Formsprutningsformar i aluminium är idag en viktig del av tillverkningsindustrin tack vare sin snabbhet, effektivitet och kostnadseffektivitet. I takt med behovet av snabbare produktionscykler och större designflexibilitet har industrin kommit fram till att aluminiumformar är ett värdefullt verktyg. Plastdelarna skapas genom att det smälta plastmaterialet sprutas in i en exakt tillverkad form, och plastmaterialet antar formens utseende medan det kyls. Aluminiumformar har en mycket kortare ledtid, är lättare att bearbeta och väger betydligt mindre än stålformar. Detta är ett utmärkt alternativ för prototyper och små till medelstora produktionsserier. Detta är en föredragen metod för företag, eftersom det sparar tid vid konstruktionen av deras applikation och garanterar att rutinen utvecklas med hög kvalitet. Med den tekniska utvecklingen ökar användningen av aluminiumformar snabbt inom olika branscher, inklusive fordons-, medicin-, elektronik- och konsumentvaruindustrin.
Vad är en formsprutningsform för aluminium?
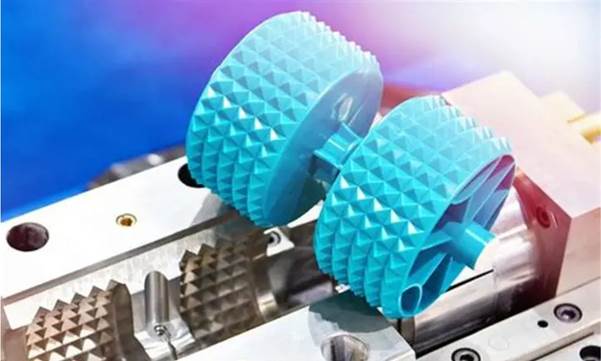
En formsprutningsform i aluminium är en form som används för att tillverka plastdetaljer. Den är tillverkad av aluminium och inte av stål. I denna process smälts plasten och sprutas sedan in i formhåligheten. Materialet stelnar och antar då formens utformning. Efter att det har stelnat tas slutprodukten ur formen. Detta upprepas många gånger under tillverkningsprocessen. Den största fördelen är att det kyler ner snabbare och producerar snabbare än andra material, såsom plast. Den viktigaste fördelen är att det kyler ner snabbt och producerar snabbare än plastmaterial. Det är därför som man idag använder formsprutningsformar av aluminium.
Hur fungerar aluminiumformar vid formsprutning?
Aluminium formar för formsprutning Det krävs ett specifikt arbetsförfarande, och de är ganska effektiva. Varje steg är beroende av de övriga och är avgörande för att kunna tillverka plastkomponenter av hög kvalitet på ett snabbt och tillförlitligt sätt.

Steg 1: Val och förberedelse av material
Det första man ska göra är att välja ett lämpligt plastmaterial. ABS, polypropen och polyeten är vanliga material som används. Det finns ett antal material med olika egenskaper, såsom hållfasthet, flexibilitet och värmebeständighet. Dessa tillförs normalt i form av pellets i en behållare ovanför maskinen. Innan användning måste materialet vara rent och torrt, annars kan fukt orsaka defekter i produkten.
Steg 2: Mata in plasten i maskinen
Därefter ställs formen in och plastgranulat läggs i formsprutningsmaskinen. Granulatet matas in i behållaren där det värms upp i en cylinder. En skruv som roterar inuti cylindern trycker plasten framåt. Under transporten börjar materialet värmas upp och smälta.
Steg 3: Smälta plasten
Den värme och det tryck som skruven alstrar smälter plasten i cylindern. Med tiden omvandlas de fasta granulaten långsamt till en tjock massa som kallas “smält plast”. Det är mycket viktigt att ha kontroll över temperaturen här. För hög temperatur kan skada materialet, medan för låg temperatur kan orsaka problem med smältningen.
Steg 4: Insprutning i aluminiumformen
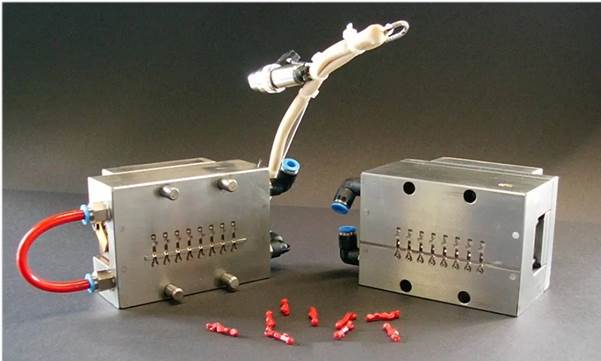
När plasten har smält helt sprutas den in. Skruven utövar ett högt tryck när den trycks fram. Den smälta plasten pressas in i aluminiumformen med hjälp av ett munstycke. Formhålans utformning bestäms av den produkt som ska tillverkas, för att uppnå exakta resultat.
Steg 5: Fyllning av formhåligheten
Plasten smälts och hälls i formen så att alla utrymmen fylls helt. Den fyller ut alla detaljer och former och skapar de färdiga formerna. För att förhindra luftbubblor och hålrum tillförs rätt tryck. Detta steg är mycket viktigt, eftersom produkten annars blir defekt.
Steg 5: Fyllning av formhåligheten
Efter att formen har fyllts inleds kylningsprocessen. Aluminium har mycket hög värmeledningsförmåga, vilket gör att plasten kyls ned snabbt. Temperaturen hålls konstant med hjälp av kylkanaler. Plasten stelnar och formens konturer tar form allteftersom plasten kyls ned. Ju kallare metallen är, desto snabbare går processen och desto snabbare blir produktionen.
Steg 7: Formöppning
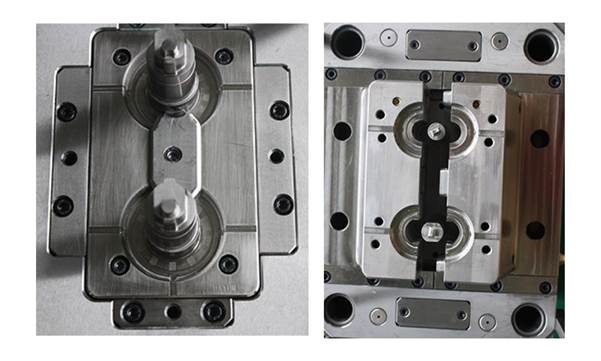
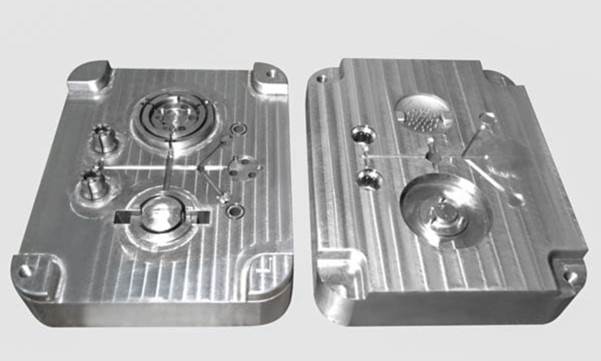
När plastmaterialet har härdat helt avlägsnas formen försiktigt och långsamt från plasten. Detta görs för att säkerställa att formen inte skadas. I detta skede består formen av två delar som kan separeras. När delen är gjuten kan den enkelt tas ut ur formen. Denna process är mycket tidskänslig. Det är viktigt att formen inte öppnas för tidigt, eftersom produkten då kan böjas eller förlora sin form. Därför väntar tillverkarna alltid tills plasten har stelnat innan de öppnar formen.
Steg 8: Utmatning av den färdiga delen
När delen har formsprutats trycker utstötningsstiften ut den färdiga delen ur formen. Delen avlägsnas försiktigt – utan att skadas. Därefter förs den vidare till nästa steg. Om utstötningssystemet är välkonstruerat lämnas inga märken eller defekter kvar på ytan.
Steg 9: Kontroll och slutbehandling
De kvalitetskontrolleras efter att de har tagits ut från anläggningen. Tillverkarna kontrollerar om det finns några formfel, bubblor eller sprickor. Vid behov utförs viss efterbearbetning (kapning och/eller slipning) (mindre ingrepp). Aluminiumformar ger en god ytkvalitet och kräver i regel endast minimal efterbearbetning.
Steg 10: Upprepa cykeln
Formen matas ut och cykeln upprepas när formen stängs. Detta gör det möjligt att tillverka allt från enstaka detaljer till massproduktion. En snabbare kylning av aluminiumet leder till kortare cykeltider, vilket gör processen mer effektiv och bidrar till att sänka produktionskostnaderna.
Varför välja aluminium istället för stålformar?
Det finns många som har jämfört aluminiumformar med stålformar. Stålformar är dyra, tidskrävande och svåra att tillverka. Jämfört med aluminiumformar går de snabbare, billigare och enklare att anpassa. De är perfekta för testning och för små produktionsserier. För dagens industri rekommenderas därför att man använder formsprutningsformar av aluminium.
De viktigaste fördelarna med formsprutningsformar i aluminium
En av de största fördelarna med formsprutningsformar i aluminium är hastigheten. Tillverkningstiden blir kortare jämfört med stålformar tack vare aluminiumets snabba kylningshastighet. En annan stor fördel – KOSTNADEN! Kostnaden för formsprutningsformar i aluminium är mycket lägre jämfört med kostnaden för stålformar, vilket kan hjälpa företagen i kostnadsbesparingsprocessen. Dessutom kan aluminiumformarna enkelt bytas ut om det sker en förändring i designen. De ger också en utmärkt ytfinish, vilket förbättrar produkternas kvalitet.
Att förstå kostnaderna för formsprutning av aluminium
Priset på en formsprutningsform i aluminium kan påverkas av flera faktorer. Formens storlek är viktig, eftersom större formar kräver mer material. Kostnaden påverkas också av formens utformning: en enkel form är billigare än en komplex form. Dessutom spelar antalet formhåligheter en viktig roll. Formar med flera hålrum kostar mer, men ger ett större antal detaljer. Trots dessa kostnader är aluminiumformar fortfarande mer kostnadseffektiva än stålformar.
När ska man använda formsprutningsformar i aluminium?
Aluminiumformar rekommenderas främst för små till medelstora produktionsserier. De är utmärkta för prototypframställning och produkttestning. Dessa används vanligtvis av företag som vill få ut produkten på marknaden snabbt eller av företag som räknar med att behöva göra designändringar på produkten. Om man önskar en produktionsform i stål kan det vara lämpligare än aluminiumformar, eftersom stålformar är mer hållbara. För de flesta projekt kan dock en aluminiumform för formsprutning användas med mycket gott resultat.
Branscher som använder formsprutningsformar i aluminium
Formsprutningsformar i aluminium används inom en rad olika branscher. De har använts för att testa komponenter inom bilindustrin. De har även tillämpningar inom medicin för utveckling av utrustning. De används av elektronikföretag för snabb produktionsprocess. De används av företag för förpackning av konsumentvaror och hushållsartiklar. De är ganska flexibla och kan användas på många olika sätt.
Material som används vid formsprutning av aluminium
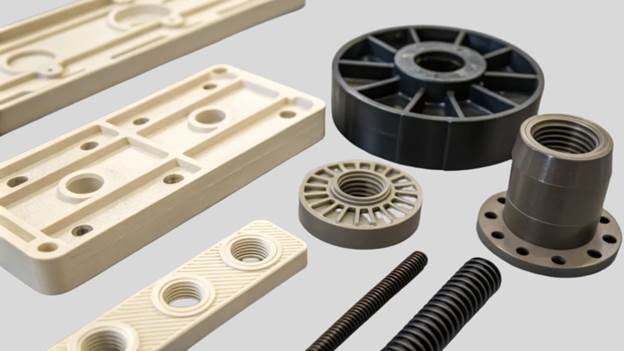
Beroende på produkttyp och produktens prestandakrav kan andra plastmaterial användas tillsammans med formsprutningsformen i aluminium. Materialen kan ha olika egenskaper, såsom att de är starka, flexibla, hållbara och värmetåliga. Produktens kvalitet är i hög grad beroende av valet av material.

Vanliga material som används
ABS (Akrylnitril Butadien Styren): ABS är en slagtålig och stark plast som används inom en rad olika branscher. Den är mycket populär tack vare sin hållbarhet och tålighet. Man hittar den i elektronikskåp, leksaker och fordonskomponenter. Den har god hållfasthet och styvhet, vilket gör den mycket tålig för daglig användning.
- Polypropylen (PP): Detta är en mjuk, prisvärd och flexibel plast. Den är kemikaliebeständig och lämpar sig därför väl för en rad olika användningsområden. Den används ofta inom förpackningsindustrin, till förvaringsbehållare och i konsumentprodukter. Den är dessutom mycket lätt och lätt att forma, vilket gör den lämplig för storskalig produktion.
- Polyeten (PE): Polyeten är en tålig, stark och hållbar plast. Den kan användas till förpackningsfilm, plastflaskor och rör. En av dess främsta fördelar är att den fungerar bra även vid låga temperaturer. Detta gör den idealisk för både industriellt och hushållsbruk.
- Nylon (polyamid): Teknisk plast; stark. Värmetålig och hållbar. Används i mekaniska komponenter och industriella delar.
En mycket slitstark genomskinlig plast, till exempel polykarbonat (PC). Tack vare sin höga slagtålighet används den till linser, skyddsskal och säkerhetsutrustning.
Begränsningar hos formsprutningsformar i aluminium
Även om det finns en rad fördelar med formsprutningsformar i aluminium, finns det också vissa nackdelar. De är inte lika hållbara som stålformar och kan slitas ut tidigare. De rekommenderas inte för mycket komplicerade tillverkningar eller mycket högt tryck (HP). Men i de flesta tillämpningar förekommer inte dessa nackdelar och fördelarna överväger. Aluminium bör användas med en god ytkvalitet, som kan påverkas med tiden vid långa serier. Det kan också vara mer känsligt för repor än stål. Användningen är därför främst begränsad till låg eller medelhög produktion. Det fungerar dock utmärkt för prototyper och tester.
Tips för att sänka kostnaderna för formsprutning av aluminium
Det går att spara pengar på formsprutning av aluminium. Enkla konstruktioner innebär kortare bearbetningstid. Det sänker också kostnaderna för standardkomponenter. Genom att ta bort onödiga detaljer kan man spara både tid och pengar. Processen kan dessutom effektiviseras ytterligare om man anlitar erfarna tillverkare. När man utformar för produktion är ett viktigt tips att slutföra designprocessen innan produktionen påbörjas. Kostnaderna kan bli högre om designändringar görs i efterhand. En annan viktig faktor är att använda rätt material för produktens krav. Så länge man är väl förberedd minskar den totala budgeten alltid.
Formsprutningsform i aluminium jämfört med stålform
Beroende på produktionsbehovet väljs antingen aluminiumformar eller stålformar. Aluminiumformar är de snabbaste och billigaste av de olika formtyperna. Stålformar är mer hållbara, lämpar sig för större produktionsserier och har längre livslängd. Aluminiumformar är billigare och starkare än stålformar, men är också lättare att bearbeta och lättare, och tar längre tid att tillverka.
Aluminiumformar är utmärkta för marknadstestning eftersom de är lätta att tillverka och håller hög kvalitet. Stålformar är bättre lämpade för massproduktion – där miljontals detaljer tillverkas. Om flexibilitet och snabbhet är avgörande är aluminium det bästa valet. När man eftersträvar lång livslängd är stål det material som föredras.
Överväganden om design
Utformningen av formsprutningsformen i aluminium spelar en viktig roll. Enkla konstruktioner är att föredra. Vid lämplig väggtjocklek beror hållfastheten på kylningen. Vinklarna bör utformas så att det blir enkelt att ta ut detaljerna. Kylkanalernas utformning bidrar till ökad effektivitet. En bra form minimerar misstag och förbättrar produktkvaliteten. Den bidrar också till att minimera påfrestningarna på formen när det är dags att tillverka delen. Förhindrar bildandet av hårnålskurvor, luftfickor eller sprickor i jämna flödesvägar. Ingenjörer måste alltid avgöra kostnad, hastighet och hållfasthet. Formens livslängd och prestanda förbättras genom korrekt konstruktion.
Produktionshastighet och effektivitet
Aluminiumformar tillverkas i hög hastighet. Detta beror på att aluminium kyler plasten snabbare än stål, vilket förkortar cykeltiden. Detta bidrar till att öka produktiviteten och effektiviteten. En snabbare produktion hjälper också företagen att hålla leveransfristerna och öka vinsten. Cyklustiden kan i många fall förkortas avsevärt. Detta innebär ett ökat antal delar på kortare produktionstid. Det kan också minska energiförbrukningen för varje komponent. Anledningen till den omfattande användningen av aluminiumformar för formsprutning i den snabbt växande industrin är att det är ett utmärkt val.
Underhåll och livslängd
Formar för formsprutning i aluminium måste underhållas. Smörjmedel och rengöringsmedel används regelbundet för att förlänga komponenternas livslängd. De kan användas för att tillverka tusentals detaljer, men är inte riktigt lika hållbara som stålformar. De är ett utmärkt val för små till medelstora produktionsvolymer. När formarna inte används måste de förvaras på rätt sätt och användas korrekt. Fukt och damm hjälper till att bevara ytan. Inspektion hjälper till och förhindrar tidigt slitage. Om de används korrekt kommer de att hålla länge.
Miljöfördelar
Aluminiumformar är mindre skadliga för miljön. De kräver mindre energi vid tillverkning och drift. Aluminium är dessutom hållbart eftersom det går att återvinna! Dessutom leder den ökade produktionen till lägre energiförbrukning. De är lämpliga för företag som bedriver miljövänlig tillverkning. Minskad energiförbrukning innebär ett minskat koldioxidavtryck. En annan fördel är att mindre industriavfall produceras vid återvinningen av aluminium. Detta är ett mervärde för moderna hållbara produktionssystem.
Vanliga tillämpningar
Formsprutningsformar i aluminium används inom olika branscher. De används inom bilindustrin för tillverkning av prototyper. Inom medicinbranschen används de för tillverkning av medicintekniska produkter. De är välrenommerade och används av elektronikföretag för snabb tillverkning. De används av tillverkare av konsumentvaror för konsumentvaror. De har även tillämpningar inom förpackning, hushåll och industri. De kan användas i små och medelstora projekt tack vare sin mångsidighet. För många nystartade företag är de det föredragna alternativet för att testa sin produktlansering. Detta ger dem ett större värde på dagens marknader.
Utmaningar
Det finns vissa problem med aluminiumformarna. De håller inte lika länge som stål och kan utsättas för slitage. De rekommenderas inte för mycket stora volymer. Men med rätt konstruktion och användning kan dessa problem minimeras. Andra nackdelar är att de har låg hållfasthet vid höga tryck och att de inte är vattentäta. Mycket komplicerade konstruktioner kan leda till försämrad prestanda med tiden. Sammantaget fungerar de dock bra i vanliga användningssituationer. De kan underhållas väl och fungerar mycket effektivt om de används på rätt sätt.
Slutliga tankar
Dessa metoder är smarta och effektiva produktionsmetoder för formsprutning av aluminium. De erbjuder snabbhet, mångsidighet och kostnadsbesparingar. Perfekt för snabb produktutveckling, småserietillverkning och prototyper. Lägre pris på aluminium formsprutningsform gör det prisvärt för nystartade företag och företag i tillväxtfas. Samtidigt fungerar det utmärkt och kan användas inom stora industrier. Med alla dessa fördelar och nackdelar som de känner till kan de dra full nytta av tekniken. I takt med den tekniska utvecklingen kommer aluminiumformar att få ett ännu större inflytande på framtidens produktion.
Vanliga frågor och svar
Vad är en formsprutningsform i aluminium och varför är den viktig?
Aluminiumformsprutning är en press som kan användas för att spruta in smält plast i formhåligheten för att tillverka plastprodukter. Det är viktigt eftersom det gör det möjligt att producera på kort tid, sänka produktionskostnaderna och även tillverka produkter av god kvalitet. Det är ett populärt material för prototypframställning och för de krav på snabbhet och flexibilitet som ställs vid korta produktionsserier, och används inom en rad olika branscher.
Vilka faktorer påverkar priset på formsprutningsformar i aluminium?
Bland de olika faktorer som kan påverka kostnaden för formsprutning av aluminium ingår formens storlek, formkonstruktionens komplexitet, antalet formar samt typen av formmaterial. Priset varierar beroende på formens komplexitet – enkla formar blir billigare än mer komplicerade formar. Priset varierar också beroende på produktionsvolym och specifikationerna för den färdiga produkten.
Varför går det snabbare att använda aluminiumformar vid formsprutning än stålformar?
Eftersom aluminium har hög ledningsförmåga är formarna av aluminium som används vid formsprutning snabba. Aluminium har hög värmeledningsförmåga, vilket gör att plasten snabbt kyls ned i formhåligheten. Detta minskar inte bara cykeltiden utan ökar också produktionstakten, vilket i sin tur leder till ökad effektivitet.
När man ska välja mellan en formsats för formsprutning i aluminium och en i stål, vilken ska man då använda?
Formsprutningsformar i aluminium är ett bra alternativ att överväga när det gäller produktionshastighet, låga kostnader och designflexibilitet. De kan användas för prototypframställning, testning och för små till medelstora volymer. Även om det gäller att tillverka stora volymer kan stålformar vara ett mer effektivt alternativ, eftersom de dessutom har längre livslängd.
Vad är det bästa med formsprutningsformen i aluminium?
De största fördelarna med formsprutningsformar i aluminium är: De möjliggör snabbare produktion, är billigare, mycket mångsidiga och ger en fin ytfinish. Alla dessa fördelar gör dem till ett attraktivt alternativ för företag som söker effektiva och flexibla tillverkningslösningar.