
TPE-overstøbning
Nu er det tid til at begynde at overstøbe termoplastiske elastomerer (TPE'er). TPE'er er traditionelt blevet brugt til at erstatte gummi, men nye tendenser på forbrugermarkedet har gjort ideen om overstøbning til en realitet i erhvervslivet. Efterspørgslen og tendenserne på forbrugermarkedet vokser for bedre ergonomisk fornemmelse og berøring, gribeevne, udseende, slagbeskyttelse, vibrationsadskillelse og isolering. Designere af forbrugerprodukter sætter standarden for materialeproducenter ved at komme med løsninger, der ser godt ud og føles godt, og som fungerer godt i krævende slutanvendelser.
Dette essay handler om TPE-overstøbningsteknologi i generelle vendinger og som en gruppe af materialer, der kan bruges til at lave designede løsninger til denne evigtgrønne trend. Med hensyn til stive substrater er polypropylen (PP), polyethylen (PE), polystyren (PS), slagfast polystyren (HIPS), polyphenylenoxid (PPO), glykolmodificeret polyethylenterephthalat (PETG), acrylonitril-butadien-styren (ABS) og semikrystallinsk polær plast som polyester (PET, PBT) og polyamid (Nylon 6, Nylon 66) nogle eksempler. Nye teknologier til blanding og sammensmeltning af materialer har gjort det muligt at fremstille varer, der kan oversprøjtes på disse forskellige substrater.

Når TPE skal oversprøjtes på stive overflader, er der mange ting, der er meget vigtige. Den første og vigtigste ting er at vælge den type TPE, der fungerer sammen med den stive base. Det er også vigtigt at vælge overstøbningsprocessen (f.eks. insert eller 2K Moulding), maskintypen, procesbetingelserne, hvordan materialet forberedes, emnets design og formens design. Unikke materialeteknologier, nye emne- og værktøjsdesigns og forbedringer i overstøbningsteknologier vil holde designernes sind aktivt, så de kan opfylde forbrugernes konstant voksende behov for komfort, godt udseende og merværdi.
TPE-overstøbningsteknologi
TPE-overstøbning bruger sprøjtestøbning til at lægge et materiale (Over-Mold) oven på et andet materiale (Substrat). Det overstøbte materiale skal klæbe til underlaget på en måde, der holder i slutbrugssituationen og fungerer godt. Overstøbning fjerner behovet for lim og primer til at fastgøre TPE'er til hårde materialer. Overstøbningsteknologien giver designerne mere frihed, sænker produktionsomkostningerne og gør det nemmere at lave ting. Multiple Material Moulding og Insert Moulding er de to vigtigste måder at lave overstøbning på.
Sprøjtestøbning med mere end ét materiale kaldes også flerfarve- eller to-shot-sprøjtestøbning. Figur 1 viser den type værktøjer, der bruges. De har to eller flere indsprøjtningsenheder. Sprøjtemaskinens arme kan indstilles, så de er parallelle med hinanden eller i rette vinkler i forhold til hinanden. Der er to sæt huller i formen. Det ene sæt støber grundmaterialet, og det andet sæt støber dækmaterialet.
Der er to trin i processen med at støbe med to skud. Det første trin er, at den første tønde skal fylde substratets sæt af huller. Når substratet er afkølet, åbnes formen, og den side, der kan bevæges, drejes 180°, uden at substratet kommer ud af formen. Derefter lukkes formen, og overformningsmaterialet sprøjtes ind i den anden tønde. Den anden halvdel af formen fyldes ud på den side, der står stille. Hvis overformningsmaterialet skal formes på begge sider af emnet, kan formen flytte emnerne mellem to sæt huller i stedet for at dreje.
Maskiner med roterende plade vs. maskiner med roterende matrice: En roterende plade på den anden del af pressen er nogle gange indbygget i maskinen for at få den til at dreje. Når en roterende plade bruges fire gange separat, bruges der typisk formhalvdele, som er monteret på den. Der er tidspunkter, hvor rotationen er indbygget i selve værktøjet, og der kun er to formhalvdele, men fire sæt formhuller.
Bevæger sig: Værktøjet i Core-processen har en bevægelig del, der drives af hydraulik eller luft. Når det første substrat er blevet injiceret og har fået tid til at køle af, trækkes en formsektion tilbage, så der bliver plads til TPE-overformningsmaterialet. TPE'en indføres derefter, for det meste fra den side af hullet, der er synlig, når indsatsen trækkes tilbage. Denne metode har hurtigere cyklustider, mere kavitation og bedre maskinydelse. Det eneste problem er, at der kun kan bruges en konstant tykkelse af TPE.

Indsatsstøbning - overstøbning af indsatser
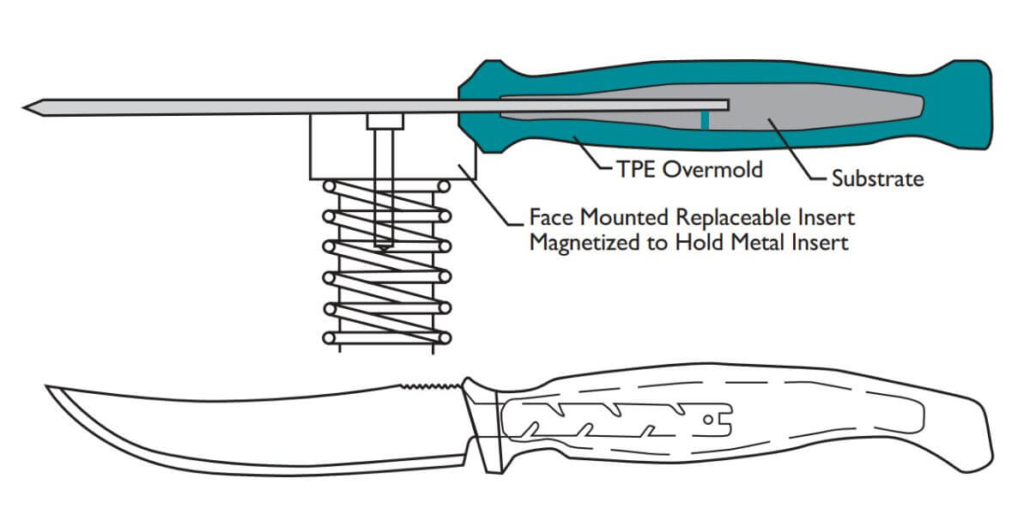
Indsatsstøbning er en af typerne af overstøbning, og under indsatsstøbning sættes et hårdt plastsubstrat eller en metaldel, der allerede er støbt, ind i hullet af en robot eller en person (figur 2). Det andet materiale, kaldet "over-mold", lægges på den ene side af indsatsen eller rundt om det hele andre gange. Til indsatsstøbning bruges standard sprøjtestøbeværktøjer.
Rotere eller flytte rundt? Bordstøbning: En vandret indsprøjtningsenhed eller en robot bruges til at forme et substrat eller sætte en indsats i det andet hulrum i den første position. Bordet flyttes eller drejes til den næste station, hvor en anden vandret eller lodret sprøjteenhed bruges til at sætte TPE'en ind. Du kan bruge en varm indsprøjtning eller placere løberen ved spaltelinjen. En tredje omdrejning af den roterende enheds bord sender den til en "off-load"-station, hvor den færdige todelte del skubbes ud.
TPE-overstøbningsproces
Hvilken af de mulige processer og formdesigns, der skal bruges, afhænger af det valgte materiale, prisen på arbejdskraft, de værktøjer og maskiner, der er til rådighed, og økonomien i at lave mange af dem. Hvis indsatsen ikke er en termoplast, skal der anvendes insert moulding. Hvis du kun har brug for en lille mængde af plast- eller metalsubstratet, omkostningerne til lokal arbejdskraft er lave, og du har brug for at holde omkostningerne til værktøjet nede, bør du placere dem i hånden. Til større mængder arbejde kan man bruge shuttle-værktøjer. Robotplacerede skær og rundbordsværktøjer kan bruges, når mængden af arbejde, der skal udføres, retfærdiggør omkostningerne. Hvis du skal lave mange dele, eller hvis arbejdsomkostningerne er høje der, hvor du bor, er to-materiale-støbemaskiner bedst til plastsubstrater. Til de højeste produktionsantal og de flotteste dele er varmkanalsystemer med ventilporte bedst.
Overvejelser om design af overstøbningsdele
Der er mange forskellige dele af at designe overstøbninger, og denne artikel handler om nogle generelle ting, man skal huske på.
Når det gælder materialer, er der strengere regler for limbare TPE'er end for almindelige TPE'er. Det samme gælder for fremstilling af dele. Når man designer todelte dele, skal man tænke på, hvordan de to forskellige fleksible materialer vil krympe, hvilket er anderledes end at designe endelte dele. Begge har deres egne port- og løbesystemer, som skal tilpasses ud fra det anvendte materiales egenskaber.
For at få den bedste cyklustid skal de tynde vægge i basen og overformen være så jævne som muligt. I de fleste overstøbningssituationer vil vægge, der er mellem 1 mm og 3 mm tykke, passe godt sammen. Hvis emnet har brug for tykke områder, skal de udkernes for at forhindre emnet i at krympe for meget og for at skære ned på cyklustid og vægt. For at undgå flowproblemer som tilbageløb og gasfælder skal ændringer i vægtykkelsen ske langsomt. Tilføjelse af cirkler (mindst 0,5 mm) til skarpe hjørner kan hjælpe med at sænke stress i det område. Dybe mørke lommer eller ribber, der ikke kan åbnes, bør undgås. Lange træk bør have et træk på 3 til 5 grader for at hjælpe bolden med at komme ud. Dybe underskæringer kan laves med overformede compounds, men kun hvis der bruges en fremskudt kerne, når formen åbnes, delen ikke har nogen skarpe kanter, og elastomeren får lov til at bøje, når den kommer ud af formen.
Når de støbes, krymper de fleste TPE-forbindelser en hel del i strømningsretningen, men ikke ret meget, når de støbes i tværstrømningsretningen. Det kan få overstøbningsmaterialet til at krympe mere end substratet, når emnet tages ud af værktøjet. Det kan så få substratdelen til at vride sig, generelt i overstøbningsmaterialets strømningsretning. Det gælder især for dele, hvor substratet er tyndere end overstøbningen, eller hvor der bruges et substratmateriale med lav stivhed. delene skal være lange og tynde. Dette kan delvist løses ved at bruge basismaterialer med et højere modul og tilføje afstivende ribber til substratet. Det vil også hjælpe at bruge tyndere lag og en overformningskvalitet med mindre hårdhed. Det kan også hjælpe at flytte porten for at ændre TPE'ens flowmønster.
Shore-hårdhed, som er et materiales modstandsdygtighed over for buler på en støbt plade med en minimumstykkelse på 6,3 mm (ASTM D2240), bruges til at måle TPE-materialer. En genstand med en lavere hårdhed føles blødere på ydersiden, selv om den har samme tykkelse. Men fordi overstøbning normalt kun sker på den tynde hud af TPE, påvirker den hårde base nedenunder, hvor blødt det føles. Hvis man tester hårdheden, vil et mindre indgreb vise, at klippen er hårdere, selv om huden er blød. Hvis gummioverformen skal være på begge sider af delene (A og B), skal der bruges to materialeforme, der kan bevæge sig mellem formsektionerne. For at lave et glat lag på en del eller hele siden af en enkel del, skal du bruge to materialeforme med bevægelige kerner. Udgangshastigheden kan være meget høj, afhængigt af hvor tykke væggene i elastomeren og substratet er.
Hvordan TPE klæber til teknisk termoplast
Der er mange ting, der kan ændre, hvor godt hård teknisk plast og blød gummi klæber sammen. For at opbygge specifikke relationer mellem materialer er det vigtigt, at overfladeenergierne for dem begge er de samme. TPE's evne til at klæbe til en overflade er en anden vigtig faktor. For at der kan ske visse reaktioner mellem TPE'en og underlaget, skal de være meget tæt på hinanden, og overfladen skal være våd. Den måde, TPE'erne teologiserer på, som vist i figur 3, afgør, hvordan de bliver våde. Overstøbningsmaterialer har ikke særlig høj viskositet. De er også følsomme over for forskydning og udviser forskydningsfortyndende adfærd.
Billedet nedenfor viser, at viskositeten er nær den nedre ende af området, når flowhastigheden er høj. Det hjælper TPE'en med at løbe ind i og udfylde tyndvæggede områder, som er almindelige ved overstøbning.

TPE'ens kemi og typen af industriplast har stor indflydelse på, hvor godt den fugter. Ud over vedhæftningsegenskaberne spiller elastomerens diffusions- og viskoelastiske egenskaber også en rolle. Det punkt, hvor TPE'en og det stive substrat mødes, er meget vigtigt for både bindingsstyrken og typen af svigt, som enten kan være sammenhængende (C) eller klæbende (A). Når man leder efter tegn på en stærk binding, mener man normalt, at det kohæsive system er den bedste måde at se det på. Men en svag TPE med kun moderat bindingsstyrke kan få det til at se ud, som om forbindelsen er stærk. Der er tidspunkter, hvor der er god binding, selv når limen svigter. Der er tre typer processer ved kontakten, som kan hjælpe det stive substrat og den bløde termoplastiske elastomer med at klæbe sammen. Disse kan ses på billedet nedenfor.

Designet er det, der gør den mekaniske forbindelse mulig. Der skabes ikke en reel forbindelse mellem de to overflader, men enhver TPE vil fungere i dette tilfælde. Den anden måde fungerer, fordi substratet og det overstøbte TPE-materiale er kemisk kompatible. Kemisk kompatibilitet er baseret på overfladeenergierne, som er forbundet med, hvor godt substratet og TPE'en klæber sammen. Når støbemetoden og temperaturen er rigtig, kan der dannes en grænseflade, hvor molekylerne i basen og overstøbningen blandes. Man kan lave en grænseflade med en styrenisk TPE eller en olefinisk TPE, der er støbt på polyethylen som basis. Den tredje måde kan indbygges i TPE'en. Limningsprocessen består af specifikke polære interaktioner eller kemiske reaktioner mellem grupperne i TPE'en og det stive substrat.
En "90-graders skrælningstest" kan bruges til at finde ud af, hvor stærk bindingen er mellem TPE'en og den industrielle plast. Vi ændrede ASTM D903-metoden for plast for at teste, hvor godt blød TPE klæber til hård termoplast. En støbt base med en TPE-hudindsats støbt ovenpå bruges til testene. En Instron-spændingstester bruges til at skære og trække en strimmel TPE, der er en tomme bred, i en ret vinkel i forhold til basen. Den er låst fast på hjulet, så den 90-graders vinkel forbliver den samme, mens der trækkes i gummiet. Vedhæftningsstyrken findes ud fra, hvor hårdt det er at trække elastomeren væk fra underlaget. Denne kraft er normalt over 3 cm. Den inddeles i to grupper baseret på, om den svigter på grund af klæbesvigt (A) eller kohæsionssvigt (C). Klæbesvigt betyder, at der ikke er nogen TPE-rester tilbage på materialet. De angivne tal er gennemsnittet af tre forskellige undersøgelser af vedhæftning. Fordi kunden ønsker et vist niveau af vedhæftning, har vi besluttet, at et vedhæftningstal højere end 12 pli er godt nok.
I dag er der stor interesse for at overstøbe TPE'er på stive substrater, især til markedsvarer, der skal have et blødt touch. Nye TPE'er bliver overstøbt på et stigende antal substrater. Det giver designerne større designfrihed og mulighed for at få deres varer til at skille sig ud på et marked fyldt med "me-too"-kopier.
TPE'er er meget berømte, fordi de hjælper med salget på salgsstedet. Folk har i dag et stort udvalg af varer at vælge imellem i butikkerne, og virksomheder, der fremstiller varer, ønsker at få deres til at skille sig ud. Der er mange gode grunde til at vælge et produkt med TPE overstøbning overflade, såsom nye farver, teksturer, mønstre og komfort. For mange mennesker føles en "varm", blød berøring bedre end en hård plastikfornemmelse. Og ting, der ser ud og føles som gummi, anses ofte for at være mere værdifulde. Folk er blevet klogere på at finde varer, der passer bedre til deres krop og reducerer vibrationer, nu hvor de ved mere om ergonomi og stigningen i antallet af overbelastningsskader i leddene. Overstøbte TPE'er kan også være nyttige til andre ting end følelse og anvendelighed. Nogle eksempler er at give et sikkert, stærkt greb i våde områder, vandtætte pakninger og tætninger, indstøbte "kofangere" til at beskytte mod stød og forhindre tidlig brud og reducere vibrationer.






")



Skriv en kommentar
Vil du deltage i diskussionen?Du er velkommen til at bidrage!