamo pezzi di lunga durata e di alta qualità.
- Il nostro personale è altamente qualificato e professionale.
- Offriamo soluzioni rapide e convenienti.
- Abbiamo prestato attenzione alla soddisfazione del cliente.
Noi di Sincere Tech forniamo prodotti di qualità che vi soddisfano.
Conclusione
Stampaggio ad iniezione di nylon caricato a vetro e stampaggio a iniezione vetro filled iniezione di nylon sono processi cruciali nella produzione odierna. Sono forti, resistenti al calore, dimensionalmente stabili e convenienti. In un'automobile, in una macchina elettronica o industriale, il nylon caricato a vetro può essere utilizzato per garantire componenti ad alte prestazioni, durevoli e affidabili. I produttori sono stati in grado di fornire risultati di alta qualità e costanza utilizzando le migliori pratiche, la progettazione e il controllo del processo. Lo stampaggio a iniezione di nylon caricato con vetro è una delle soluzioni più valide ed efficaci per l'industria in termini di resistenza, leggerezza e basso costo.