
TPE üst kalıplama
Şimdi termoplastik elastomerleri (TPE'ler) üst kalıplamaya başlamanın tam zamanı. TPE'ler geleneksel olarak kauçuğun yerini almak için kullanılmıştır, ancak yeni tüketici pazarı eğilimleri üst kalıplama fikrini iş dünyasında bir gerçek haline getirmiştir. Tüketici pazarındaki talep ve eğilimler, daha iyi ergonomik his ve dokunuş, kavranabilirlik, görünüm, darbe koruması, titreşim ayrımı ve yalıtım için artmaktadır. Tüketici ürünleri tasarımcıları, iyi görünen ve iyi hissettiren ve zorlu son kullanım uygulamalarında iyi çalışan çözümler üreterek malzeme üreticilerinin karşılaması gereken standardı belirliyor.
Bu makale, genel anlamda TPE üst kalıplama teknolojisinden ve bu her zaman yeşil olan trend için tasarlanmış çözümler üretmek için kullanılabilecek bir malzeme grubu olarak bahsediyor. Sert alt tabakalar açısından polipropilen (PP), polietilen (PE), polistiren (PS), yüksek etkili polistiren (HIPS), polifenilen oksit (PPO), glikol modifiye polietilen tereftalat (PETG), Akrilonitril Bütadien Stiren (ABS) ve polyester (PET, PBT) ve poliamid (Naylon 6, Naylon 66) gibi yarı kristal polar plastikler bazı örneklerdir. Malzemelerin karıştırılması ve uyumlulaştırılmasına yönelik yeni teknolojiler, bu farklı alt tabakalar üzerine kalıplanabilen ürünlerin üretilmesini mümkün kılmıştır.

Sert yüzeyler üzerine kalıplanmış TPE için birçok şey çok önemlidir. İlk ve en önemli şey, rijit tabanla çalışacak TPE türünü seçmektir. Ayrıca üst kalıplama prosesi (insert veya 2K Kalıplama gibi), makine tipi, proses koşulları, malzemenin nasıl hazırlandığı, parçanın tasarımı ve kalıbın tasarımı da önemlidir. Benzersiz malzeme teknolojileri, yeni parça ve takım tasarımları ve üst kalıplama teknolojilerindeki gelişmeler, tasarımcıların zihinlerini aktif tutacak ve böylece tüketicilerin konfor, iyi görünüm ve katma değer için sürekli artan ihtiyaçlarını karşılayabileceklerdir.
TPE Üst Kalıplama Teknolojisi
TPE Üst Kalıplama bir malzemeyi (Üst Kalıp) başka bir malzemenin (Alt Tabaka) üzerine koymak için enjeksiyon kalıplama kullanır. Aşırı kalıplanmış malzeme, son kullanım ortamında kalıcı olacak ve iyi çalışacak şekilde alt tabakaya yapışmalıdır. Üst kalıplama, TPE'leri sert malzemelere tutturmak için yapıştırıcı ve astar ihtiyacını ortadan kaldırır. Üstten kalıplama teknolojisi tasarımcılara daha fazla özgürlük verir, üretim maliyetini düşürür ve bir şeyler yapmayı kolaylaştırır. Çoklu Malzeme Kalıplama ve Ekleme Kalıplama, üstten kalıplama yapmanın iki ana yoludur.
Birden fazla malzeme ile enjeksiyon kalıplama, çok renkli veya iki vuruşlu enjeksiyon kalıplama olarak da bilinir. Şekil 1 kullanılan alet türlerini göstermektedir. İki veya daha fazla enjeksiyon ünitesine sahiptirler. Enjeksiyon makinesi kolları birbirlerine paralel veya dik açı yapacak şekilde ayarlanabilir. Kalıpta iki set delik vardır. Bir set temel malzemeyi, diğer set ise kaplama malzemesini kalıplar.
İki vuruşlu kalıplama işleminin iki adımı vardır. İlk adım, ilk varilin alt tabakanın delik setini doldurmasıdır. Alt tabaka soğuduktan sonra kalıp açılır ve hareket ettirilebilen taraf, alt tabaka kalıptan çıkmadan 180° döner. Daha sonra kalıp kapatılır ve kalıp üstü malzeme ikinci varile enjekte edilir. Kalıbın ikinci yarısı hareketsiz kalan tarafa doldurulur. Kalıp üstü malzemenin parçanın her iki tarafında da şekillendirilmesi gerekiyorsa, kalıp parçaları dönmek yerine iki delik seti arasında hareket ettirebilir.
Döner Merdane Makineleri ve Döner Kalıp Makineleri: Presin ikinci kısmındaki bir döner plaka bazen dönmesini sağlamak için makineye yerleştirilir. Bir döner plaka dört kez ayrı ayrı kullanıldığında, tipik olarak üzerine monte edilmiş kalıp yarıları kullanılır. Döndürme işleminin aletin içine yerleştirildiği ve sadece iki kalıp yarısının olduğu ancak dört kalıp deliği setinin bulunduğu zamanlar da vardır.
Hareketli: Core sürecindeki alet, hidrolik veya hava ile çalışan hareketli bir parçaya sahiptir. İlk alt tabaka enjekte edildikten ve soğuması için zaman verildikten sonra, bir kalıp bölümü geri çekilerek TPE üst kalıp malzemesi için bir boşluk oluşturur. Daha sonra TPE, çoğu zaman ek parça geri çekildiğinde görünen deliğin yanından sokulur. Bu yöntem daha hızlı döngü sürelerine, daha fazla kavitasyona ve daha iyi makine performansına sahiptir. Tek sorun, yalnızca sabit bir TPE kalınlığının kullanılabilmesidir.

Insert Kalıplama-insert üst kalıplama
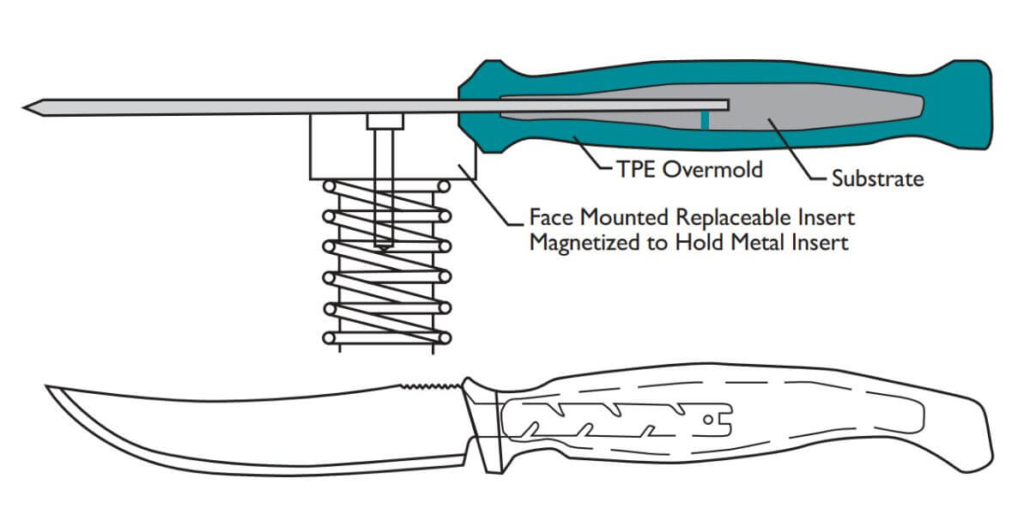
Ekleme kalıplama, üst kalıplama türlerinden biridir, ekleme kalıplama sırasında, önceden kalıplanmış sert bir plastik alt tabaka veya metal parça bir robot veya bir kişi tarafından deliğe yerleştirilir (Şekil 2). "Üst kalıp" olarak adlandırılan ikinci malzeme, ek parçanın bir tarafına veya diğer zamanlarda tamamının etrafına yerleştirilir. Kesici uç kalıplama için standart enjeksiyon kalıplama aletleri kullanılır.
Döndürmek mi yoksa hareket ettirmek mi? Masa Kalıplama: Bir alt tabakayı şekillendirmek veya ilk pozisyondaki ikinci boşluğa bir insert yerleştirmek için yatay bir enjeksiyon ünitesi veya bir robot kullanılır. Tabla, TPE'yi yerleştirmek için başka bir yatay veya dikey enjeksiyon ünitesinin kullanıldığı bir sonraki istasyona hareket eder veya döner. Sıcak bir yolluk kullanabilir veya yolluğu bölme hattına yerleştirebilirsiniz. Döner ünitenin tablasının üçüncü bir dönüşü, onu bitmiş iki parçalı parçanın çıkarıldığı bir "boşaltma" istasyonuna gönderir.
TPE Üst Kalıplama Süreci
Olası süreçlerden ve kalıp tasarımlarından hangisinin kullanılacağı, seçilen malzemeye, işçilik maliyetine, mevcut alet ve makinelere ve çok sayıda yapmanın ekonomisine bağlıdır. Eğer kesici uç termoplastik değilse, kesici uç kalıplama kullanılmalıdır. Sadece az miktarda plastik veya metal alt tabakaya ihtiyacınız varsa, yerel işçilik maliyeti düşükse ve aletlerin maliyetini düşük tutmanız gerekiyorsa, bunları elle yerleştirmelisiniz. Daha büyük miktarlarda iş için mekik aletler kullanılabilir. Yapılması gereken iş miktarı maliyeti haklı çıkardığında, robotik olarak yerleştirilmiş kesici uçlar ve döner tabla takımları kullanılabilir. Çok sayıda parça yapmanız gerekiyorsa veya yaşadığınız yerde işçilik maliyeti yüksekse, plastik yüzeyler için en iyisi iki malzemeli kalıplama makineleridir. En yüksek üretim sayıları ve en güzel görünümlü parçalar için valf kapılı sıcak yolluk sistemleri en iyisidir.
Overmolding Parça Tasarımında Dikkat Edilmesi Gerekenler
Üst kalıp tasarlamanın pek çok farklı kısmı vardır ve bu makale akılda tutulması gereken bazı genel hususlardan bahsetmektedir.
Malzemeler söz konusu olduğunda, yapıştırılabilir TPE'lerin normal TPE'lere göre daha katı kuralları vardır. Aynı şey parça yapımı için de geçerlidir. İki parçalı parçalar tasarlarken, iki farklı esnek malzemenin nasıl küçüleceğini düşünmeniz gerekir; bu, tek parçalı parçalar tasarlamaktan farklıdır. Her ikisinin de kullanılan malzemenin özelliklerine göre özelleştirilmesi gereken kendi kapı ve yolluk sistemleri vardır.
En iyi döngü süresini elde etmek için, taban ve üst kalıbın ince duvarları mümkün olduğunca eşit olmalıdır. Çoğu üst kalıplama durumunda, 1 mm ila 3 mm kalınlığındaki duvarlar iyi bir şekilde birleşecektir. Parçanın kalın alanlara ihtiyacı varsa, parçanın çok fazla küçülmesini önlemek ve döngü süresini ve ağırlığı azaltmak için bunlar özlü olmalıdır. Geri dolumlar ve gaz tuzakları gibi akış sorunlarından kaçınmak için duvar kalınlığındaki değişiklikler yavaşça yapılmalıdır. Keskin köşelere daireler (en az 0,5 mm) eklemek o bölgedeki gerilimi azaltmaya yardımcı olabilir. Derin karanlık ceplerden veya açılamayan nervürlerden kaçınılmalıdır. Uzun çekişler, topun dışarı çıkmasına yardımcı olmak için 3 ila 5 derecelik bir çekişe sahip olmalıdır. Kalıp üstü bileşiklerle derin alt kesimler yapılabilir, ancak sadece kalıp açıldığında bir ön maça kullanılırsa, parçanın keskin kenarları yoksa ve elastomerin kalıptan çıkarken bükülmesine izin verilirse.
Kalıplandığında, çoğu TPE bileşiği akış yönünde makul bir miktarda büzülür, ancak çapraz akış yönünde kalıplandığında çok fazla büzülmez. Bu durum, parça kalıptan çıkarıldıktan sonra üst kalıplama malzemesinin alt tabakadan daha fazla büzülmesine neden olabilir. Bu da alt tabaka parçasının genellikle üst kalıplama malzemesinin akış yönünde bükülmesine veya çukurlaşmasına neden olabilir. Alt tabakanın üst kalıptan daha ince olduğu veya düşük sertlikte bir alt tabaka malzemesinin kullanıldığı parçalarda bu özellikle doğrudur. parçalar uzun ve ince olmalıdır. Bu, daha yüksek modüllü temel malzemeler kullanılarak ve alt tabakaya sertleştirici nervürler eklenerek kısmen düzeltilebilir. Ayrıca daha ince katlar ve daha az sertliğe sahip bir üst kalıp sınıfı kullanmak da yardımcı olacaktır. TPE'nin akış modelini değiştirmek için kapıyı hareket ettirmek de yardımcı olabilir.
Bir malzemenin 6,3 mm minimum kalınlıkta kalıplanmış bir plaka (ASTM D2240) üzerinde ezilmeye karşı direnci olan Shore sertliği, TPE malzemelerini ölçmek için kullanılır. Daha düşük sertliğe sahip bir ürün, aynı kalınlıkta olsa bile dışarıdan daha yumuşak hissedilir. Ancak üst kalıplama genellikle sadece TPE'nin ince derisi üzerinde yapıldığından, alttaki sert taban ne kadar yumuşak hissettirdiğini etkiler. Bu bir sertlik testine tabi tutulursa, daha küçük bir girinti, deri yumuşak olsa bile kayanın daha sert olduğunu gösterecektir. Kauçuk üst kalıp parçaların her iki tarafında (A ve B) olacaksa, kalıp bölümleri arasında hareket edebilen iki malzeme kalıbı kullanılmalıdır. bir parça üzerinde veya basit bir parçanın tüm tarafında pürüzsüz bir katman yapmak için, hareketli çekirdekli iki malzeme kalıbı kullanmalısınız. Elastomerin ve alt tabakanın duvarlarının ne kadar kalın olduğuna bağlı olarak çıktı oranı çok yüksek olabilir.
TPE Mühendislik Termoplastiğine Nasıl Yapışır?
Sert mühendislik plastiği ve yumuşak kauçuğun birbirine ne kadar iyi yapışacağını değiştirebilecek birçok şey vardır. Malzemeler arasında belirli ilişkiler kurmak için her ikisinin de yüzey enerjilerinin aynı olması önemlidir. TPE'nin bir yüzeye yapışma gücü de bir başka önemli faktördür. TPE ve alt tabaka arasında belirli reaksiyonların gerçekleşmesi için birbirlerine çok yakın olmaları ve yüzeyin ıslak olması gerekir. Şekil 3'te gösterildiği gibi TPE'lerin teolojize olma şekli, nasıl ıslanacaklarını belirler. Üst kalıplama malzemeleri çok yüksek viskoziteye sahip değildir. Ayrıca kaymaya karşı duyarlıdırlar ve kayma incelmesi davranışı gösterirler.
Aşağıdaki resim, akış hızı yüksek olduğunda viskozitenin aralığın alt ucuna yakın olduğunu göstermektedir. Bu, TPE'nin üst kalıplamada yaygın olan ince duvarlı alanlara girmesine ve bu alanları doldurmasına yardımcı olur.

TPE'nin kimyası ve endüstriyel plastik türü, ne kadar iyi ıslandığı üzerinde büyük bir etkiye sahiptir. Yapışma kalitesinin yanı sıra elastomerin difüzyon ve viskoelastik özellikleri de rol oynar. TPE ve sert alt tabakanın buluştuğu nokta, hem yapışma gücü hem de kohezif (C) veya yapışkan (A) olabilen arıza türü için çok önemlidir. Güçlü bir bağın işaretlerini ararken, kohezif sistemin genellikle bunu söylemenin en iyi yolu olduğu düşünülür. Ancak yalnızca orta düzeyde bağlanma gücüne sahip zayıf bir TPE, bağlantının güçlü gibi görünmesine neden olabilir. Yapıştırıcı başarısız olduğunda bile iyi bir bağın var olduğu zamanlar vardır. Temas noktasında sert alt tabaka ile yumuşak termoplastik elastomerin birbirine yapışmasına yardımcı olabilecek üç tür işlem vardır. Bunlar aşağıdaki resimde görülebilir.

Tasarım, mekanik bağlantıyı mümkün kılan şeydir. İki yüzey arasında gerçek bir bağlantı yapılmaz, ancak herhangi bir TPE bu durumda çalışacaktır. İkinci yol, alt tabaka ve üst kalıplama TPE malzemesi kimyasal olarak uyumlu olduğu için çalışır. Kimyasal uyumluluk, alt tabaka ve TPE'nin birbirine ne kadar iyi yapıştığıyla bağlantılı olan yüzey enerjilerine dayanır. Kalıplama yöntemi ve sıcaklık doğru olduğunda, taban ve üst kalıp moleküllerinin karıştığı bir arayüz oluşabilir. Stirenik bir TPE veya taban olarak polietilen üzerine kalıplanmış olefinik bir TPE ile bir arayüz oluşturabilirsiniz. Üçüncü yol TPE'nin içine yerleştirilebilir. Yapıştırma işlemi, TPE grupları ile sert alt tabaka arasındaki belirli polar etkileşimlerden veya kimyasal reaksiyonlardan oluşur.
TPE ile endüstriyel plastik arasındaki bağın ne kadar güçlü olduğunu öğrenmek için "90 derece Soyma Testi" kullanılabilir. Yumuşak TPE'nin sert termoplastiğe ne kadar iyi yapıştığını test etmek için plastiklere yönelik ASTM D903 yöntemini değiştirdik. Testler için kalıplanmış bir taban ve bunun üzerine kalıplanmış bir TPE kaplama parçası kullanılır. Tabana dik açıyla bir inç genişliğinde bir TPE şeridini kesmek ve çekmek için bir Instron gerilim test cihazı kullanılır. Lastik çekilirken 90 derecelik açının aynı kalması için tekerlek üzerindeki yerine kilitlenir. Yapışma gücü, elastomeri tabandan çekmenin ne kadar zor olduğuna göre bulunur. Bu kuvvet genellikle 2 inçin üzerindedir. Yapışkan arızası (A) veya kohezif arıza (C) nedeniyle başarısız olup olmadığına bağlı olarak iki gruba ayrılır. Yapışkan hatası, malzeme üzerinde TPE kalıntısı kalmadığı anlamına gelir. Verilen rakamlar üç farklı yapışma çalışmasının ortalamasıdır. Müşteri belirli bir yapışma seviyesi istediğinden, 12 pli'den daha yüksek bir yapışma sayısının yeterince iyi olduğuna karar verdik.
Günümüzde, özellikle yumuşak bir dokunuşa sahip olması gereken pazar ürünleri için TPE'lerin sert alt tabakalar üzerine kalıplanmasına büyük bir ilgi vardır. Yeni TPE'ler giderek artan sayıda alt tabaka üzerine kalıplanmaktadır. Bu da tasarımcılara daha fazla tasarım özgürlüğü ve ürünlerini "me-too" kopyalarla dolu bir pazarda öne çıkarma şansı veriyor.
TPE'ler çok ünlüdür çünkü satış noktasında satışlara yardımcı olurlar. Günümüzde insanlar mağazalarda seçim yapabilecekleri çok sayıda ürüne sahip ve ürün üreten şirketler de kendi ürünlerini öne çıkarmak istiyor. TPE'li bir ürün seçmek için birçok iyi neden vardır üst kalıplama Yeni renkler, dokular, desenler ve konfor gibi yüzeyler. Birçok insan için "sıcak" yumuşak bir dokunuş, sert bir plastik hissinden daha iyi hissettirir. Ve kauçuk gibi görünen ve hissettiren şeylerin genellikle daha değerli olduğu düşünülür. İnsanlar artık ergonomi ve aşırı eklem kullanımı yaralanmalarındaki artış hakkında daha fazla bilgi sahibi olduklarından, vücutlarına daha iyi uyan ve titreşimleri azaltan ürünler bulma konusunda daha akıllılar. Aşırı kalıplanmış TPE'ler his ve kullanılabilirlik dışında da faydalı olabilir. Islak alanlarda güvenli ve güçlü bir tutuş sağlama, conta ve contaları su geçirmez hale getirme, darbelere karşı koruma sağlamak ve erken kırılmayı önlemek için kalıplanmış "tamponlar" ve titreşimi azaltma gibi bazı örnekler verilebilir.










Cevapla
Tartışmaya katılmak ister misiniz?Katkıda bulunmaktan çekinmeyin!