High volume injection molding is an extensive manufacturing procedure that is applied in large production of plastic parts. It is recognized to be efficient, consistent and cost effective. This approach is used by many industries to address the increasing demand of the products. High volume injection molding is a process that is preferred by businesses that are interested in scaling their production since it is a reliable way of producing the results.
This is suitable in companies which require mass production and do not compromise on quality. It is also useful in minimizing the expenditure in the long run. This guide will tell you all about the high volume injection molding, its process, advantages, material, as well as its use.
What is High Volume Injection Molding?
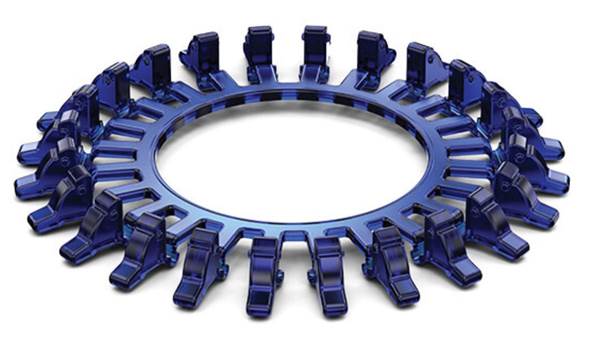
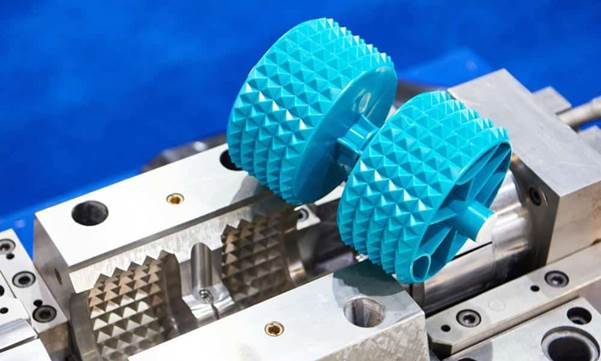
High volume injection molding is a production method, which is applied to manufacture thousands or even millions of similar plastic parts. Molten plastic is injected in a mold in this process, which cools down and solidifies to shape into the required shape. This process is repeated several more times in order to produce uniform products.
إن high volume plastic injection molding is normally applied when bulk production is necessary. It makes certain that all of the parts are of the same size, shape and quality. High volume custom injection molding is normally used by such businesses where they need the unique product design, but at the same time, the production volume needs to be large. The china high volume injection molding is also favored by many companies since it is cost effective and has large scale production.
Operation of the Process

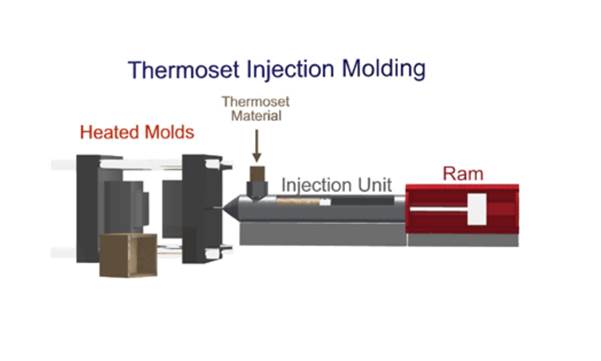
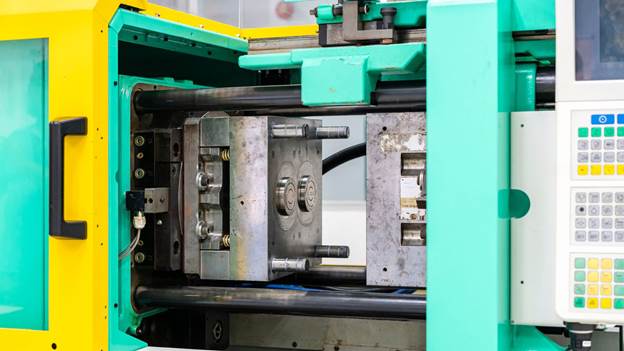
The high volume injection molding requires a number of crucial steps. The first stage involves the selection of the plastic material that is to be used depending on the requirements of the products. The various materials have varying strength, flexibility and durability.
The plastic is then heated till it is melted. This liquid plastic is next forced into a mold at a high pressure. The mold is made to have a shape that is the same as that of the final product. After the mold is filled with the plastic material, it is then left to cool down and harden.
The complete part is ejected out of the mold after it is cooled. The process is repeated in order to create additional components. The high volume plastic injection molding is very efficient and suitable in the mass production as it is a continuous process.
Advantages of the High Volume Injection Molding
Cost effectiveness is one of the largest benefits of high volume injection molding. Its initial set up cost may be expensive but the unit cost is very low in the case of large production of the products. This ensures that it is a cost-effective solution to the businesses. The other advantage is that of quality consistency. The high volume plastic injection molding is used to produce each part, and this way the part is almost the same and hence reliable and consistent. This is particularly crucial to those industries that are concerned with precision.
It is also very fast in the production speed. The contemporary machines are capable of making thousands of parts within a short period of time. This will enable the businesses to satisfy rigid deadlines and demand. Flexibility of design is the other strength. High volume custom injection molding enables the companies to produce an intricate and detailed design. It becomes easier to come up with unique and innovative products.
Moreover, wastage of materials is also minimal due to the fact that sometimes it is possible to reuse the surplus plastic. This renders the process to be more environmentally friendly than other manufacturing processes.
Uses of High Volume Injection Molding

The injection molding is done in high volume in most industries. It is also employed in the manufacture of parts like dashboards, panels as well as covers in the automotive industry. Such elements have to be very precise and durable. High volume plastic injection molding is applied in the production of small plastic elements in the electronics industry. These components find application in smartphones, computers and home appliances.
This also is applied in the medical industry to manufacture products such as syringes, containers, and medical tools. Such products demand great amount of cleanliness and precision. Another significant area of use is the consumer goods. The high volume injection molding is usually used in production of everyday products like bottles, containers and packaging materials.
Why Should High Volume Custom Injection Molding be chosen?
There are numerous companies where products have to be unique and brand oriented. High volume custom injection molding makes companies be able to produce customized design and still enjoy the mass production.
This allows the business to retain brand identity in the way that they can design the products that are unique in the market. It will also make sure that certain requirements are fulfilled without being at cost to production. Consequently, the high volume custom injection molding is ideal in cases where firms wish to have the customization as well as scalability.
Why Should China High Volume Injection Molding?
The manufacturing outsourcing is not a new trend and china high volume injection molding is a favored option to many companies. Reduction in the cost of production is among the primary causes. The cost of labor and operation in most cases is less and this saves the companies money. The other competitive edge is availability of advanced technology. Modern machinery is applied in most of the manufacturing industries in China that dictate high quality production.
The other advantage is a large production capacity. China high volume injection molding is appropriate when dealing with international companies since factories have the capacity of dealing with bulk orders. Furthermore, China boasts of great supply chain and logistics network. This facilitates to deliver products to different parts of the world in good time.
Plastics of High Volume Injection Molding
High volume injection molding is carried out using different forms of plastic materials based on the needs of the products. ABS is a brand of choice as it is durable and strong. It is generally applied in the automotive and electronic products. The other material that is commonly used is polypropylene. It is also light and elastic hence it is applicable in packaging and consumer goods. Nylon is also a strong material that is resistant to heat and this fact has rendered it suitable in industrial use.

Polycarbonate is also commonly applied in the production of items that need to be transparent and have impact resistance like safety gears. The material used should be chosen well since it has a direct influence on the performance and the durability of the product.
Design Hints to greater Success
High volume injection molding is highly dependent on good design. The simple designs tend to be less expensive and the production is simpler. Complicated designs may raise the cost and time. The thickness of the walls should be uniform, due to the fact that it avoids defects and enhances the product strength. Lack of evenness of the thickness may create problems when cooling.
The design is aided with addition of draft angles to assist in easy extraction of the parts out of the mold. This minimizes the chances of being damaged. One should also avoid sharp edges since rounded edges will be more durable and will contain fewer stress points. These design tips should enhance the quality of products produced through high volume plastic injection molding.
Difficulties in High Volume Injection Molding
The high volume injection molding has several challenges even though it has many advantages. Making molds may be expensive, and this might be an issue of concern to small businesses. Nevertheless, this is normally offset in the long run by large production.
Problems can also be generated by design errors. Failure to optimize the design in the right way may result in defects and delays in production. Another major consideration is the choice of materials. The performance and quality of the end product can be influenced by the incorrect choice of material.
It is also necessary to maintain the machines. Timely maintenance also means smooth running and avoidance of the untimely breakdown in high volume injection molding operations.
The Question of Selecting the appropriate Manufacturer
It is important to select the manufacturer in order to have a successful high volume injection molding. One should choose the company that is experienced and skilled in the sphere. Proficiency in manufacturing will give more credible manufacturers a higher chance of producing quality outcomes.
The quality standards must also be looked into. A quality manufacturer will be dependent on a strict quality control. The other factor is pricing. Competitive rates should be found, but quality must not be lost. Capacity of production is also important. The manufacturer ought to have the capabilities of managing large orders particularly where there is a high volume plastic injection molding project.
High Volume Injection Molding Factors of Cost
It is extremely important to the businesses to know the cost structure. The injection molding can be performed in high volume which can be costly initially, but in the long run it will prove to be cost effective. The main cost factor is the mold. The manufacturing and the design of molds involve a lot of money particularly when dealing with a complicated part.
Material cost is another factor that is important. Various plastics carry different prices basing on their properties and quality. The correct material selection can be used in the high volume plastic injection molding to manage the overall costs.
Operation of machines and workforce also add to the overall cost. Automation has however minimized the labor dependency of contemporary production. This is because high volume injection molding is more efficient and cost effective.
The volume of production is also important in pricing. The more the units the less the cost per unit. That is the reason why most companies would use high volume custom injection molding to produce in large quantity. China high volume injection molding is usually adopted by companies because it is relatively cheap and has high capacity of production.
High volume injection molding Quality Control

In high volume injection molding it is critical to maintain quality. This means that production runs are large and therefore any minor mistake may result in a huge loss. This is why the quality control should be on strict measures. Manufacturers have high-technology inspection instruments to test size and functionality of products. The high volume plastic injection molding is normally done by automated systems to identify defects at the initial stage. This will enable uniformity in all products.
There is also the importance of the material testing. It makes sure that the plastic chosen is of the desired standards. The quality checks are even more of critical concern in the high volume custom injection molding since the products are designed to be used to fulfill particular needs. A number of manufacturers in the china high volume injection molding practice international quality standards. This will guarantee that products are in line with the demands of the world and expectations of the customers.
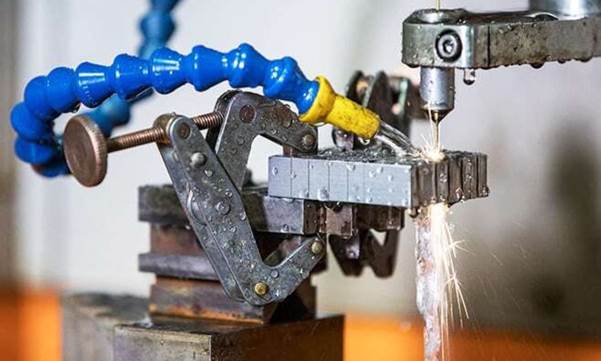
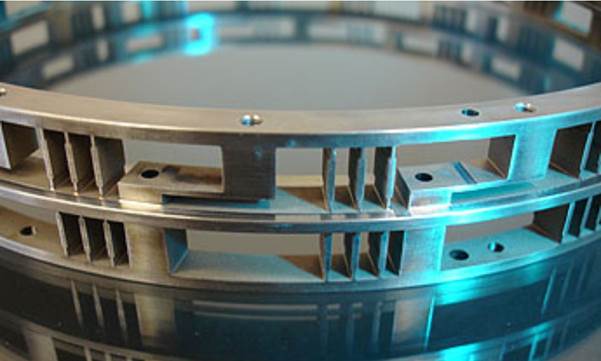
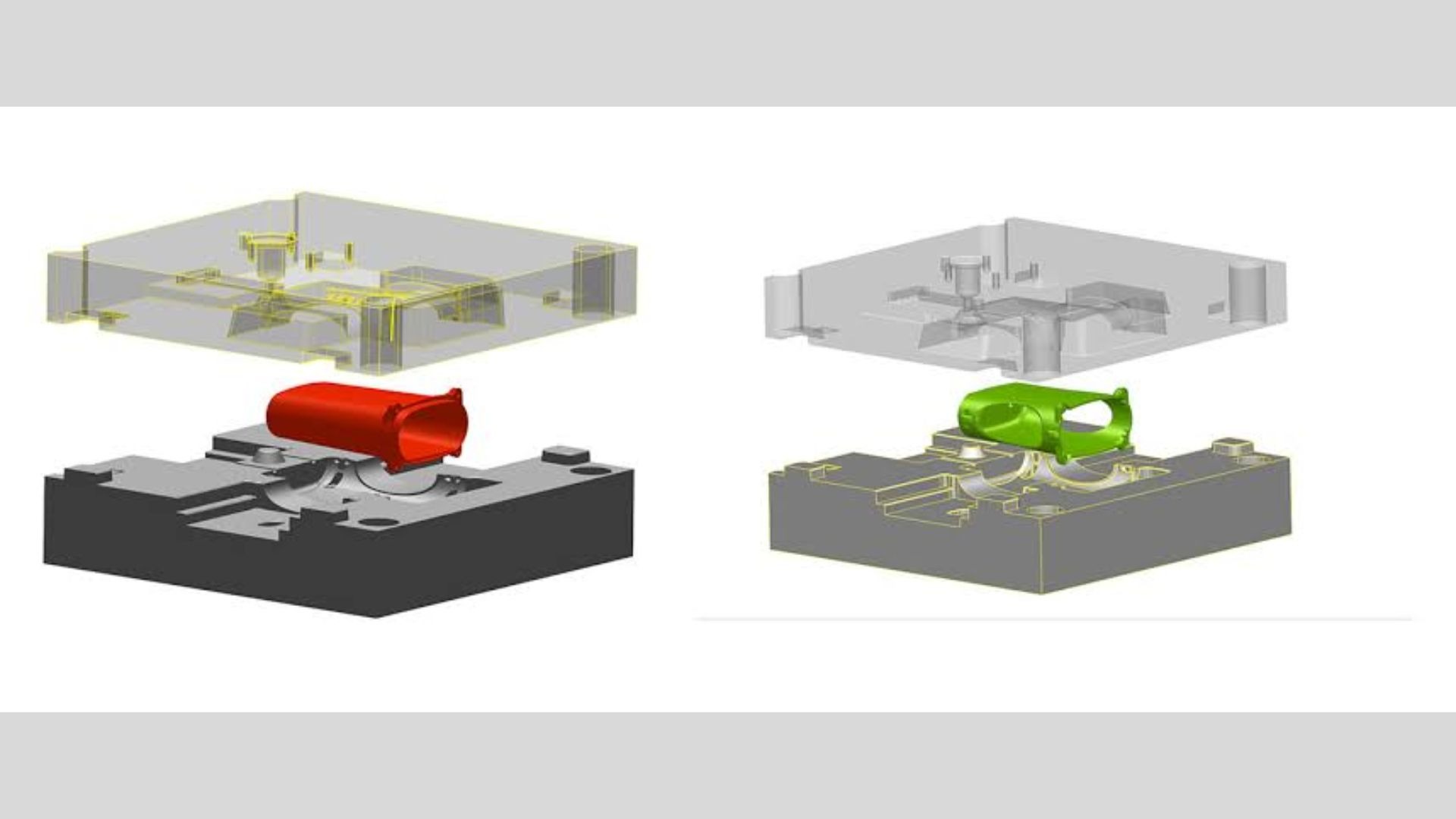
Injection Molding High Volume Tooling
One of the most significant issues of high volume injection molding is tooling. The final shape and quality of the product is dependent on the mold. Good quality molds may have millions of cycles. The design of the tooling should be accurate. Any minor mistake will have an impact on the whole production process. In large volume plastic injection molding, there is the need to have durable molds so that production can run over a long period of time.
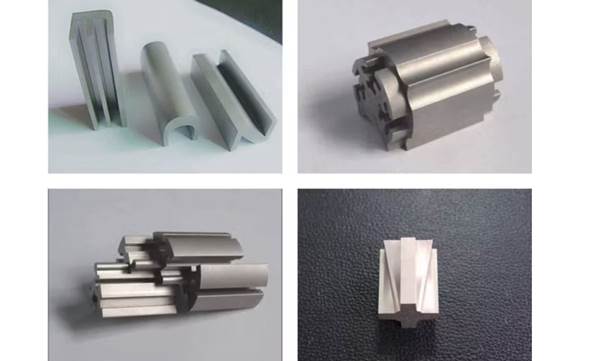
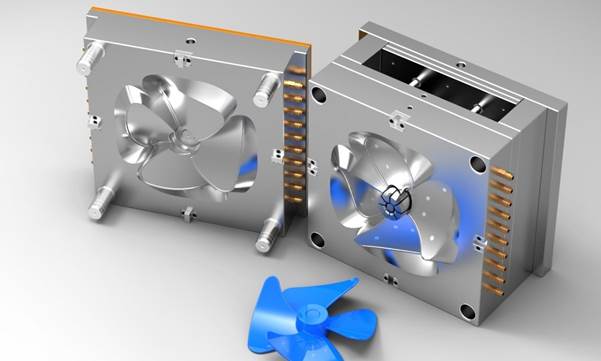
Molds are used in manufacturing of different types. Single-cavity molds are used to produce a part at a time and multi-cavity molds are used to produce many parts within a cycle. Multi cavity molds are usually applied in high volume custom injection molding since they enhance efficiency.
China high volume injection molding is always used by many companies to have tools due to the cost benefit and technical experience. Properly made molds enhance faster production and minimize the defects.
High Volume Injection Molding: Automation
The manufacturing industry is undergoing a change with automation. The injection molding processes have been increased to a higher volume and the machines and robotic systems are used to enhance efficiency. The parts are handled by robots; the products are removed out of molds and quality checks performed. This minimizes the human error and maximizes the speed of production. Automation is highly beneficial when it comes to the high volume plastic injection molding since it must be operating at all times.
Intelligent machines have the ability to check temperature, pressure and cycle time. This guarantees stability and minimizes poor performance. Automation in high volume custom injection molding is used in keeping accuracy in customized designs. Due to the need to remain competitive in the world arena, most of the factories with china high volume injection molding are embracing automation. This results in increased speed of production and quality products.
Practicality of Sustainability in High Volume Injection Molding

One of the concerns that are taking center stage in manufacturing is sustainability. High volume injection molding is developing in the direction of environmental safeguarding. Minimal waste of the material is one of the primary benefits of this process. Unnecessary plastic may be recycled and reused. Plastic injection molding of high volume is used to promote eco-friendly production.
Most firms are currently adopting biodegradable and recyclable substances. This minimizes pollution and sustenance objectives. With the high volume custom injection molding, businesses are able to select materials that will conform to their environmental policies. The China high volume injection molding producers are also going green. They are adopting the environmentally friendly machines and minimizing emissions. This assists in developing a more sustainable production process.
Troublesome flaws and the ways to prevent them
High volume injection molding has defects even with the advanced technology. The awareness of these problems assists in the enhancement of the quality of products. Warping is one of the defects. This occurs due to uneven cooling of parts. This can be avoided in high volume plastic injection molding by proper designing of the mold and ensuring there is uniformity in the wall thickness.
The other problem is sinking marks. These come in form of tiny dents on the product surface. They tend to be as a result of poor cooling or shrinkage of materials. This problem can be resolved by changing the parameters of the processes. The other common defect is flash. It takes place when there is a leakage of excess material in the mold. This problem is avoided in high volume custom injection molding by ensuring that the molds are aligned correctly.
The manufacturers operating in the china high volume injection molding employ superior mechanisms in order to identify and correct flaws within a short period of time. This guarantees quality production.
A comparison of High Volume and Low Volume Injection Molding
One should know the difference between high volume and low volume production. The high volume injection molding is geared towards mass production whereas low volume is applied to the smaller quantity. Injection molding of plastics can be done in high volumes to provide low cost per unit because of high volumes of production. It suits well with products which have a steady demand.
Low volume production on the other hand is appropriate in prototypes or small batches. It is cheaper in terms of initial costs but expensive in terms of unit costs. High volume custom injection molding is most preferred in a business that would like to increase production and yet retain individual design. China high volume injection molding is preferred by many companies and is applied in cases where quantities are required in large numbers and at competitive costs.
Most Benefiting industries

High volume injection molding is very useful in a number of industries. This is a process that is used in the automotive industry to come up with durable and precise components. Electronics industry is the sector that depends on the high volume plastic injection molding of small and complicated parts. These are the elements of the modern devices.
This is also the method used in the packaging industry. Goods such as bottles, caps and containers are done in bulk. The high volume custom injection molding is applied in the medical industry to produce safe and sterile products. This makes sure that they are in line with strict regulations.
China high volume injection molding does a significant contribution towards provision of products to such industries across the world.
The Future of High Volume Injection Molding
High volume injection molding has a brighter future. Automation is getting prevalent and this makes the work smoother and less human error. The production processes are being enhanced with the use of smart machines. It is also developing new materials that can be used to improve the performance of products. These are more powerful, flexible and sustainable materials.
The concept of sustainability is taking center stage. Recyclable plastics in high volume injection molding are now being put into high use in many companies where environment impacts are to be minimized.
الخاتمة
High volume injection molding is a critical production procedure that is necessary to companies that need to produce in mass. It has numerous benefits such as being cost effective, fast and of the same quality. High volume plastic injection molding is more suitable when producing large numbers of the same product where high volume custom injection molding can be used to have unique and customized designs. China high volume injection molding is affordable and has a high production volume thus many companies prefer it.
Having the knowledge of the process, materials and best practices, business can make a more informed decision and attain positive production results. قولبة الحقن بالحقن بكميات كبيرة is still a major aspect of the contemporary production and will still be significant in the future.
الأسئلة الشائعة
5. What are the saved costs which are high volume injection molding?
The initial set up costs are also quite expensive, but the unit cost reduces in large quantities of productions. There are also advantages on automation and effective use of materials which help in minimizing the costs in general.
What does high volume injection molding mean?
High volume injection molding is a manufacturing technique which is employed in the manufacturing of majority of plastic components according to a brief duration of time. It entails the use of melted plastic that is injected in the mold to produce the same products that are of the same quality.
2. Why does the business have high volume injection molding?
This is the one that the businesses would like since it consumes less time and it is not costly per unit in case of mass production. It further makes all products to appear and work in the same way.
3. In what are the common areas where high volume injection molding is applied?
This has been applied majorly in the automobile sector, electronics, health and house goods. It is best when it comes to the manufacture of products that require mass production.
4. Does it possess high volume injection molding that is cost effective?
Yes, it is very cost effective in cases where large batches of production are taken. Although the initial arrangement might be costly, the general cost is reduced with increase in the production of the units.