One of the most significant technologies in the contemporary manufacturing is injection molding cleanroom technology. It is applied in the situations when the products have to be of the utmost purity and free of any contamination. The industries such as medical, pharmaceutical, electronics and healthcare cannot do away with this process.
A clean space that is controlled is necessary as opposed to normal production environments. This will make sure that there are no dust, particles or bacteria that will be able to influence the end product. Cleanroom injection molding is used in many industries to ensure that there are high standards of quality.
Understanding Injection Molding Cleanroom
An injection molding cleanroom is a manufacturing facility that is controlled, with a high degree of cleanliness and it is used to create plastic components. The air is clean; there is regulation of temperature and minimization of contamination. It is a completely different process as compared to normal molding. It is applicable to products whose safety and hygiene is important. This is the reason why cleanroom injection molding services are mainly in demand in medical and precision industries.
Why Cleanroom Injection Molding is Important?
Sensitive products are to be manufactured with clean manufacturing. A single particle can have an impact on the performance or safety. The reason why controlled environments are applied is because of this. When it comes to products such as healthcare and pharmaceuticals, the purity of the products is of paramount importance. The cleanroom injecting molding guarantees that the products are up to international standards and regulations in terms of safety.
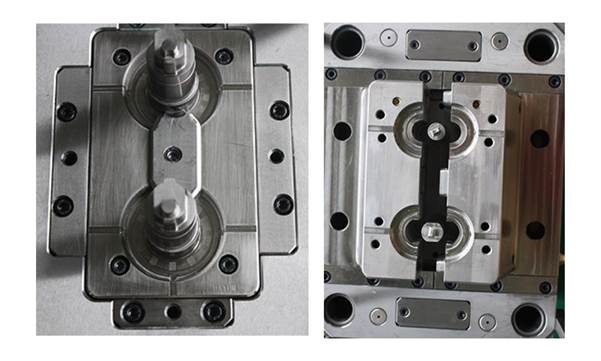
How Injection Molding Cleanroom Works?
Injection molding cleanroom is a controlled production that is employed in products which need contamination-free environment. It is typically applied in the medical, pharmaceutical and electronic fields. Each of the steps is handled with utmost care to ensure hygiene, precision and safety of the products.

Step 1: Raw Material choice and Preparation
It starts with the choice of plastic materials which are high quality and according to the needs of the product. The materials are normally in the form of pellets and have to be highly pure. Pellets are stored in capped containers before use, to avoid dust or contamination. All these are done in a controlled environment to ensure that it remains clean at all times.
Step 2: Work to Cleanroom
The materials after preparation are moved into the cleanroom. This is through sealed systems and airlocks so as not to be exposed to the outside air. This step is followed by workers employing stringent hygienic practices. They also put on protective attires including gloves, masks and cleanroom suits in order to have a sterile environment.
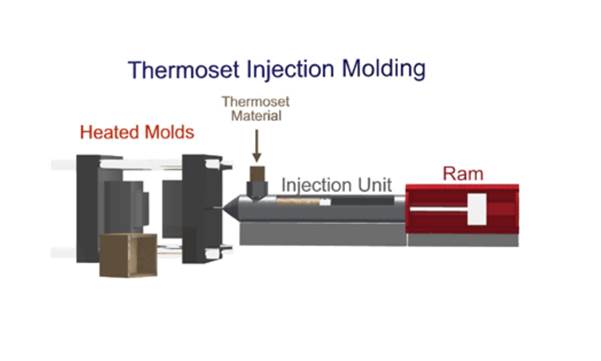
Step 3: Plastic Material is Melting
The plastic pellets are used inside the cleanroom to inject them in the injection molding machine. The material is heated and melts down to be in the form of liquid. This melting is cautiously monitored so as to be consistent. The environment is clean and stable to avoid contamination of the environment in case of production.
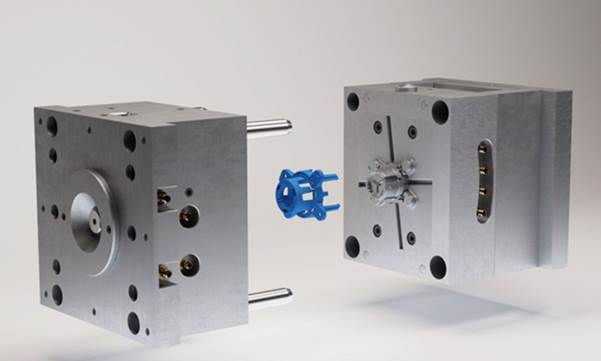
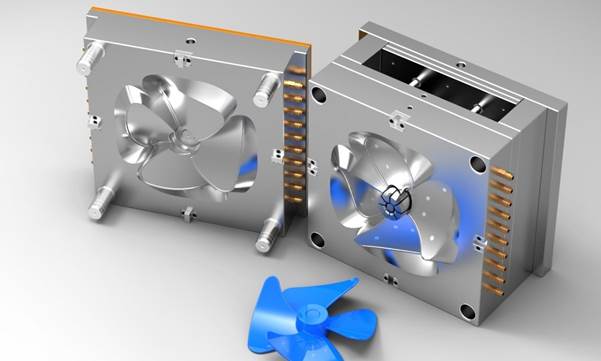
Step 4: Injection into Mold
After melting the plastic, it is then pressurized into an accurately designed mold. This is already in the mold within the cleanroom. The controlled conditions also guarantee an absence of dust or particles to the process. This is an essential step towards a high-quality production in injection molding cleanroom.
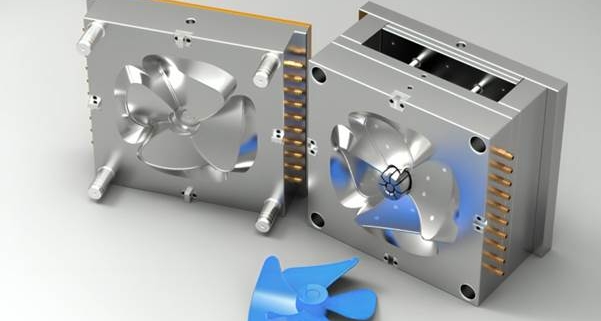
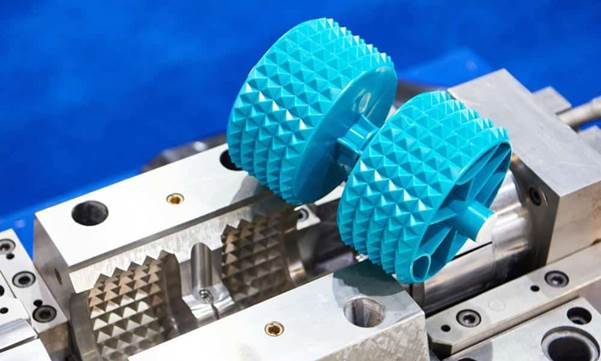
Step 5: Cooling and Solidification
Once the injection of molten plastic is completed, the plastic begins to cool in the mold. The cooling system is well controlled to ensure the accuracy of shape and strength of products. As the material is cooled it becomes hard and assumes the precise shape of the cavity of the mold. This measure makes certain accuracy and longevity in the end product.
Step 6: Mold Opening and Removal of products
After the product is completely solidified, the mold will automatically or manually (depending on the system) open it. The completed portion is scraped away. This step is done with special consideration so as not to be contaminated. The cleanroom environment will make sure that products are sterile upon their removal.
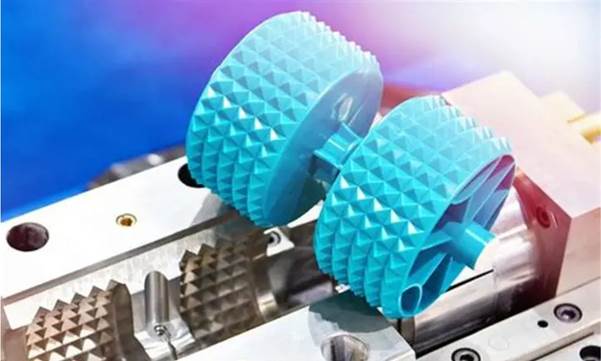
Step 7: Check and Quality Control
All the products are subjected to careful inspection after removal. The quality control departments examine the defects, contamination or any error in manufacturing. Products which are not up to standard are not allowed to be further used. This guarantees cleanroom production of injection molding.
Step 8: Clean Packing and storage
Packaging of the products will be the last procedure in a sterile environment. Cleanliness and safety is ensured by using special packaging materials. Products are then stored or shipped and under controlled conditions. This makes them not contaminated even up to the time they are used by the end user.
Cleanroom Classification Levels
Various classes of cleanrooms are classified according to the air quality. The number of particles to be in the air is decided by each level. Less level of particles implies an increased cleanliness. High-class cleanrooms are often needed when it comes to medical devices. This guarantees accuracy and safety of cleanroom injection molding.
Industries which employ cleanroom Injection Molding
Clean manufacturing processes are important to many industries. All industries have stringent standards on product hygiene and safety. It is used in medical industry as a syringe, implants and surgical instruments. It is used in sensitive parts in electronics industry. Cleanroom injection molding services are of great importance in these industries.
Medical Industry Applications

Medical is another sector that has the highest usage of cleanroom molding. The products should be sterile and fit to be used by humans. The controlled environment is used to manufacture items such as IV components, surgical instruments and diagnostic tools. This guarantees the high level of safety in injecting molding of the clean rooms.
Electronics Industry Applications
Dust and contaminations are very sensitive to electronic components. Damaging performance can be done by even small particles. The reliability and durability are guaranteed by cleanroom production. It assists in creating micro-elements and accuracy devices with the help of injection molding cleanroom.
Advantages of Cleanroom Injection Molding
Manufacturers and industries have numerous benefits with this process. It is safe, accurate and of high-quality production.
Key benefits include:
- Good level of cleanliness.
- Reduced contamination risk
- Better product safety
- High precision manufacturing
- Meeting the industry standards.
All these advantages render cleanroom injection molding essential to the critical industries.
Materials Used in Cleanroom Molding
Depending on the needs of the products special materials are utilized. These are materials which have to be of high quality. Typical materials are plastics, of medical grade, and high-purity polymers. They guarantee cleanroom injection molding services which are safe.
Comparison of normal and cleanroom Molding
Normal molding in a normal factory atmosphere where there is no total control of air is done. The dust, particles and small impurities may be involved throughout the production. This is tolerable in the case of general plastic products, in which there is no need of high sterility. Cleanroom molding, however is done in a fully filtered and controlled setting. Air is constantly purified and any risk of contamination is kept to minimum. This renders it very appropriate to medical, pharmaceutical as well as electronic products.
The other major distinction is with regard to handling and hygiene control. Normal moulding gives an opportunity to have more people in the production. To ensure purity of products, cleanroom molding minimizes contact, and observes high safety standards.
Viktige punkter
- The open-air conditions at the factory are normal.
- Cleanroom molding involves use of filtered and controlled air.
- Increased risk of contamination of normal molding.
- Stringent cleanroom hygienic regulations.
- Sensitive and medical products are cleaned in cleanroom.
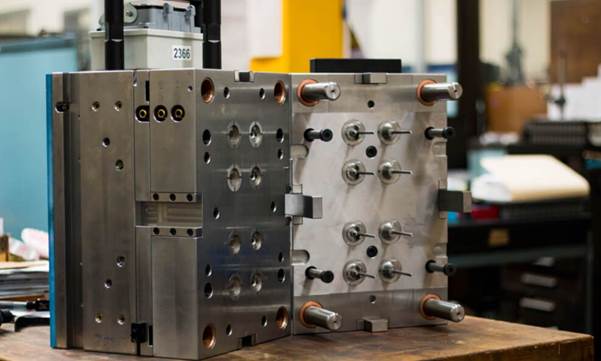
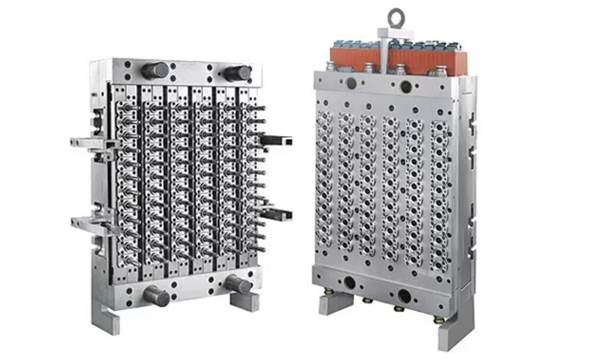
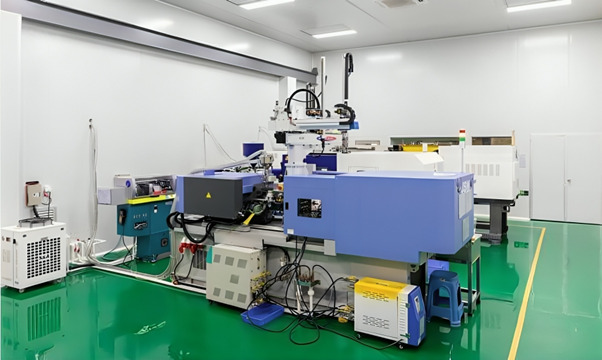
In Cleanroom Injection Molding, Equipment is Utilized
Cleanroom injection molding involves special equipment which is used to provide sterile environment. Machines are enclosed and are designed in such a way that they minimize the chances of contamination during manufacturing. To ensure that the air is kept clean at all times air filtration systems such as HEPA filters are employed. Temperature, and humidity are also regulated to ensure that everything is at constant. To prevent the entry of particles to the cleanroom, operators have protective clothing.
Key Equipment Points
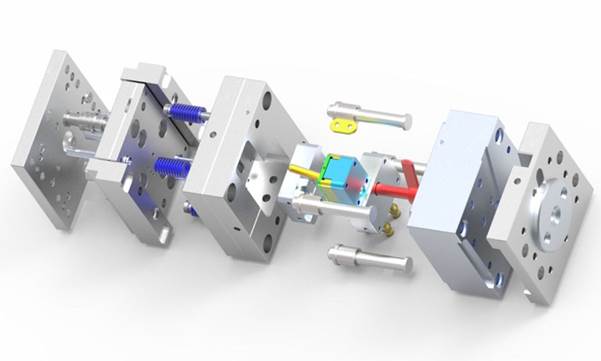
- Sealed high-precision molding machines with high precision.
- Clean air HEPA air filters.
- The units of temperature and humidity control.
- Clean room protective clothes and gloves.
- Controlled access airlocks.
All these tools and systems are combined to assist injection molding cleanroom requirements and production quality to remain high and contamination free.
Cleanroom Production of Quality Control

There is high level of quality control in clean rooms. All products are checked at the correctness and safety. The inspection procedures make sure that none of the defective or contaminated products are discharged. This is one of the important components of cleanroom injection molding services.
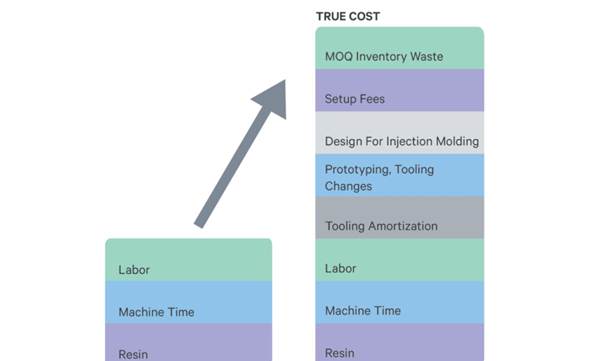
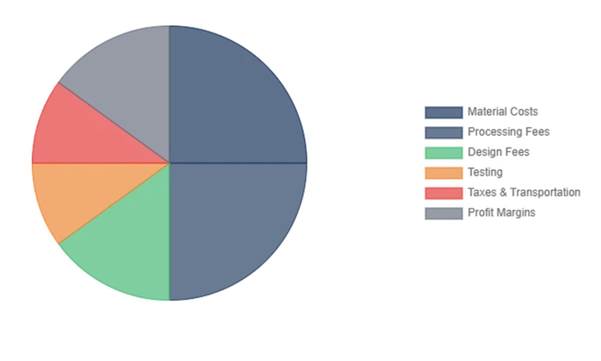
Cleanroom Injection Molding price
More costly than regular molding, this procedure is involved. This is due to sophisticated machines and test conditions. Nevertheless, the price is compensated by quality and safety of the products. Precision-based industries opt to use cleanroom injection molding although it is expensive.
Injection Molding Cleanroom Problems
Despite being very successful, there are challenges of this process. Strict rules and monitoring of the environment are needed to maintain a controlled environment. Challenges are high costs of operation and technical needs. Nonetheless cleanroom injecting molding is still used in the critical applications of industries.
Standards and Compliance Requirements of Cleanrooms
Cleanroom injection molding is based on the strict international standards in order to guarantee the safety of products and their consistency. These criteria indicate the level of cleanliness that the environment should be and the level of control in production. The facilities should have common checks on the quality of air, temperature and humidity. Even the minimal contamination risks have to be controlled. This is necessary to industries which have critical products that are injected in a cleanroom.
Air Filtration and Control of the environment
The most significant aspect in cleanroom manufacturing is air quality. Dust, particles and bacteria are removed by the use of special HEPA and ULPA filters to clean the air. Humidity and temperature are also kept at a low level. The stable conditions also aid in ensuring that there is no contamination of a product during the cleanroom production of injection molding. This will avoid flaws and pollution.
Safety and Hygiene measures of the operators
Cleanroom workers have to abide by stringent hygiene regulations. To avoid contamination, they put on special suits, gloves, masks as well as shoe covers. Air showers and cleaning processes are implemented on operators prior to getting into the production area. These measures guarantee safe injecting molding activities in the cleanroom, without the introduction of external particles.
Automation Cleanroom injection molding
In cleanroom production, automation has a significant role to play in the contemporary world. Most of the production process is done by machines and there is minimum human contact. This minimizes risk of contamination and boosts efficiency. The cleanroom injection molding services are also enhanced by automated systems particularly in high volume production.
Precision and Accuracy in making
The cleanroom is a facility that is developed to produce very precise manufacturing. The slightest mistakes can have an impact on the safety and performance of products. The use of advanced machinery makes every part to be specific to the specifications. Such accuracy is among the primary reasons why industries would choose cleanroom injection molding to sensitive applications.
Cleanroom Facility cleaning
To maintain cleanroom environments, regular maintenance is needed. Air systems, filters and machines should be periodically checked. The smallest failure can have an impact on the product quality. Clean injection molding cleanrooms are properly maintained to guarantee a smooth operation and reliability.
Cleanroom Systems – Energy Efficiency
Advanced systems that use energy are necessitated in cleanroom facilities. But with the new technology we have in use energy consumption is being minimized. The effectiveness of machines and intelligent systems is enhancing sustainability. This assists in minimizing the cost of operation in the clean room injection molding service whilst still producing high quality.
Cleanroom Injection Molding Demand all over the world
Cleanroom manufacturing is on the upswing throughout the world. Industries are prioritizing on safety, hygiene and precision. The high medical and electronics industries of these countries are also investing on cleanroom injecting molding technologies in order to support the increased demands.
Cleanroom Technology Innovation
The technology of cleanrooms is advancing fast with the new automation and electronic systems. One of the areas that manufacturers are currently preoccupying is the ability to produce more precise, safe and highly controlled production environment. The above enhancements are useful in minimizing chances of contamination and enhancing the quality of products in sensitive sectors.
Cleanroom production has become largely a part of automation. Machines have replaced a lot of the work which was done manually. This minimizes human interaction, minimizes the possibility of contamination and enhances uniformity of the production process.
Modern cleanrooms also have a high usage of smart sensors and monitoring systems. These systems monitor the air quality, temperature, humidity and pressure at all times. In case any change has been identified, automatic changes are done in order to keep the conditions within the environment stable.
The technologies based on AI are also enhancing output and identifying possible problems in the early stages and facilitating the efficient manufacturing process. All these innovations are collectively transforming sprøytestøping cleanroom systems to be efficient, reliable and advanced.
The future of Cleanroom Injection Molding
Cleanroom injection molding has great potential to continue to grow in the future as the need in a variety of industries rises. Such industries as medicine, electronics, and pharmaceutical are becoming more and more in need of clean, and precise production facilities. This is propelling an expedited progress in cleanroom technologies.
Even more automated and intelligent production systems are likely to be implemented in the next few years. Most processes will be done with little human intervention as machines will help in speeding up processes, providing accuracy and efficiency and minimizing errors.
Another significant part of the enhancement of the cleanroom operations will be digital technologies. The systems based on data will assist with monitoring the production in real time and aid the improved decision making. This will streamline manufacturing and make it cost effective.
Meanwhile, the world industries are facing a trend towards even more stringent cleanliness requirements. This trend is on the rise and is creating a need of injection molding cleanroom solutions across the globe. With the ever-growing technological advancements, cleanroom systems are bound to be more efficient, reliable and a necessity in current manufacturing.
Making a decision in Favor of Cleanroom Injection Molding Services
It is quite crucial to choose the appropriate manufacturer. Care should be taken in terms of experience, technology and certifications. A good supplier will guarantee quality production and adherence. It is ensured that professional cleanroom injection molding services are offered and this ensures enhanced performance as well as safety.
Avsluttende tanker
The clean room technology of injection molding is vital to the present day precision manufacturing. It guarantees safe, clean and high-quality production. It is very important to industries such as medical and electronics. As demand increases, cleanroom injection molding will proceed to grow all over the world. It is still considered one of the surest techniques of manufacturing sensitive and high precision plastic products.
Frequently Asked questions
What is the use of injection molding cleanroom?
Plastic parts are manufactured in a most controlled and sterile environment in injection molding cleanroom. It is primarily utilized in medical equipment, pharmaceutical products and highly sensitive electronic parts in which cleanliness is highly valued.
What is the significance of cleanroom in injection molding?
The significance of a cleanroom is that the space where production is done is free of dust, particles and contamination. This will guarantee high quality, safe and products that are appropriate in sensitive applications such as healthcare and electronics.
What are some of the industries where cleanroom injection molding is applicable?
Medical, pharmaceutical, electronics and food packaging industries are the common applications of this process. These industries need high hygienic conditions and accuracy in the production process in order to guarantee safety and performance of the product.
Is it costly to do cleanroom injection molding?
Yes, it is typically costly as compared to normal injection molding. This is because of sophisticated equipment, stringent environmental procedures and special safety needs which make it more expensive. Nonetheless, it is of better quality and reliability.
What is a normal and cleanroom injection molding?
Normal injection molding occurs under normal factory conditions that may have dust, and particles. The injection molding is carried out under a cleanroom environment that is filtered with minimal contamination and results in high purity of products.