Plastics for injection molding is one of the most significant materials used in today’s manufacturing process. These are used to manufacture thousands of products consumed on a daily basis in a quick and economical manner. This process can be found in household items, car parts, and so on.
Demand for plastics for injection molding has been steadily increasing due to the requirement for industries to have a strong, lightweight and cheap material. These plastics are formulated to flow readily to form molds accurately.
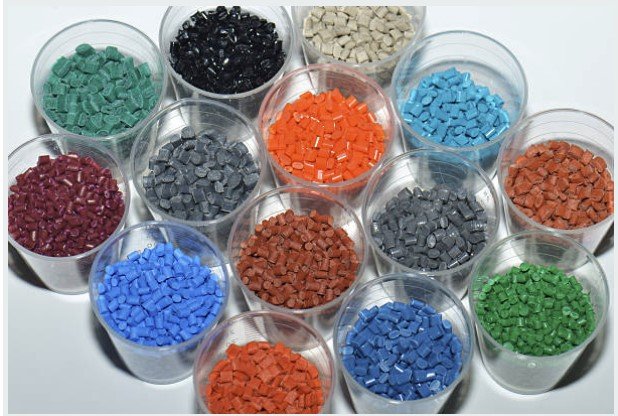
For manufacturing, plastic pellets for injection molding may serve as a starting point of the manufacturing process. The small-sized raw materials are in a molten state and are formed into finished products.
Another important form is plastic resin for injection molding which offers strength, flexibility and durability according to the requirements of the products.
Another reason for the use of common plastics for injection molding is that they are easy to process and readily available.
In sum, plastics for injection molding have a significant impact on the contemporary industrial world.
Basic Injection Molding Knowledge
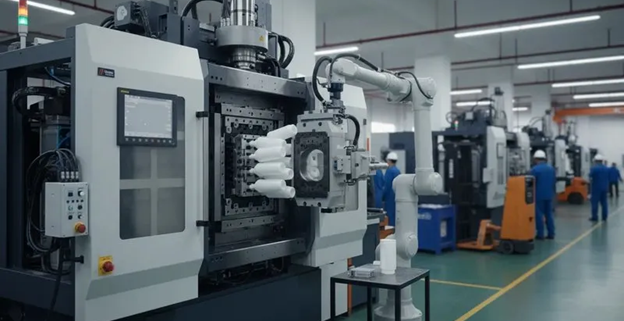
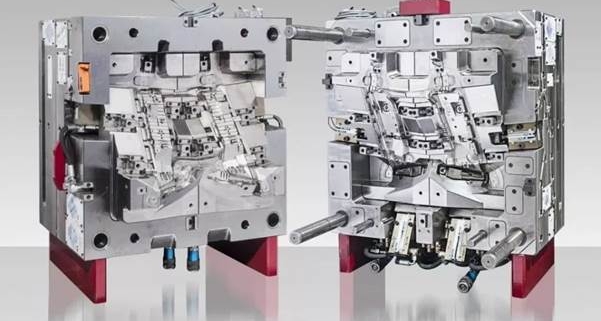
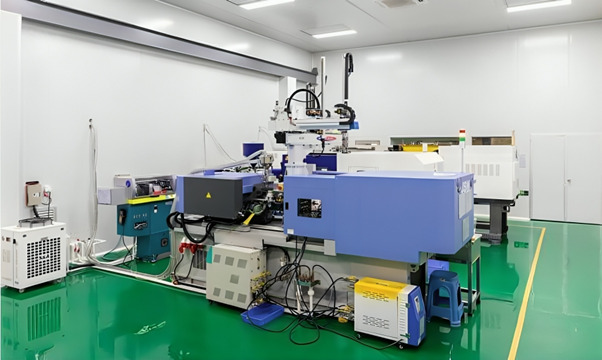
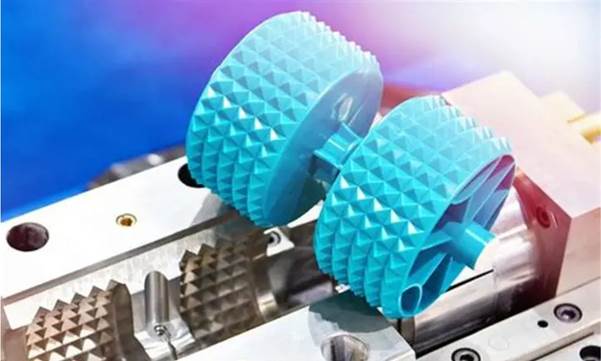
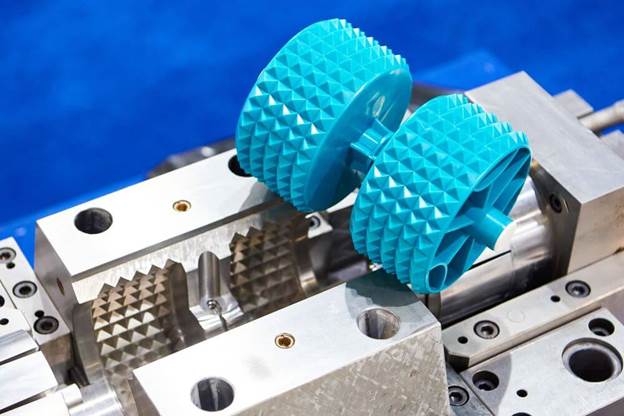
In injection molding, plastic is heated until it turns into a fluid, and it is injected into a mold. When the shape cools it turns into a solid.
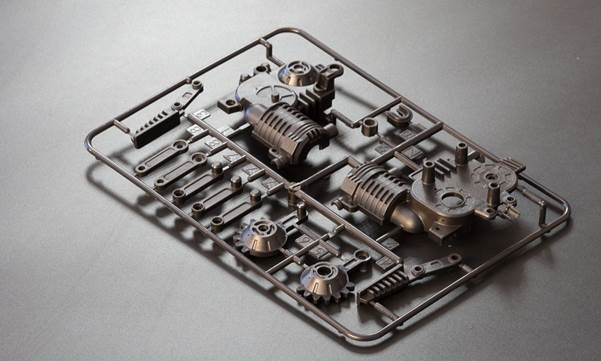
Machines can be used to manufacture thousands of identical parts in a very short time in a factory. This results in rapid and efficient production.
Most of the time, plastic pellets for injection molding are utilized in the machines to begin the process. Such pellets melt consistently when heated.
Production is dependent on material quality. Quality plastic resin for injection molding makes for a smoother flow and strength of the product.
Various materials are selected for different industries, based on the products they make.
Those that can be mass-produced in a uniform manner are preferred, and that is why plastics for injection molding are used.
Materials used in injection molding
There are numerous thermoplastics used for injection molding. These materials can be heated, melted and re-formed many times.
The most common raw form is pellets. One of the other popular types is resin.
The plastic pellets for injection molding are tiny, uniform particles which are easily shipped and stored. They are evenly melted in machines.
plastic resin for injection molding is a term that is used to enhance the strength and flexibility of the products that are used at the end.
Also, common plastics for injection molding are used by manufacturers, as they are cheap and can be utilized in lots of applications.
These materials are combined to produce plastic manufacturing industries.
The plastics for injection molding are chosen according to the specific demands of durability, heat resistance, and flexibility that are required for the application.
What is plastic pellets for injection molding?
The most basic raw material used in production is plastic pellets for injection molding. Small, easy to handle and round.
These pellets are then fed into injection machines at factories. The machine brings them up to temperature until they are melted into a liquid state.
Liquid plastic is next poured into moulds to form various shapes.
Because of the certainty of quality in mass production, plastic pellets for injection molding are very popular.
They also can be stored for a long time without harm.
The pellets are of various types, for various industries, for strong industrial parts or for soft consumer goods.
Manufacturers test plastic pellets for injection molding thoroughly before they can be used to prevent imperfections during manufacturing.
These pellets are vital to any large-scale plastic manufacturing systems.
To understand plastic resin for injection molding
plastic resin for injection molding is one of the key materials which is used to enhance the quality and performance of the products.
Resin is frequently provided in a solid form which will soften upon heating. Then it is formed in molds.
The type of the resin used is a crucial factor in the strength and flexibility of the final product.
The choice of plastic resin for injection molding will depend on the temperature resistance and durability requirements of the injection-molded product.
Many industrial applications are associated with it and it is much used for high performance materials.
Some resins can be flexible, others can be hard and tough.
Plastic resin for injection molding is preferred by the factories as it minimizes defect and enhances the quality of production.
It also supports the smoothness of the flow in the injection process.
Common Types of Plastics Used
There are a number of familiar plastic materials that are utilized in injection molding. Each type has its own name and can be selected according to the requirements of strength, flexibility or heat resistance of the product.
البولي إيثيلين (PE)
Polyethylene is a material that is used in the manufacture of many products. It is lightweight, flexible and waterproof. Commonly used for packaging, bottles and containers. Polyethylene is one of the common plastics for injection molding because it costs little and is easy to work with.
البولي بروبلين (PP)
Polypropylene is a material which is strong, lightweight, heat resistant and chemical resistant. It is used in many food containers, medical apparatuses, and automobile parts. Is one of the most favored plastics for injection molding thanks to its combination of strength and flexibility.
Acrylonitrile Butadiene Styrene (ABS)
ABS is a tough, impact resistant plastic. Applications include toys, electronic enclosures and automotive components. It is commonly chosen as a plastic resin for injection molding when durability and toughness is needed
البوليسترين (PS)
Polystyrene is a cheap and rigid plastic. Easy to mold and used in disposable cups, packaging, simple containers. It is included in many common plastics for injection molding parts because it is so cheap.
كلوريد البوليفينيل المتعدد الفينيل (PVC)
PVC, a hard yet tough, flexible or hard plastic. Used in pipes, fittings and cables. It is broadly used in the plastics for injection mold construction and industrial field.
بولي كربونات (PC)
Polycarbonate is a high-performance plastic, which is transparent and has high impact resistance. It is applied to safety products, lenses and electronic components. Frequently, it is used as a plastic resin for injection molding of premium quality.
نايلون (بولي أميد، PA)
Nylon is strong, wear resistant and has a good heat stability. Applied in mechanical parts, gears and industrial components. It is generally applied for the plastics for injection molding advanced applications.
Table 1: High-Impact Plastics for Injection Molding (Most Used Materials)
This table shows the most important plastics used in global injection molding industries. It is optimized for keywords like plastics for injection molding and common plastics for injection molding.
| نوع البلاستيك | Key Properties | Industrial Importance | Main Uses |
| البولي بروبلين (PP) | Lightweight, heat resistant, chemical resistant | One of the most widely used plastics worldwide | Automotive parts, packaging, medical tools |
| البولي إيثيلين (PE) | Flexible, moisture resistant, low cost | High-volume production plastic across industries | Bottles, films, containers, packaging |
| Acrylonitrile Butadiene Styrene (ABS) | Strong, impact resistant, durable | Common engineering plastic for strong components | Electronics housings, toys, automotive parts |
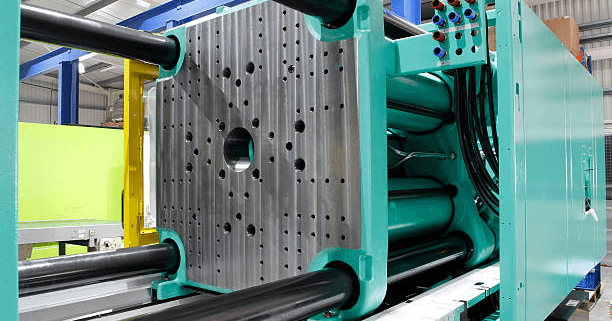
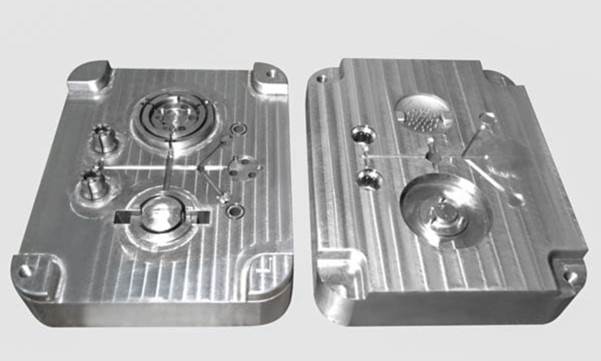
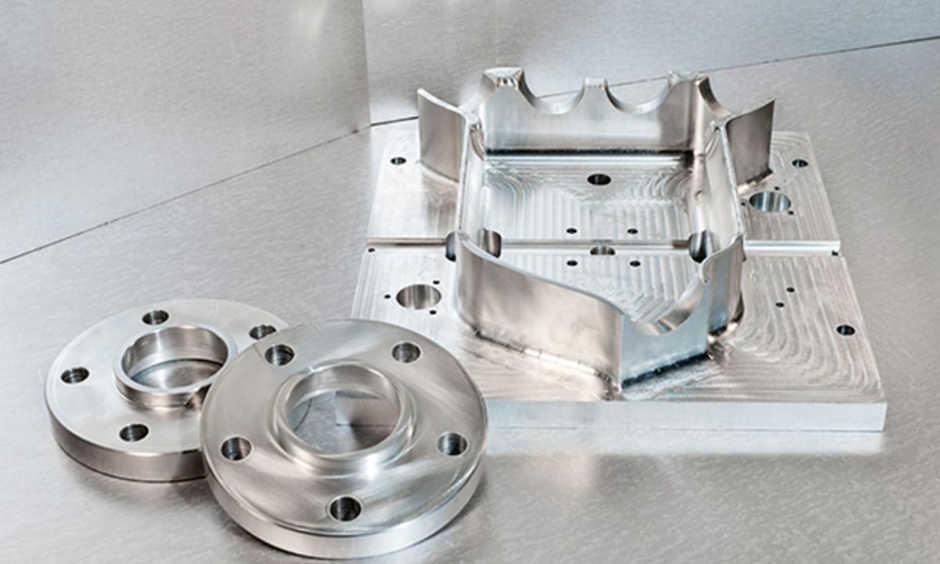
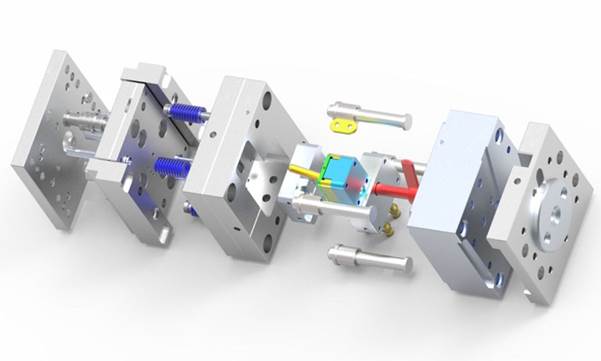
The injection molding process

Simple, yet extremely accurate injection molding process.
The first step is to put the raw materials into the machine. Typically, this step is performed by using plastic pellets for injection molding.
At this point, the pellets are again heated until they become a thick liquid.
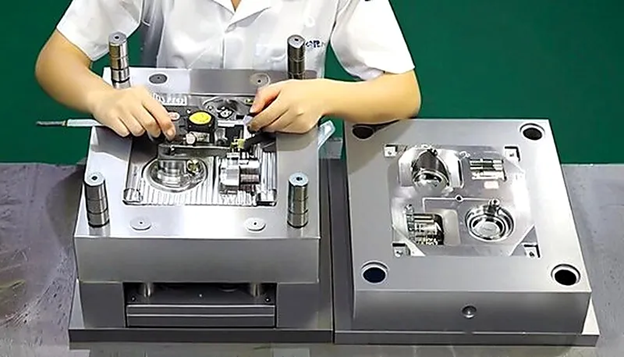
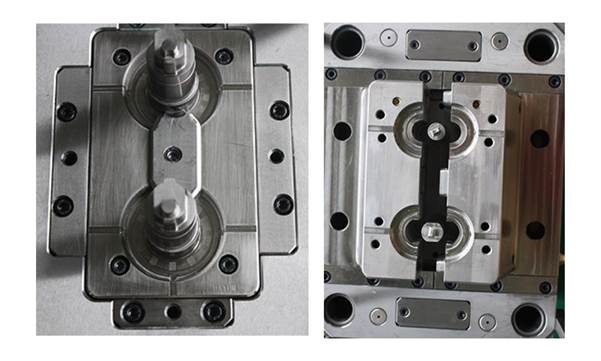
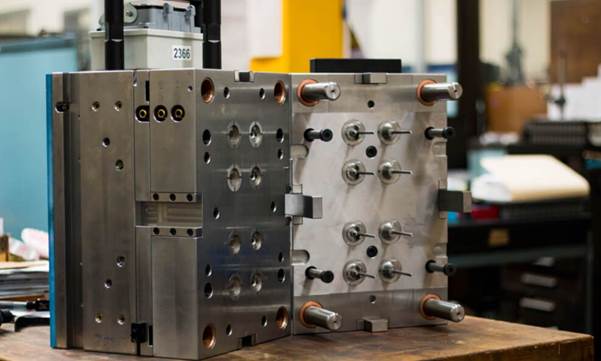
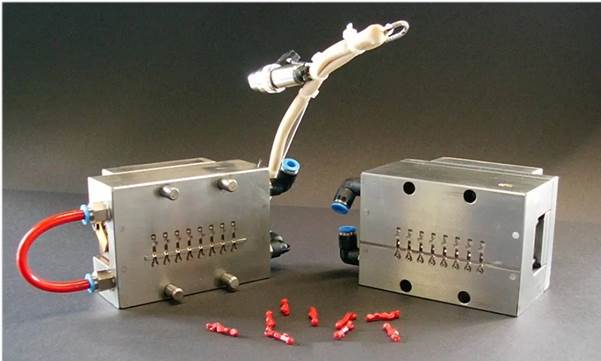
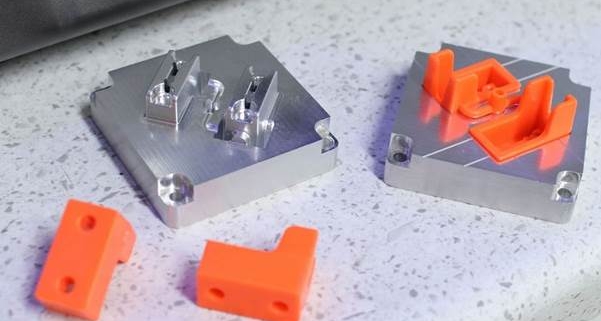
Under high pressure the liquid plastic is then injected into a mold.
The mold is cooled and the finished product is ejected.
plastic resin for injection moulding has different quality levels, which affect the smoothness of the flow in this process.
The fewer the defects, the better the surface finish is provided by good material.
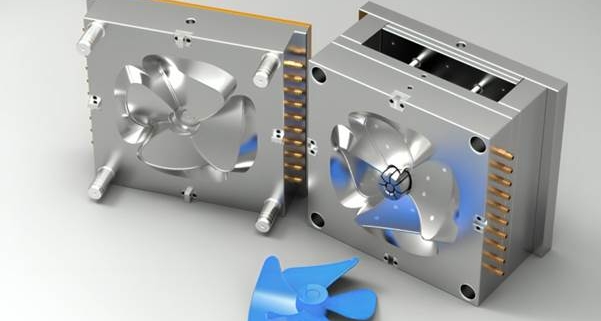
The plastics for injection molding allow to achieve complex shapes in a short time, and with efficiency.
Applications in Industries
Therefore, injection molding is widely used and is fast, reliable, and cost-efficient for various industries. It is used to allow manufacturers to manufacture large numbers of identical plastic components and maintain a uniform quality.
- In the automotive industry: plastics for injection molding are utilized to produce interior parts, panels, and dashboards that are tough and resilient. These materials are capable of enhancing the performance of vehicles at a low production cost.
- In the medical industry: precision and safety are very important. Syringes, surgical instruments, containers and other products are manufactured with plastic resin for injection molding, which guarantees hygiene and reliability.
- Consumer goods: Everyday items like bottles, storage boxes, and toys can often be shaped using plastic pellets for injection molding because they can be shaped smoothly and produced in a short amount of time.
- In electronics: common plastics for injection molding are used for manufacturing protective casings, switches, and device housings for their combination of strength and cost.
In summary, plastics for injection molding play a crucial role in the production of a vast array of items, catering to the needs of virtually every major industry through their flexibility and production efficiency.
Table 2: Injection Molding Plastics by Industry Applications
This table is designed for SEO traffic targeting industrial and commercial searches like plastic resin for injection molding and material applications.
| نوع البلاستيك | صناعة السيارات | الصناعة الطبية | المنتجات الاستهلاكية | صناعة الإلكترونيات |
| البولي بروبلين (PP) | Interior trims, dashboards | Syringes, medical containers | Storage boxes, kitchen items | Battery cases |
| البولي إيثيلين (PE) | Fuel tanks, liners | Medical bottles, packaging | Bags, films, packaging items | Cable insulation |
| ABS | Car panels, interior parts | Device housings | Toys, home appliances | Phone and laptop shells |
Control of quality in manufacturing

Quality control is crucial in an injection moulding manufacturing process.
Careful testing of raw materials before use is carried out in factories.
The plastic pellets for injection molding are tested for size, purity and consistency.
The flow rate and strength of plastic resin for injection molding is tested.
The common plastics for injection molding are tested for uniformity in quality.
Materials, if not good, may cause defects such as bubbles or cracks in the products.
Good quality plastics for injection molding ensure smooth production and fewer errors.
Injection Molding Materials’ Benefits
The injection molding process has numerous benefits for manufacturers.
- It facilitates quick manufacture of huge numbers.
- Lowers the average cost of production.
- It makes long-lasting, sturdy products.
As a result of the efficient mass production which they support, plastics for injection molding are largely used.
- They are also adaptable and can be used in a variety of industries.
- In order to keep manufacturing consistency, there are plastic pellets for injection molding.
- plastic resin for injection molding enhances the product’s quality and durability.
As mentioned above, common plastics for injection molding is a practice that makes it easy to lower the cost and scale up production.
Injection molding challenges
- Although injection molding is an efficient process, it has its problems.
- Product Quality can be impacted by material defects.
- Weak structures may result from improper heating.
- With poor quality plastic pellets for injection molding, there can be uneven melting.
- Surface defects can be caused by low-grade plastic resin for injection molding .
- If the wrong common plastics for injection molding are used, it may affect the performance of the product.
Temperature and pressure are important factors for manufacturers to carefully control, as they could create problems if not.
Even in the face of difficulties, plastics for injection molding still are the most reliable means of mass production.
Sustainability and Recycling

Environmental protection is increasingly gaining significance in manufacturing.
Today, there are numerous businesses that recycle plastic materials.
The term common plastics for injection molding can be recycled after processing in many situations.
Using recycled materials helps to decrease waste and pollution.
Development of Eco-friendly plastics for injection molding is being promoted for sustainable production.
There are also better plastic resin for injection molding industries which help to reduce environmental impact.
Recycling helps save energy and raw materials.
مستقبل القولبة بالحقن
- Injection molding technologies are advanced and look like a bright future.
- New technology making things faster and more accurate.
- The use of smart systems in factories to achieve better production control.
- More precise new plastic pellets for injection molding are being developed.
- Also, a stronger plastic resin for injection molding is being developed for industrial applications.
- plastics for injection molding will continue to play a major role in global manufacturing.
- common plastics for injection molding will continue to play an important role in high-quality and inexpensive production.
- This will be even more efficient with automation and AI.
الخاتمة
Injection molding is one of the most important technologies in modern production, which can help to realize the quick production, low error and mass production. It assists in the production of strong and cost-effective plastic products for the use of daily life inside the industries.
plastics for injection molding are the foundation of this whole process, and enable mass production in various industries. The term plastic pellets for injection molding guarantees that the material will be processed smoothly and produce high-quality injection molded products in the factory. Meanwhile, plastic resin for injection molding is crucial to enhancing strength, durability and quality of final products.
Furthermore, common plastics for injection molding offer adaptable and affordable options to satisfy a variety of applications, varying from home items to industrial components.
In conclusion, plastics for injection molding will continue to play a crucial role in the future of various industries, driven by ongoing advancement in technologies that enhance efficiency, sustainability, and product quality.
FAQ
What are plastics for injection molding?
Molding plastics can be either melted, molded and cooled into various products using injection molding machines, which are called plastics for injection molding. Because they are efficient and cost-effective, these plastics are utilized in medical, automotive, packaging and electronics applications.
The term plastic pellets for injection molding refers to what?
plastic pellets for injection molding are small plastic pellets that serve as raw materials for injection molding machines. These are poured into a mold and hardened to make a final product. These pellets have the advantage of uniform melting and product quality.
What is the definition of plastic resin for injection molding?
Base material which is used to manufacture molded plastic products is plastic resin for injection molding. Depending on the type of resin, it offers strength, durability and flexibility. Specific Resins are chosen by various industries depending on the performances that are needed.
What are the reasons for the use of plastics for injection molding in the industries?
Because of the ability of fast production, low manufacturing cost and high precision, plastics for injection molding are widely used. As well, they can be recycled and reused, making them suitable for large-scale industrial applications.
What is the difference between plastic pellets and plastic resin?
plastic pellets for injection molding is the physical raw material of the plastic used in machines, and plastic resin for injection molding is the type of base material used, it determines the strength, flexibility and performance of the final product.
Can injection molding plastics be recycled?
Yes, there are many plastics for injection molding which can be recycled. Common materials that are reused in manufacturing to minimize waste and promote sustainable production are polypropylene and polyethylene.