現代の製造業で最も重要な技術の一つは射出成形クリーンルーム技術である。射出成形クリーンルーム技術は、製品の純度を極限まで高め、コンタミネーションを排除する必要がある場合に適用される。医療、製薬、エレクトロニクス、ヘルスケアなどの業界では、このプロセスを排除することはできません。.
通常の生産環境とは異なり、管理されたクリーンな空間が必要だ。これにより、最終製品に影響を与えるほこり、粒子、細菌がないことを確認することができます。クリーンルーム射出成形は、高水準の品質を保証するために多くの産業で使用されています。.
射出成形クリーンルームについて
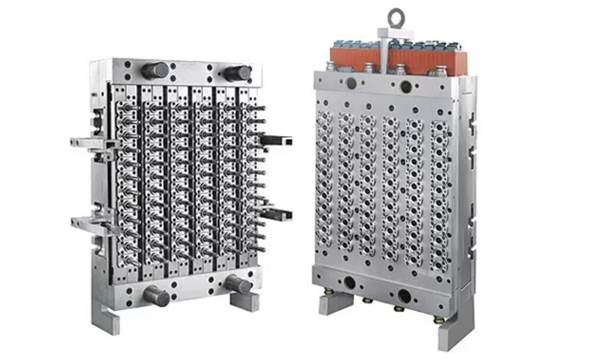
射出成形用クリーンルームは、高度に清潔に管理された製造施設で、プラスチック部品の製造に使用されます。空気はクリーンで、温度調節が行われ、汚染は最小限に抑えられます。通常の成形とは全く異なるプロセスである。安全性と衛生面が重視される製品に適用される。これが、クリーンルーム射出成形サービスが主に医療や精密産業で求められている理由です。.
クリーンルーム射出成形はなぜ重要か?
繊細な製品は、クリーンな製造方法で製造されなければならない。たった一粒の粒子が性能や安全性に影響を及ぼす可能性があるからだ。管理された環境が適用されるのはこのためだ。ヘルスケアや医薬品などの製品に関しては、製品の純度が最も重要です。クリーンルームでの射出成形は、製品の安全性が国際基準や規制に適合していることを保証します。.
射出成形クリーンルームの仕組み
射出成形クリーンルームは、汚染のない環境を必要とする製品に採用される管理された生産です。クリーンルームは一般的に医療、製薬、電子分野で使用されています。製品の衛生、精度、安全性を確保するために、各工程は細心の注意を払って処理されます。.

ステップ1:原材料の選択と準備
それは、高品質で製品のニーズに合ったプラスチック素材を選ぶことから始まる。材料は通常ペレット状で、高純度でなければならない。ペレットは、ほこりや汚染を避けるために、使用前にキャップ付きの容器に保管される。これらはすべて、常に清潔に保たれるよう管理された環境で行われる。.
ステップ2:クリーンルームでの作業
準備後の材料はクリーンルームに移動される。この際、外気に触れないよう、密閉されたシステムやエアロックを使用する。このステップでは、作業員が厳しい衛生習慣を採用する。また、無菌環境を保つため、手袋、マスク、クリーンルーム用スーツなどの防護服を着用する。.
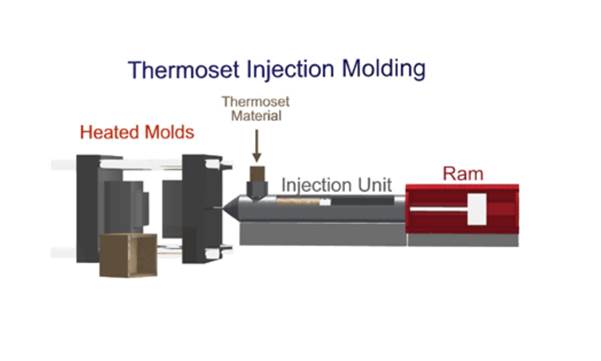
ステップ3:プラスチックが溶ける
プラスチックペレットは射出成形機で射出するためにクリーンルーム内で使用される。材料は加熱され、溶けて液状になる。この溶融は、一貫性が保たれるよう慎重にモニターされる。生産時の環境汚染を避けるため、クリーンで安定した環境が保たれている。.
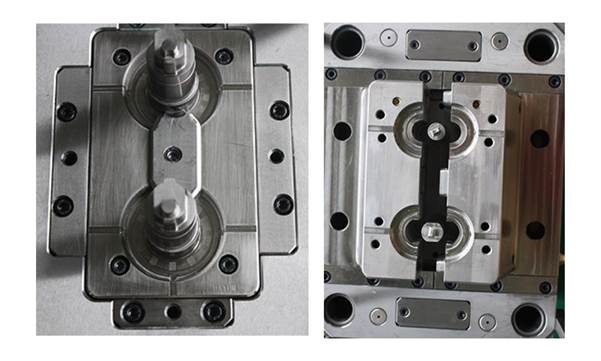
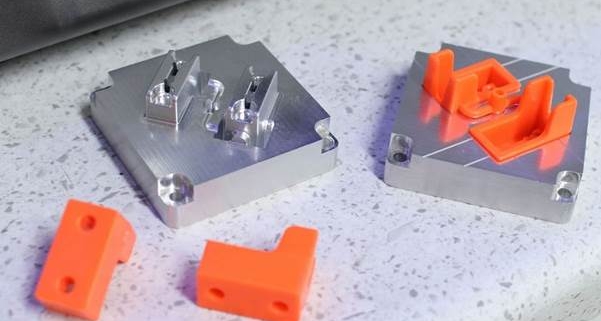
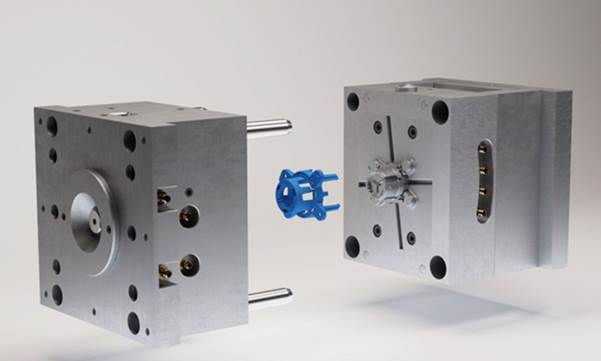
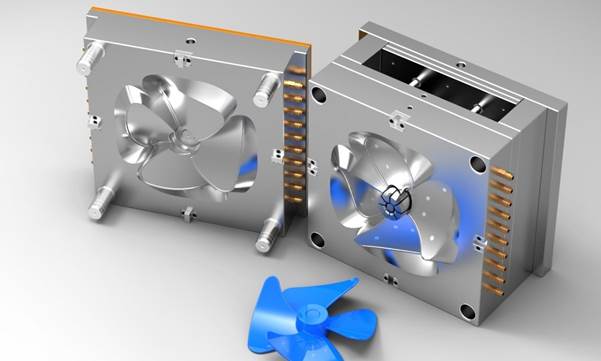
ステップ4:金型への射出
プラスチックを溶かした後、正確に設計された金型に圧入する。これはすでにクリーンルーム内の金型に入っている。管理された条件下では、工程にほこりや粒子が入らないことも保証されます。これは、射出成形クリーンルームでの高品質生産に不可欠なステップです。.
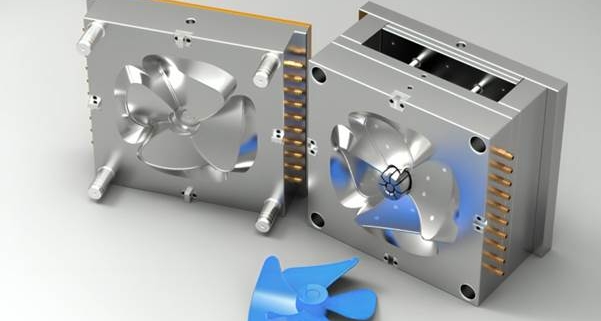
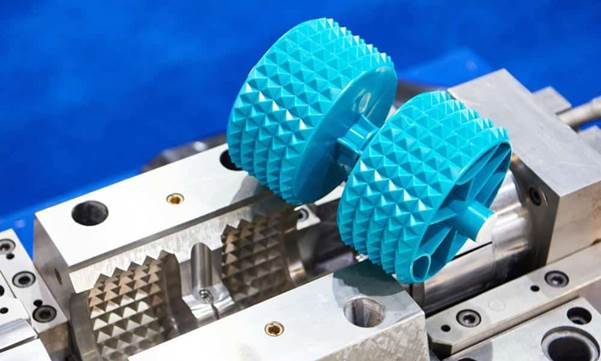
ステップ5:冷却と固化
溶融プラスチックの射出が完了すると、プラスチックは金型内で冷却を開始する。冷却システムは、製品の形状の正確さと強度を保証するために適切に制御されている。材料が冷却されると硬くなり、金型のキャビティの正確な形状になります。この措置により、最終製品の精度と寿命が保証される。.
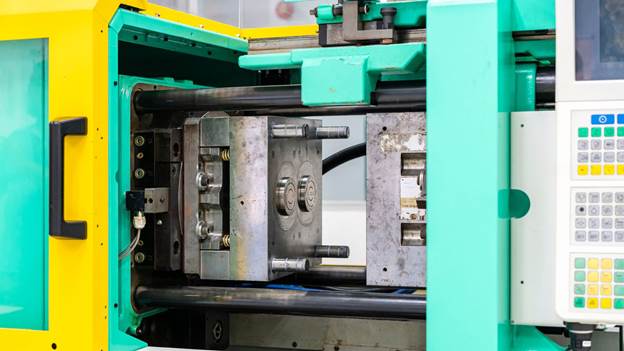
ステップ6:型開きと製品の取り外し
製品が完全に固まった後、金型は自動または手動(システムによる)で開く。完成した部分は削り取られる。このステップは、汚染されないように特別な配慮のもとに行われる。クリーンルーム環境は、製品が取り出された時点で無菌であることを確認する。.
ステップ7:チェックと品質管理
すべての製品は、搬出後に入念な検査を受ける。品質管理部門は、欠陥、汚染、製造上のミスを検査する。基準に達していない製品は、それ以上使用することはできません。これにより、射出成形のクリーンルーム生産が保証されます。.
ステップ8:梱包と保管
製品の包装は、無菌環境での最後の手順となる。特別な包装資材を使用することで、清潔さと安全性が確保される。製品はその後、管理された条件下で保管または出荷される。これにより、エンドユーザーが使用するまで汚染されることはありません。.
クリーンルームの分類レベル
クリーンルームは空気の質によって様々なクラスに分類される。空気中に含まれる粒子の数は、それぞれのレベルによって決められている。パーティクルの数が少なければ少ないほど清浄度が高いことを意味する。医療機器に使用されるクリーンルームは、高い清浄度が要求されます。これは、クリーンルーム射出成形の精度と安全性を保証します。.
Industries which employ cleanroom Injection Molding
Clean manufacturing processes are important to many industries. All industries have stringent standards on product hygiene and safety. It is used in medical industry as a syringe, implants and surgical instruments. It is used in sensitive parts in electronics industry. Cleanroom injection molding services are of great importance in these industries.
Medical Industry Applications

Medical is another sector that has the highest usage of cleanroom molding. The products should be sterile and fit to be used by humans. The controlled environment is used to manufacture items such as IV components, surgical instruments and diagnostic tools. This guarantees the high level of safety in injecting molding of the clean rooms.
Electronics Industry Applications
Dust and contaminations are very sensitive to electronic components. Damaging performance can be done by even small particles. The reliability and durability are guaranteed by cleanroom production. It assists in creating micro-elements and accuracy devices with the help of injection molding cleanroom.
Advantages of Cleanroom Injection Molding
Manufacturers and industries have numerous benefits with this process. It is safe, accurate and of high-quality production.
Key benefits include:
- Good level of cleanliness.
- Reduced contamination risk
- Better product safety
- High precision manufacturing
- Meeting the industry standards.
All these advantages render cleanroom injection molding essential to the critical industries.
Materials Used in Cleanroom Molding
Depending on the needs of the products special materials are utilized. These are materials which have to be of high quality. Typical materials are plastics, of medical grade, and high-purity polymers. They guarantee cleanroom injection molding services which are safe.
Comparison of normal and cleanroom Molding
Normal molding in a normal factory atmosphere where there is no total control of air is done. The dust, particles and small impurities may be involved throughout the production. This is tolerable in the case of general plastic products, in which there is no need of high sterility. Cleanroom molding, however is done in a fully filtered and controlled setting. Air is constantly purified and any risk of contamination is kept to minimum. This renders it very appropriate to medical, pharmaceutical as well as electronic products.
The other major distinction is with regard to handling and hygiene control. Normal moulding gives an opportunity to have more people in the production. To ensure purity of products, cleanroom molding minimizes contact, and observes high safety standards.
Key Points
- The open-air conditions at the factory are normal.
- Cleanroom molding involves use of filtered and controlled air.
- Increased risk of contamination of normal molding.
- Stringent cleanroom hygienic regulations.
- Sensitive and medical products are cleaned in cleanroom.
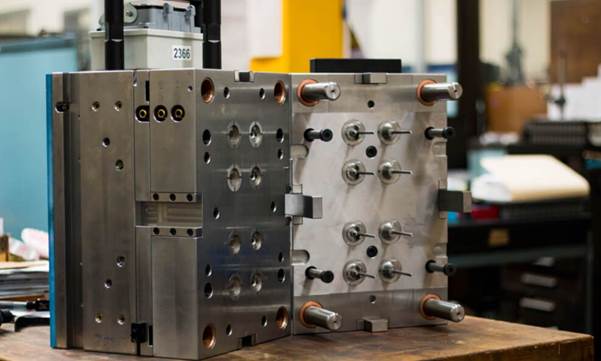
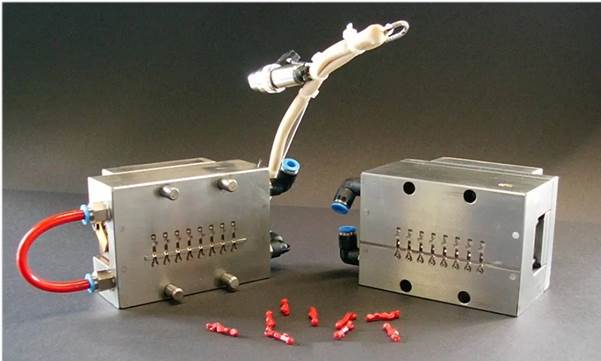
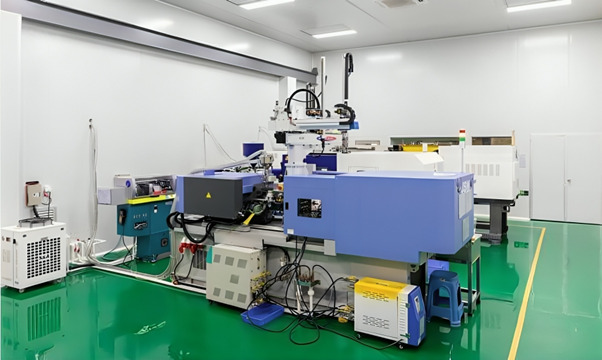
In Cleanroom Injection Molding, Equipment is Utilized
Cleanroom injection molding involves special equipment which is used to provide sterile environment. Machines are enclosed and are designed in such a way that they minimize the chances of contamination during manufacturing. To ensure that the air is kept clean at all times air filtration systems such as HEPA filters are employed. Temperature, and humidity are also regulated to ensure that everything is at constant. To prevent the entry of particles to the cleanroom, operators have protective clothing.
Key Equipment Points
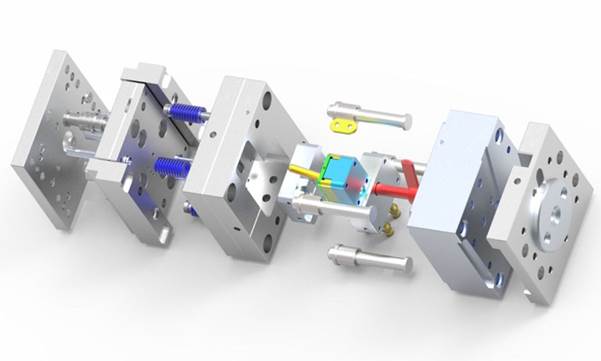
- Sealed high-precision molding machines with high precision.
- Clean air HEPA air filters.
- The units of temperature and humidity control.
- Clean room protective clothes and gloves.
- Controlled access airlocks.
All these tools and systems are combined to assist injection molding cleanroom requirements and production quality to remain high and contamination free.
Cleanroom Production of Quality Control

There is high level of quality control in clean rooms. All products are checked at the correctness and safety. The inspection procedures make sure that none of the defective or contaminated products are discharged. This is one of the important components of cleanroom injection molding services.
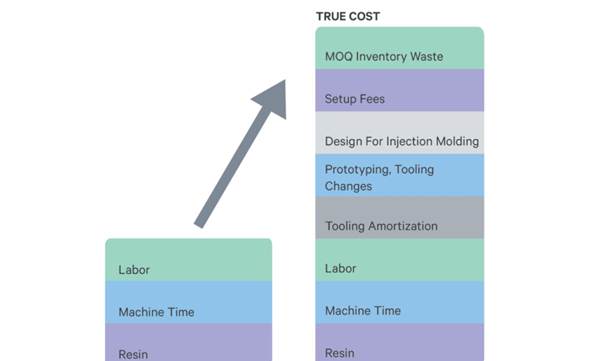
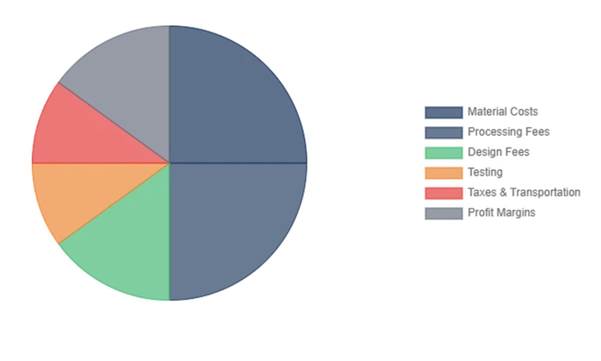
Cleanroom Injection Molding price
More costly than regular molding, this procedure is involved. This is due to sophisticated machines and test conditions. Nevertheless, the price is compensated by quality and safety of the products. Precision-based industries opt to use cleanroom injection molding although it is expensive.
Injection Molding Cleanroom Problems
Despite being very successful, there are challenges of this process. Strict rules and monitoring of the environment are needed to maintain a controlled environment. Challenges are high costs of operation and technical needs. Nonetheless cleanroom injecting molding is still used in the critical applications of industries.
Standards and Compliance Requirements of Cleanrooms
Cleanroom injection molding is based on the strict international standards in order to guarantee the safety of products and their consistency. These criteria indicate the level of cleanliness that the environment should be and the level of control in production. The facilities should have common checks on the quality of air, temperature and humidity. Even the minimal contamination risks have to be controlled. This is necessary to industries which have critical products that are injected in a cleanroom.
Air Filtration and Control of the environment
The most significant aspect in cleanroom manufacturing is air quality. Dust, particles and bacteria are removed by the use of special HEPA and ULPA filters to clean the air. Humidity and temperature are also kept at a low level. The stable conditions also aid in ensuring that there is no contamination of a product during the cleanroom production of injection molding. This will avoid flaws and pollution.
Safety and Hygiene measures of the operators
Cleanroom workers have to abide by stringent hygiene regulations. To avoid contamination, they put on special suits, gloves, masks as well as shoe covers. Air showers and cleaning processes are implemented on operators prior to getting into the production area. These measures guarantee safe injecting molding activities in the cleanroom, without the introduction of external particles.
Automation Cleanroom injection molding
In cleanroom production, automation has a significant role to play in the contemporary world. Most of the production process is done by machines and there is minimum human contact. This minimizes risk of contamination and boosts efficiency. The cleanroom injection molding services are also enhanced by automated systems particularly in high volume production.
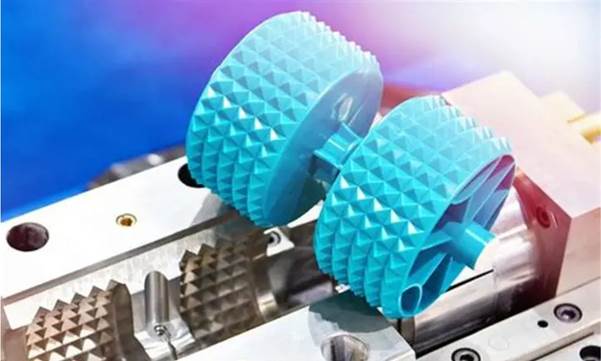
Precision and Accuracy in making
The cleanroom is a facility that is developed to produce very precise manufacturing. The slightest mistakes can have an impact on the safety and performance of products. The use of advanced machinery makes every part to be specific to the specifications. Such accuracy is among the primary reasons why industries would choose cleanroom injection molding to sensitive applications.
Cleanroom Facility cleaning
To maintain cleanroom environments, regular maintenance is needed. Air systems, filters and machines should be periodically checked. The smallest failure can have an impact on the product quality. Clean injection molding cleanrooms are properly maintained to guarantee a smooth operation and reliability.
Cleanroom Systems – Energy Efficiency
Advanced systems that use energy are necessitated in cleanroom facilities. But with the new technology we have in use energy consumption is being minimized. The effectiveness of machines and intelligent systems is enhancing sustainability. This assists in minimizing the cost of operation in the clean room injection molding service whilst still producing high quality.
Cleanroom Injection Molding Demand all over the world
Cleanroom manufacturing is on the upswing throughout the world. Industries are prioritizing on safety, hygiene and precision. The high medical and electronics industries of these countries are also investing on cleanroom injecting molding technologies in order to support the increased demands.
Cleanroom Technology Innovation
The technology of cleanrooms is advancing fast with the new automation and electronic systems. One of the areas that manufacturers are currently preoccupying is the ability to produce more precise, safe and highly controlled production environment. The above enhancements are useful in minimizing chances of contamination and enhancing the quality of products in sensitive sectors.
Cleanroom production has become largely a part of automation. Machines have replaced a lot of the work which was done manually. This minimizes human interaction, minimizes the possibility of contamination and enhances uniformity of the production process.
Modern cleanrooms also have a high usage of smart sensors and monitoring systems. These systems monitor the air quality, temperature, humidity and pressure at all times. In case any change has been identified, automatic changes are done in order to keep the conditions within the environment stable.
The technologies based on AI are also enhancing output and identifying possible problems in the early stages and facilitating the efficient manufacturing process. All these innovations are collectively transforming 射出成形 cleanroom systems to be efficient, reliable and advanced.
The future of Cleanroom Injection Molding
Cleanroom injection molding has great potential to continue to grow in the future as the need in a variety of industries rises. Such industries as medicine, electronics, and pharmaceutical are becoming more and more in need of clean, and precise production facilities. This is propelling an expedited progress in cleanroom technologies.
Even more automated and intelligent production systems are likely to be implemented in the next few years. Most processes will be done with little human intervention as machines will help in speeding up processes, providing accuracy and efficiency and minimizing errors.
Another significant part of the enhancement of the cleanroom operations will be digital technologies. The systems based on data will assist with monitoring the production in real time and aid the improved decision making. This will streamline manufacturing and make it cost effective.
Meanwhile, the world industries are facing a trend towards even more stringent cleanliness requirements. This trend is on the rise and is creating a need of injection molding cleanroom solutions across the globe. With the ever-growing technological advancements, cleanroom systems are bound to be more efficient, reliable and a necessity in current manufacturing.
Making a decision in Favor of Cleanroom Injection Molding Services
It is quite crucial to choose the appropriate manufacturer. Care should be taken in terms of experience, technology and certifications. A good supplier will guarantee quality production and adherence. It is ensured that professional cleanroom injection molding services are offered and this ensures enhanced performance as well as safety.
最終的な感想
The clean room technology of injection molding is vital to the present day precision manufacturing. It guarantees safe, clean and high-quality production. It is very important to industries such as medical and electronics. As demand increases, cleanroom injection molding will proceed to grow all over the world. It is still considered one of the surest techniques of manufacturing sensitive and high precision plastic products.
Frequently Asked questions
What is the use of injection molding cleanroom?
Plastic parts are manufactured in a most controlled and sterile environment in injection molding cleanroom. It is primarily utilized in medical equipment, pharmaceutical products and highly sensitive electronic parts in which cleanliness is highly valued.
What is the significance of cleanroom in injection molding?
The significance of a cleanroom is that the space where production is done is free of dust, particles and contamination. This will guarantee high quality, safe and products that are appropriate in sensitive applications such as healthcare and electronics.
What are some of the industries where cleanroom injection molding is applicable?
Medical, pharmaceutical, electronics and food packaging industries are the common applications of this process. These industries need high hygienic conditions and accuracy in the production process in order to guarantee safety and performance of the product.
Is it costly to do cleanroom injection molding?
Yes, it is typically costly as compared to normal injection molding. This is because of sophisticated equipment, stringent environmental procedures and special safety needs which make it more expensive. Nonetheless, it is of better quality and reliability.
What is a normal and cleanroom injection molding?
Normal injection molding occurs under normal factory conditions that may have dust, and particles. The injection molding is carried out under a cleanroom environment that is filtered with minimal contamination and results in high purity of products.