A modern termelés a hatékonyságra és a pontosságra törekszik. Az alkalmazott technikák közé tartozik a gázzal segített fröccsöntés. A gázzal segített fröccsöntés olyan technológiai gyártási módszer, amely segít könnyű, tartós és összetett műanyag alkatrészek előállításában. Az üreges részek úgy jönnek létre, hogy a szerszámba inert gázt fecskendeznek, ami csökkenti a felhasznált anyag mennyiségét és lerövidíti a ciklusidőt is.
Ennek eredménye a méretpontosság növekedése, a torzulások csökkenése és az innovatív formatervek megvalósításának képessége. A gázfröccsöntés hasznos az autóiparban, a bútoriparban, az elektronikai iparban és a fogyasztási cikkek iparában, ahol költséghatékony, magas minőségű gyártásra van szükség. Megbízható sentinel gázasszisztens fröccsöntő beszállítók biztosítják a rendszeres eredményt. Az uralkodó termeléssel a legtöbb gyártó olyan fröccsöntött termékeket használ, amelyeket gázzal segítettek, ami lehetővé teszi a gyártók számára a hatékonyság, az erő és az esztétikum elérését.
Mi az a gázzal segített fröccsöntés?
Gázasszisztens fröccsöntés az az eljárás, amelynek során inert gázt (általában nitrogént) fecskendeznek a szerszámba a műanyag befecskendezése során. A gáz a meleg műanyagot az alkatrész vékony falához vagy üregéhez szorítja, és üreget hoz létre benne. Ez a technika anyagot takarít meg, növeli a méretpontosságot, és a vetemedés minimálisra csökken.
Az eljárás a legmegfelelőbb azoknál a szelvényeknél, amelyek vastagok, vagy amelyek szelvényei hosszú áramlási utakkal rendelkeznek. Széles körben alkalmazzák az autó-, bútor- és fogyasztási cikkek gyártásában. A minőséget és a megbízhatóságot a gázzal segített fröccsöntés megfelelő beszállítóinak kiválasztása biztosítaná.
A gázzal segített fröccsöntés működése
Úgy kezdődik, mint a hagyományos fröccsöntés, ng ahol a műanyagot egy formába fecskendezik. Miután a forma üregét részben kitöltötték, nyomás alatt lévő gázt fecskendeznek néhány területre. Ez a gáz a folyékony műanyagot kifelé kényszeríti, hogy üreges csatornákat, ls de a felületet keményre alakítja.
A módszer eredményeképpen a vastagabb alkatrészeknél csökkentett feszültség, nulla süllyedés és egyenletes falvastagság érhető el. Az eredmény egy kiváló minőségű alkatrész, amely méretstabilabb, könnyebb és erősebb. Ezek a tulajdonságok funkcionális és esztétikus tulajdonságok a termékek gyártói számára, mint például a gázzal segített fröccsöntés.
A gázzal segített fröccsöntőforma alkalmazásai: A gázzal segített fröccsöntés egy hajlékony gyártási technika, amelyet a főbb iparágak elfogadnak. Üreges vagy bonyolult formákat lehet létrehozni kisebb erőfeszítéssel, így hasznos és dekoratív célokra egyaránt alkalmas.
Autóipar Az ipari gázzal segített fröccsöntést a belső panelek, ajtókilincsek és szerkezeti alkatrészek esetében az autógyártók végzik. Az eljárás könnyűvé teszi anélkül, hogy elveszítené az üzemanyag-hatékonysághoz és a teljesítményhez kapcsolódó szilárdságot.
Bútorok és fogyasztási cikkek
A gázzal segített fröccsöntést a bútorok, készülékek és szerszámok műanyag alkatrészeiben létrehozott üreges részek létrehozására használják. A könnyű alkatrészek, mint széktámlák, fogantyúk és házak hatékony gyártási módot képeznek.
Ipari berendezések
A robotok és a gépek általában bizonyos méretű, erős műanyag alkatrészeket igényelnek. A gázzal segített fröccsöntésen alapuló gyártott termékek tartóssággal, szabványos falvastagsággal és vetemedésállósággal rendelkeznek.
Elektronika A gázzal segített fröccsöntést a fogyasztói elektronika, a szerszámházak és más olyan eszközök gyártásánál használják, amelyeknek erős és vonzó megjelenésre van szükségük, ezért alacsony anyagfelhasználás mellett.
Egyéb alkalmazások
Sportfelszerelésekhez, játékokhoz és csomagolásokhoz is használják. A gyártók igénybe veszik a gázzal segített gázasszisztált fröccsöntő gyártók szolgáltatásait, akiknek lehetőségük van az adott méretű és minőségű alkatrészek gyártására.
Miután ismertek az ilyen alkalmazások, a vállalatok megtapasztalhatják a teljes előnyös gázasszisztens fröccsöntést a könnyű és megfizethető termékek előállításához.
Felhasznált anyag
Hőre lágyuló műanyagok: A hőre lágyuló műanyagok a gázzal segített fröccsöntésben leggyakrabban használt anyagok. Egyes anyagok könnyen megmunkálhatók és ragaszthatók a gázasszisztált eljárás során, mint például a polipropilén (PP), a polietilén (PE), az ABS és a polikarbonát (PC). Ezek a műanyagok kényelmesek a könnyű és erős fröccsöntött termékek gyártásához.
Megerősített műanyag: Az üveggel erősített nejlon- vagy polipropilén műanyagok ráadásul szívósak és merevek. Olyan területeken használják őket, ahol az alkatrész nagyfokú igénybevételnek vagy terhelésnek van kitéve, és így jól megállják a helyüket a gázzal segített fröccsöntés során előállított autóipari vagy ipari alkatrészeknél.
Speciális polimerek: Bizonyos esetekben olyan speciális polimereket használnak, amelyeket nagy hő- vagy vegyszerállóság jellemez. Ezek az anyagok konkrétan meghatározzák a termékkel szemben támasztott követelményeket, amelyek biztosítják a termék teljesítményét és hosszú élettartamát. A gázzal segített fröccsöntés bevonása, amely már korábban is működött az iparágban, segít a megfelelő anyag kiválasztásában, amelyet bármely alkalmazásban használni kell.
Anyagválasztás: Az alkalmazott közegnek kiváló áramlási tulajdonságokkal, hőstabilitással és gázinjektálással való kompatibilitással kell rendelkeznie. Az anyag megfelelő kiválasztása igen kritikus a gázzal segített fröccsöntés során felhasznált alkatrészek hibáinak, szilárdságának és hatékonyságának csökkentése szempontjából.
Technikák
Kölcsönös befecskendezés gázcsatornák segítségével
Ebben üreges alkatrészek készülnek a penészbe szivattyúzással bizonyos területeken. Ez takarékoskodik az anyagfogyasztással, és egyenletes vastagságot biztosít a falak vastagságában. Széles körben használják a könnyű és szívós kompozitok fröccsöntéssel támogatott könnyű és kemény kompozitok gyártásában is.
Adaptálható gáznyomás-szabályozó
A gáz nyomása a formázás során is beállítható, hogy az anyag áramlását jobb módon lehessen manipulálni. Ez megakadályozza a süllyedésnyomokat, javítja a felületet és erősebbé teszi a műtárgyat. És ami a legfontosabb, a kiváló minőségű gázzal segített esetek fröccsöntött termékek.
Szekvenciális gázbefecskendezés
A szekvenciális gázinjektálás során a gáz befecskendezése a formázási folyamat különböző szakaszaiban történik. Az eljárás garantálja a teljes X alakot feltételező anyagáramlás optimalizálását és a hibák számának csökkentését. A beszállítókat is meg kell keresni, mivel ők ismerik a gázasszisztált fröccsöntést, így az pontosan elvégezhető.
Korszerű hűtési módszerek
A fejlett hűtőrendszerekkel ellátott, gázzal segített öntés hasznos az alkatrészek megszilárdulásában, a ciklusidő gyors csökkentésében. Ez elősegíti a termelékenységet, és nem akadályozza az alkatrész kialakítását.
A gázzal segített fröccsöntés előnyei
A hagyományos és az úgynevezett gázzal segített fröccsöntés összehasonlítása során számos előnye figyelhető meg:
Anyagmegtakarítás
Az üreges szelvények kevesebb műanyagot is fogyasztanak, és csökkentik a költségeket és a környezetterhelést.
Kevesebb vetemedés és süllyedésnyom
A gázzal segített öntés az anyag egyenletes eloszlása révén minimalizálja a legtöbb gyakori hibát, mint például a süllyedésnyomokat vagy a felületi deformációkat.
Öngyújtó alkatrészek
Az üreges szerkezetek lehetővé teszik a könnyű alkatrészek létrehozását a szilárdság csökkenése nélkül.
Gyorsabb termelés
A kevesebb anyagfelhasználás és a jobb áramlás együtt jár a ciklusidő csökkenésével, ami a gyártók számára elfogadhatóbb.
Javított tervezési mozgástér
Lehetőség van összetett formák létrehozására, valamint vastagabb részek hozzáadására anélkül, hogy a minőség csökkenne vagy drágulna.
Tervezési megfontolások
A gázzal kifejlesztett segített fröccsöntést is jól meg kell tervezni, hogy a folyamatot maximalizálni lehessen.
Anyagválasztás minden műanyagból lehet gázzal önteni. A tervezőknek olyan anyagokat kellene használniuk, amelyek könnyen áramlanak és könnyen kötődnek gázinjektálás alatt.
Falvastagság
A falaknak egyenlő vastagságúnak kell lenniük. A nyitott tereket stratégiai helyeken kell elhelyezni, hogy erőt és funkcionalitást teremtsenek.
Gázcsatorna elhelyezése: A gázcsatorna elhelyezkedése a legfontosabb. Ha rossz helyen helyezik el őket, félig kitöltött töméseket, gyenge pontokat vagy esztétikai hibákat hagyhatnak maguk után.
Formakialakítás
A műanyag és a gázok átjutásának lehetővé kell válnia a formákhoz. A kapuk jól szellőztethetőek és úgy lennének kialakítva, hogy a gyártás hatékony legyen és a hibák minimálisra csökkenjenek.
Ezek a tervezési előírások a gázasszisztált fröccsöntés magas színvonalú eredményeinek és megbízhatóságának biztos eszközei.
Költség- és termelési hatékonyság
Költségek és termelési hatékonyság A gázzal segített segédfröccsöntés nagyon gazdaságos a hagyományos eljárásokhoz képest a szerszámok szempontjából, a költségek és a termékek előállításának sebessége szempontjából. Megtakarítja az anyagköltséget, mert az alkatrészek üreges terek, amelyek jó és gazdaságos.
Az eljárás lehetővé teszi, hogy az olvadt műanyag szabadon áramolhasson, és ez időt takarít meg a hűtés során. Ez lehetővé teszi a gyártók számára, hogy gyorsabb ütemben, a minőség romlása nélkül állítsanak elő alkatrészeket. Azoknak a vállalatoknak, amelyek a gázzal fröccsöntött termékek gyártásával állítják elő az elemeket, megvan az az előnyük, hogy gyorsabbak, és az eredmények konzisztensek.
A gázzal segített fröccsöntési folyamatot biztosító szakértőkkel való együttműködés csökkenti a kézi kezelés és a gyűjtés számát, ami a munkaerőköltségeket is csökkenti. Ez nagyon hatékony az anyagmegtakarítás, a ciklusok, valamint a hibák csökkentése szempontjából, még akkor is, ha a szerszámok kezdetben bonyolultabbak.
Gyakori hibák elkerülése
A gázzal segített fröccsöntés során több olyan hiba is előfordulhat, amely befolyásolhatja a termék minőségét és hatékonyságát. A nem megfelelő gáznyomás kérdése a gyakori probléma a gyakori probléma. A túl- vagy alulnyomás az alkatrészek deformációjához vagy hibákhoz vezethet.
Egy másik hiba a gázok rossz csatornázása. Bármilyen rossz irányítás részleges kitöltést vagy sima falakat eredményezhet, ami a gázzal segített fröccsöntéssel töltött termékeket gyengévé teszi.
A felhasznált anyagok nem megfelelőségének problémája szintén elég gyakori. Egyes műanyagok nem jól reagálnak a gázzal segített eljárásokra, ami hibákhoz vagy rossz kötéshez vezet.
A tervezési irányelvek, pl. a falvastagság és az alkatrész geometriájának figyelmen kívül hagyása szintén problémás lehet. Az alkatrészek meghajolhatnak, megsüllyedhetnek vagy kihajolhatnak.
A következő hibák kiküszöbölhetők a tapasztalt gázasszisztált fröccsöntő beszállítókkal való együttműködéssel, a megfelelő tervezési és eljárási irányelvek figyelembevételével, valamint a magas minőségű gyártás folyamatos biztosításával.
A megfelelő gázasszisztens fröccsöntő beszállítók azonosítása
A sikeres gázzal segített fröccsöntés a megfelelő partner kiválasztásán múlik. A jól bevált beszállítókkal való együttműködés a minőségi alkatrészek és a zavartalan gyártási folyamatok biztosítéka.
Válassza ki a gázasszisztenst fröccsöntés olyan beszállítók, akik az Ön projektjéhez hasonló, hasonló jellegű, gázasszisztált fröccsöntött termékek gyártása során sikerrel jártak el. A szerszámok tervezésében és a felhasznált anyag kiválasztásában szerzett tapasztalataik segítségével elkerülhetik a hibákat és javíthatják a hatékonyságot.
A beszállítónak a folyamat optimalizálására vonatkozó útmutatót is biztosítania kell a folyamathoz, például a gáznyomás, a pozicionáló csatornák és a ciklusidők tekintetében. Ez alkalmazható a gyártás során keletkező hulladékok és pontatlanságok csökkentésére.
A minőségi szállítók minőségellenőrzési rendszerekbe és új berendezésekbe fektetnek be. Biztos eredményeket, gyorsabb ütemet és költséghatékonyságot biztosítanak a gázzal támogatott fröccsöntési programoknál.
Jövőbeli trendek
Ez a gázzal segített fröccsöntés jövője, amely az innovációtól és a hatékonyságtól függ. A gyártók újabb, erősebb, könnyebb és tartósabb anyagokat keresnek. Ezek olyan technológiák, amelyek minőségi gázzal segített fröccsöntött termékeket eredményeznek.
A másik fontos trend az automatizálás trendje. A robotok és a mesterséges intelligencia rendszerek egyre inkább a gázfröccsöntés és a szerszámok kezelését végzik, és ezek kiküszöbölik a hibákat, és gyorsabbá teszik a gyártási folyamatot. A fröccsöntésben jártas gázszállítók is felkarolják a technológiákat, hogy lépést tartsanak a versennyel.
A fenntarthatóságot is figyelembe veszik. A kevesebb anyag felhasználása, a műanyag újrahasznosítás és az energiatakarékos gyártás környezetbarát gyártási elemek a környezetbarát fröccsöntés gyártásában, amelyet gázasszisztens fröccsöntésnek neveznek.
Mindezt a 3D nyomtatás is erősíti, ami kibővíti a gyors prototípusgyártás és a sorozatgyártás lehetőségeit. Ez segít a tervezőknek abban, hogy alacsony költséggel és a lehető legrövidebb időn belül kísérletezzenek összetett formákkal; ily módon a gázzal segített fröccsöntés a modern gyártásban termelékenyebbé válik.
Következtetés
Gázzal segített fröccsöntés életképes megközelítést kínál a gyártóknak a könnyű, bonyolult és robusztus alkatrészek gyártásához. A vállalatok abban a helyzetben vannak, hogy a helyes döntést meghozzák, mivel ismerik a működés módját, előnyeit és azt, hogy milyen módon kell megtervezni. A megbízható, gázzal segített fröccsöntő beszállítók kiválasztása azt jelentené, hogy a gázzal segített fröccsöntött termékek színvonala az iparágakban azonos lenne. A felhasznált anyagmennyiség csökkenése a gyártási sebesség növekedését és a tervmódosítások lehetőségét eredményezi, ami növeli a technika népszerűségét, amely a modern gyártás meglehetősen szükséges formájává válik.
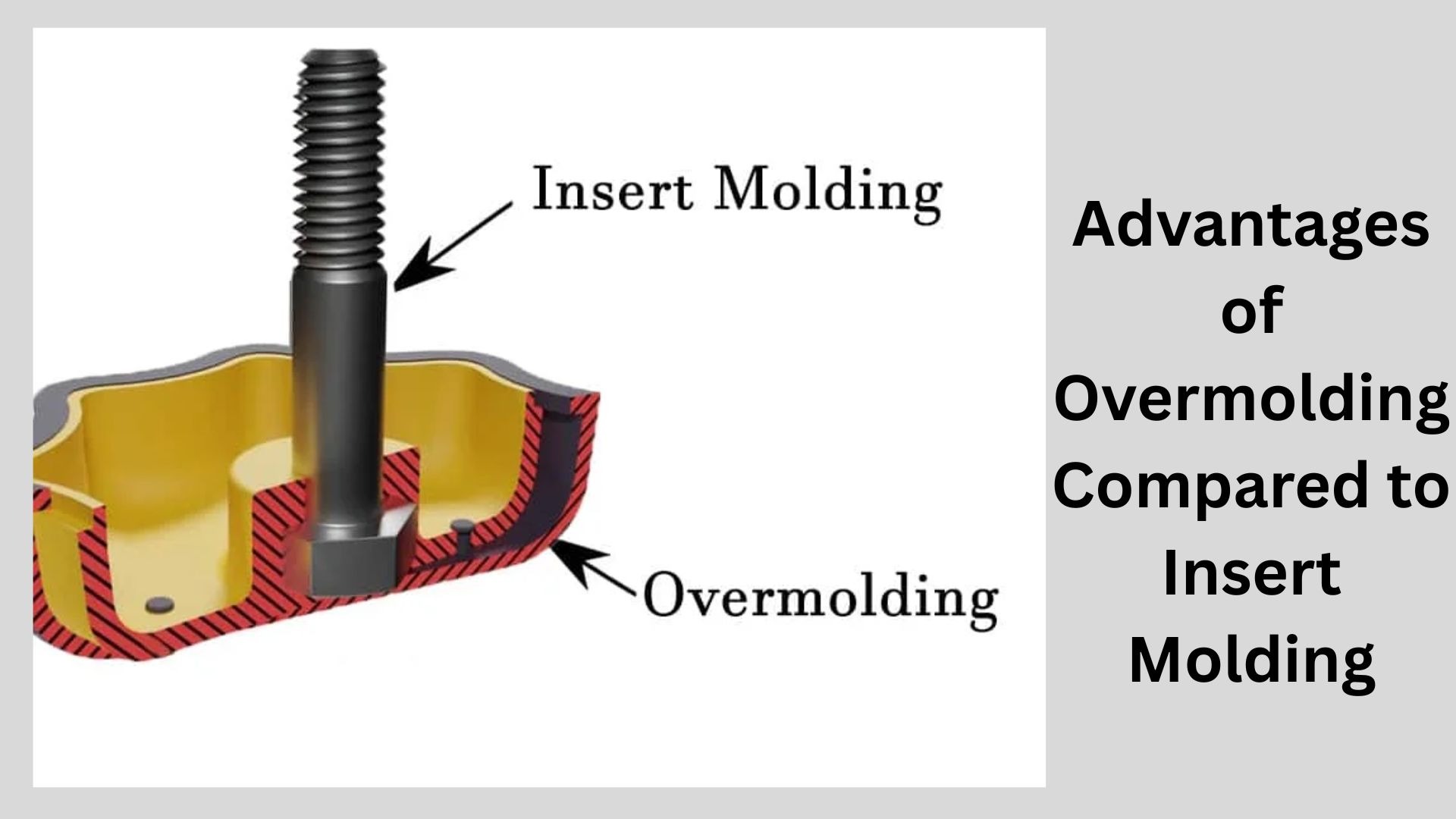
A megfelelő öntési eljárás kiválasztása nagyon fontos szerepet játszik a gyártás világában. A két leggyakoribb technika a felülformázás és a betétes öntés. Mindegyiknek megvannak a maga erős oldalai, alkalmazásai és kihívásai. A különbségek lehetnek idő- és költségtakarékossági szempontból, amely esetben a kettő közötti választásnál. A termékek gyártása esetén a termék előállítása a megfelelő öntési eljárás alkalmazásától függ a termék minőségének és hatékonyságának meghatározása érdekében. Ez a kettő a felülfröccsöntés és a betétes fröccsöntés. Annak ellenére, hogy mindkettő több anyagot használ, különböző célokra alkalmazzák őket.
Az overmolding a kényelemre, a megjelenésre és a puha tapintású felületre összpontosít, míg a insert molding a szilárdságra, a tartósságra és a mechanikai kötésekre. Az ezen módszerek megkülönböztetésére, előnyeire és alkalmazására vonatkozó tapasztalatok lehetővé teszik a gyártók számára, hogy jó döntéseket hozzanak. A következő írás a legfontosabb pontokkal foglalkozik, mint a tervezés, a költségek, a gyártási idő és a jövőbeli tendencia, amelyek lehetővé tehetik a szakemberek számára, hogy válasszanak a betétes öntvény vs. overmold között, és hogyan tudják a legmegfelelőbb módon előállítani az áruikat.
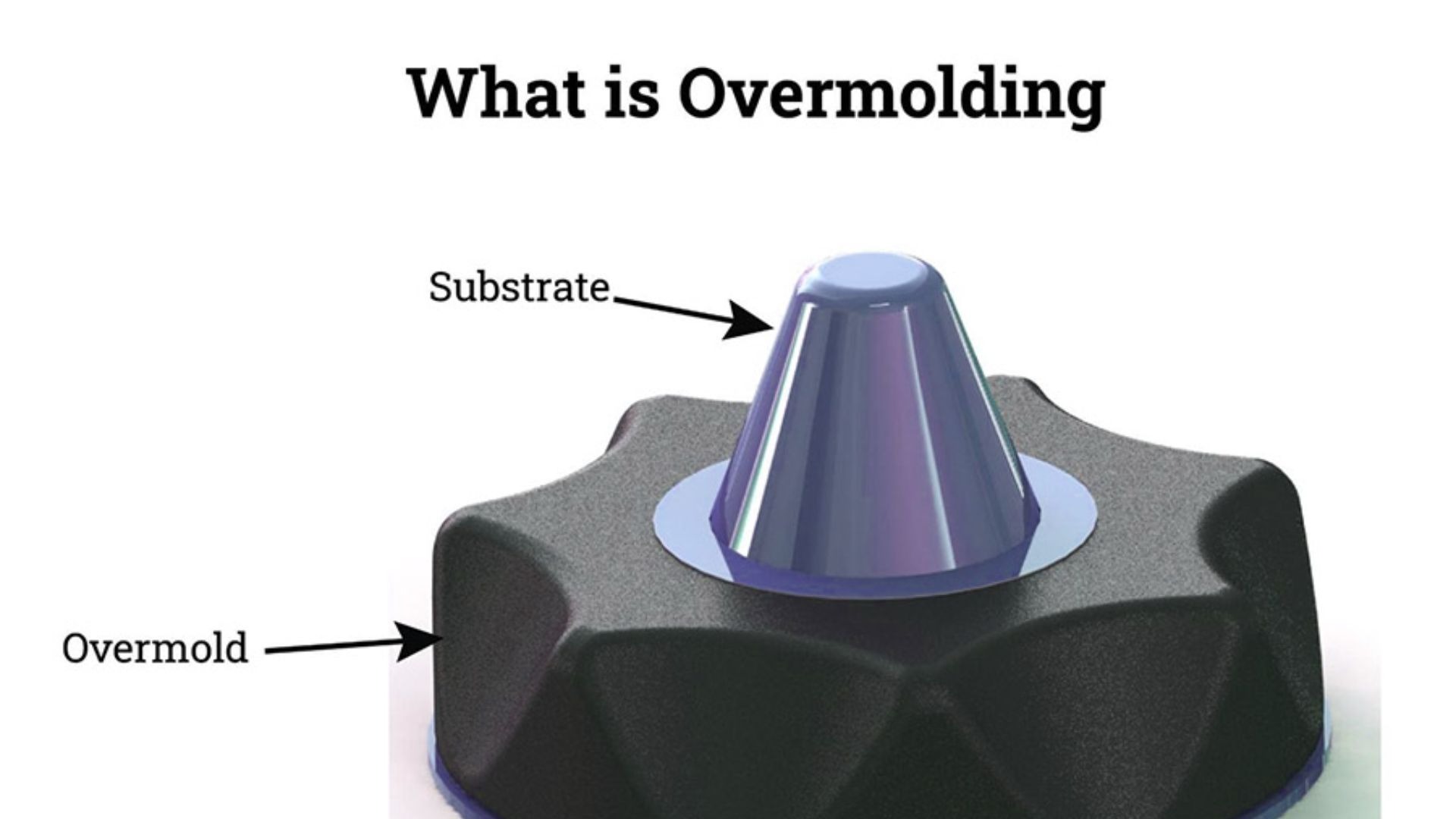
Mi az az overmolding?
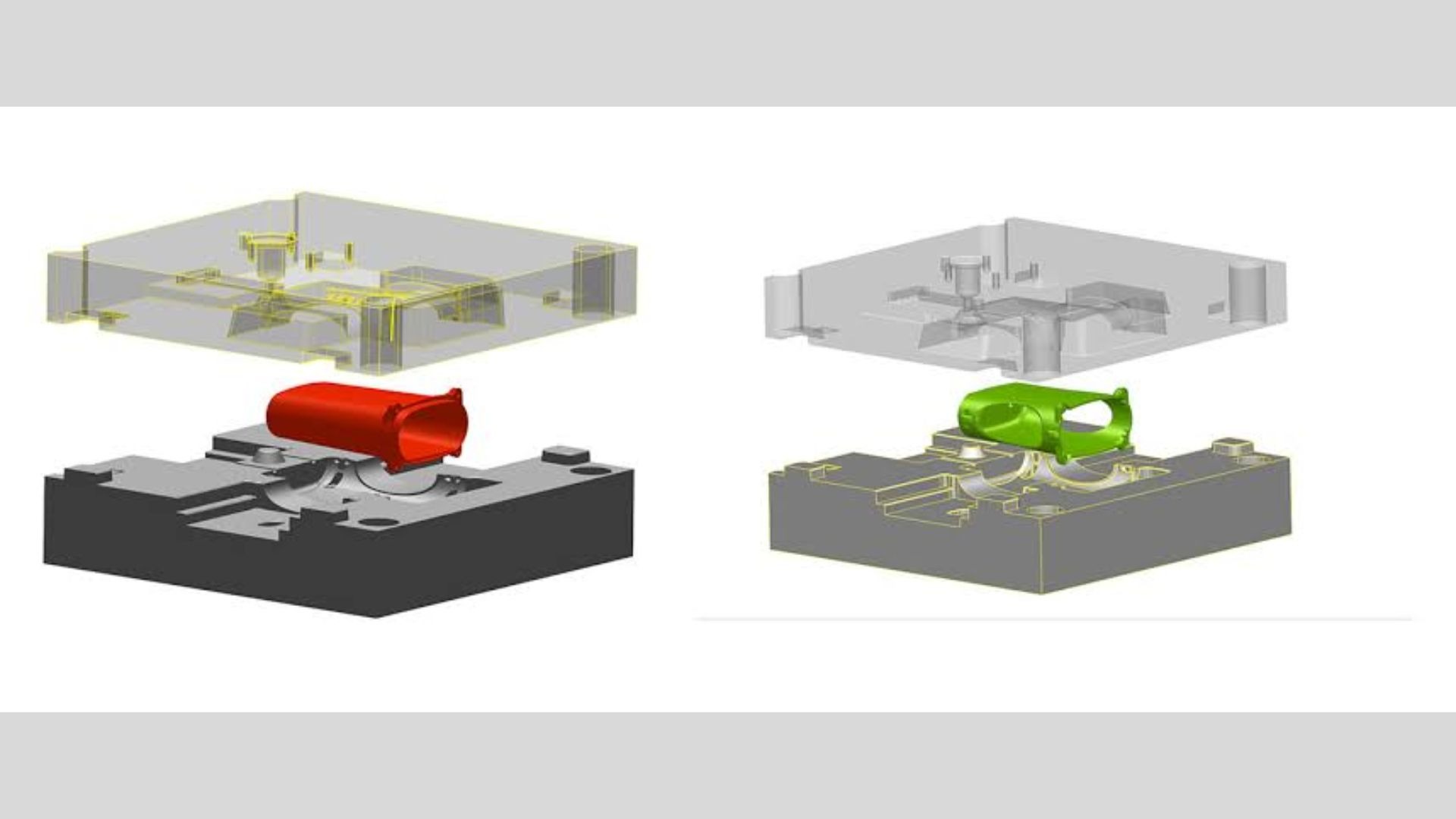
A túlfröccsöntés során egy alkatrész két vagy több különböző anyag felhasználásával jön létre. A hordozóalapot általában alakítják. Ezután a rajta vagy körülötte öntött másodlagos anyaggal rózsaszerűen megmunkálják. Ez lehetővé teszi a gyártók számára, hogy különböző tulajdonságú anyagokat, pl. merevséget és rugalmasságot keverjenek.
A puha tapintású termékek jellemzően átformázottak, beleértve a szerszámok, fogkefék vagy más elektronikai cikkek markolatát. Ez növeli a szépséget, a kényelmet és a funkcionalitást.
A túlöntésnek van néhány fő hátránya, amelyek a következők:
Ergonomikusabb, kényelmesebb a felhasználó számára.
A termékek magasabb élettartama.
Nagyobb rugalmasság a tervezésben.
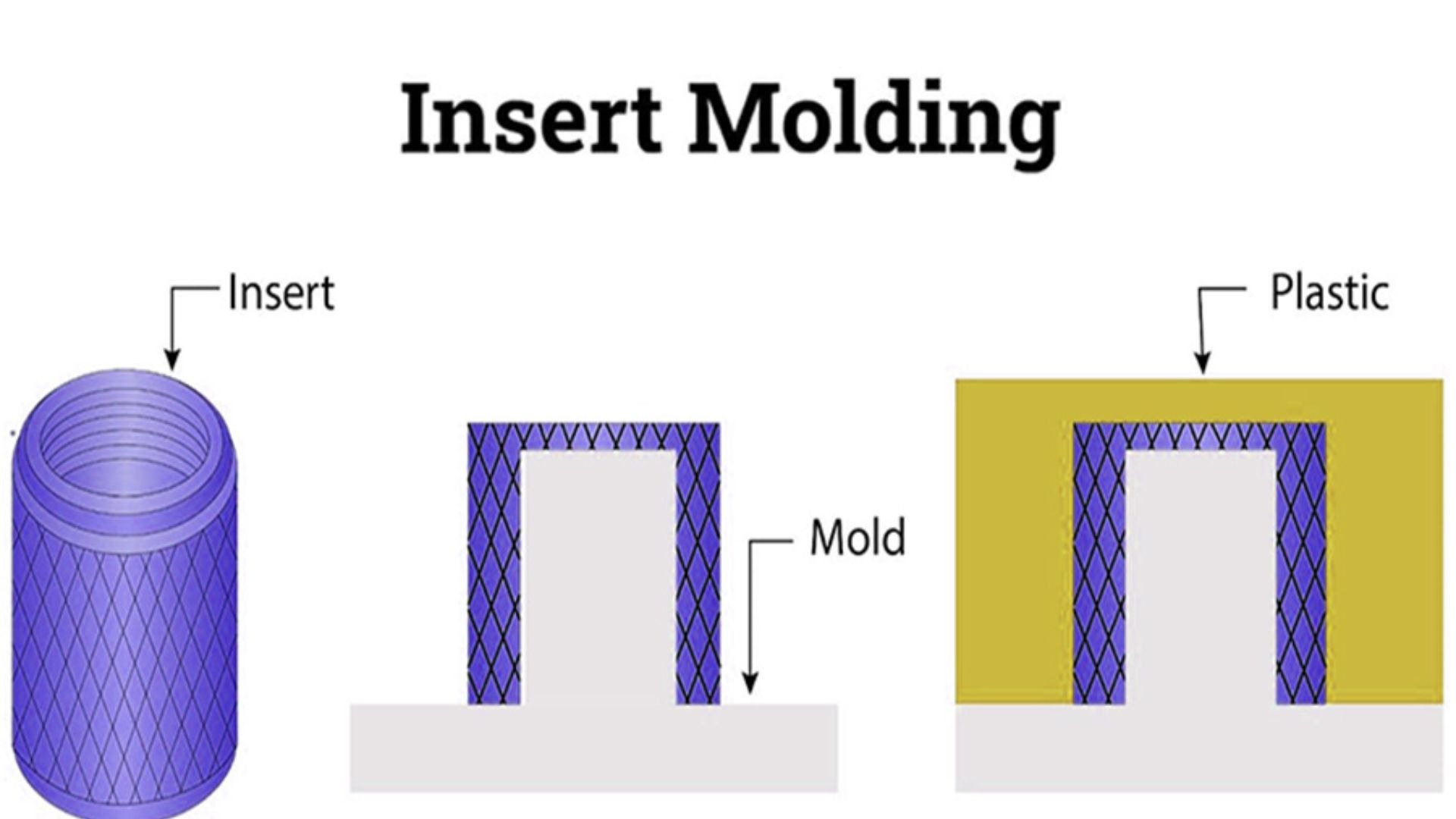
Mi az a betétformázás?
Beillesztett öntvény: Ez egy olyan eljárás, amelynek során egy előre megformázott alkatrészt egy szerszámba helyeznek, és műanyagot fecskendeznek az alkatrészbe. A betét lehet fémből, műanyagból vagy más anyagból. A késztermék az egyedi betétformával rendelkezik.
A betétes öntés az az öntés, amelyet nagyrészt olyan iparágakban használnak, ahol magas mechanikai kötésekre van szükség. Az elektromos csatlakozók, az autóipari alkatrészek és a hardveralkatrészek többek között erre a technikára támaszkodnak.
A betétformázás előnyei a következők:
Erős mechanikai kötés
Csökkentett összeszerelési idő
A különböző anyagok összekapcsolásának képessége.
Néhány példa az overmoldingra és a betétformázásra
Ezek a felül- és a betétformázás, amelyek széles körben alkalmazásra kerülnek a gyártási folyamatban, bár a termékek sajátosságait tekintve különböző alkalmazásokban használják őket. Alkalmazásuk megértése segítené a gyártókat a megfelelő eljárás kiválasztásában.
Alkalmazások A túlfröccsöntést az alábbiak szerint alkalmazták
Az átformázás olyan termékekhez megfelelő, amelyeknek kényelmesnek, szépnek vagy tapadónak kell lenniük. Ez a puha és kemény anyagok kombinációja, amelyet egyetlen funkcionális alkatrészben használnak fel. Gyakori felhasználási területek:
Szerszámmarkolatok: A fogantyúk ergonomikusabbak és túlságosan edzett műanyagból készültek.
Szórakoztató elektronika: Puha nyomógombok olyan eszközökön, mint a távirányító és a fejhallgató.
Orvostechnikai eszközök, orvosi felszerelések: Biztonság és kényelem. A fecskendők vagy sebészeti eszközök gumírozott felületűek.
Autóalkatrészek: Gumitömítések vagy tömítések a műanyag alkatrészekhez a zaj minimalizálása és a tartósság javítása érdekében.
A következő alkalmazásokat végezték a Insert Molding keretében
A betétes öntvény használata mögött az a tény áll, hogy a termék nagy mechanikai szilárdságot igényel, vagy különböző anyagok kombinációját jelenti egy egységben. Ezt alkalmazzák az olyan gyakori alkalmazásokban, mint pl:
Elektromos csatlakozók: A PT műanyag testekbe illeszthető fémbetéteket tartalmazó idomokból áll.
Autóalkatrészek: Motoralkatrészek vagy konzolok, amelyekhez fémbetéteket kell készíteni a műanyag megerősítésére.
Hardveres megoldások: Csavarok vagy fémelemek a műanyag darabokban, hogy azok könnyen összeállíthatók legyenek.
Ipari berendezések: A nagy igénybevételnek kitett alkatrészekben felhasználandó fémbetéteket és öntött műanyagokat egyaránt tartalmazó gépalkatrészek.
Az egyén választása a két eljárás között a termék céljától függ. Túlzott kényelem, tapadás vagy puha tapintású felület esetén kell túlformázni. Abban az esetben, ha a szilárdság, a tartósság és a mechanikai stabilitási problémák jelentik a fő szempontot, akkor a betétes öntést kell alkalmazni.
Ezen alkalmazások koncepciója segít az úgynevezett overmolding és insert molding előnyeinek elérésében a modern gyártáson belül.
Jelentős különbségek az overmolding és a insert molding között
Bár a két módszer az anyagok felhasználását feltételezi, mégis vannak lényeges különbségek. Íme egy részletes összehasonlítás:
Jellemző
Overmolding
Beillesztett öntvények
Folyamat
Másodlagos anyagot formáz egy alapalátétre
Műanyagot fecskendez egy előre kialakított betét köré
Anyagok
Gyakran kombinálja a lágy és kemény műanyagokat
Kombinálhatja a műanyagot fémmel, műanyaggal vagy más alkatrészekkel
Alkalmazások
Markolatok, fogantyúk, szórakoztató elektronika
Elektromos csatlakozók, autóipar, hardver
Komplexitás
Valamivel kevésbé összetett
A betétek pontos elhelyezését igényli
Erősség
A kényelemre és az esztétikára összpontosít
A mechanikai szilárdságra és tartósságra összpontosít
Ez egy olyan összehasonlítás, amelyet a betétes öntőforma és az overmold közötti választás során kell elvégezni. A felülformázás a felhasználói élményre van optimalizálva, a betétformázás pedig a szerkezeti integritásra is.
A felülfröccsöntés előnyei a betétes fröccsöntéssel szemben
Amikor összehasonlítjuk az overmold és a betétes öntőforma közötti összehasonlítást, ismernünk kell az egyes eljárások előnyeit. A kettő sok szempontból jó; azonban mindkét eljárás lehetővé teszi az anyagok kombinálását.
Az overmolding előnyei
Fokozott ergonómia: Kényelmes fogantyúk és a kemény felületek fogantyúi puhák.
Jobb esztétika: A túlformázás azt jelenti, hogy a színek és a textúrák úgy keveredhetnek, hogy azok kiváló minőségűnek tűnjenek.
Gyorsabb összeszerelés: Egyszerre több alkatrész is összeszerelhető, ami időt takarít meg.
Rugalmas tervezés: A funkcionalitás és a vizuális hatások különböző anyagok felhasználásával érhetők el.
Fokozott használhatóság: Akkor működik a legjobban, ha a termék puha érintést igényel, pl. fogkefék, szerszámok és elektronikai eszközök.
Az Insert Molding előnyeinek eredményei
Erős mechanikai kötés: Az olyan betétek, mint a fémek és a kemény műanyag, tartósan beépülnek az öntvénybe.
Tartósság: Az alkatrészek a töréspontig feszülhetnek és hatalmas mechanikai terhelésnek lehetnek kitéve.
Kevesebb összeszerelés: A betétek öntvények, így nincs szükség a gyártás utáni összeszerelésre.
Lehetővé teszi az összetett mintákat: Ideális minták: Ha a termékben több anyagra van szükség, hogy szerkezetileg szilárd legyen.
Precizitás és megbízhatóság: Legjobb alkalmazási területei az ipari felhasználás, az elektronika és a járműalkatrészek.
Ezeknek az előnyöknek a tudatában a gyártók döntéseket hoznak, például a két alternatíva - a betétes öntés és a túlöntés - közül a legjobbat választják. A túlöntés a legjobb abban az esetben, ha a kényelem, a formatervezés és az esztétika a kérdéses szempontok. A betétes öntés jobb abban az esetben, ha a szilárdság, a tartósság és a mechanikai teljesítmény a fontosabb.
Megállapítva, hogy a folyamat lehet átformázott vagy beillesztett, a vállalatok kiválaszthatják a megfelelőt a költségek csökkentése, az időmegtakarítás és az áruk minőségének javítása érdekében.
Tervezési megfontolások
Nagymértékben függ a tervezéstől, amikor a betétes öntés vagy a túlfröccsöntés mellett dönt. A minőségi tervezés biztosítja a minőségi gyártást, a hibák csökkentését és bármely eljárás maximális előnyeinek kihasználását is.
Anyag kompatibilitás
A túlöntés alkalmazásakor olyan anyagokat kell választani, amelyek egymáshoz kötődnek. Az anyagok helytelen illesztése delaminációhoz vagy sérülékenységhez vezethet. Hasonlóképpen, a betétbeöntés során fontos biztosítani, hogy a nyomás és a hőmérséklet a betétbeöntés során a betét anyagának tartományán belül legyen. Ez egy nagyon jelentős eljárás a felülformázás és a betétformázás összehasonlításában.
Vastagság és rétegfedettség
A túlformázásnál az alapnak megfelelő vastagságúnak kell lennie, és a túlformázó anyagot úgy kell használni, hogy az ne vetemedjen, valamint hogy tartós legyen. A betétformázásnál a teljes betétet körbe kell keríteni a szerszámmal, hogy mechanikai szilárdságot, valamint jó kötést biztosítson. A megfelelő rétegek vastagsága hasznos a betétformázás vs. overmold sikeres projektjeiben.
Formakialakítás
A formát úgy alakították ki, hogy az alkatrészeket könnyű legyen kivenni, és az anyagokat ne érje stressz. Ha lehetőség van a túlöntésre, a szerszámnak olyan típusúnak kell lennie, hogy több, eltérő folyási tulajdonságokkal rendelkező anyagot is képes legyen befogadni. A betétes öntésnél a formákat úgy kell kitölteni, hogy a betétek ne csússzanak ki a helyükről, mivel erős tartást fognak megtartani; ellenkező esetben a formázási folyamat nem lesz sikeres a siker szempontjából a overmold vs. insert mold.
Esztétika és felületkezelés
Az overmolding jellemzően a megjelenésre és a tapintásra összpontosít. A tervezőknek figyelembe kell venniük a textúrát, a színt és a felület minőségét. A betétes öntvények esetében az esztétikai tényező követi az erősséget, bár a megfelelő befejezés biztosítja, hogy a végtermék képes legyen megfelelni a minőségi előírásoknak.
Hőtágulási követelmények
A különböző anyagok tágulási sebessége eltérő. A hőtágulás figyelmen kívül hagyása mind a túlöntés, mind a betétes öntés során repedésekhez, elhajláshoz vagy alacsony kötéshez vezethet. Ezek olyan kulcsfontosságú pontok, amelyeket figyelembe kell venni, amikor a betétes öntéssel vs. túlöntéssel foglalkozunk.
Költségek és gyártási idő
A történet tanulsága, amelyet a lehető legjobb módon történő gyártás érdekében meg lehet tanulni, a túlöntési és a betétes öntési folyamatok költségeinek és gyártási idejének megértése. Mindkét módszernek megvannak a maga problémái, amelyek befolyásolják az általános árakat és a sebességet.
Kezdeti penész költségek
A többszörös öntés bonyolultabb formákat igényelhet a számos anyag befogadásához. Ez megnövelheti az induló szerszámköltségeket. Ez a befektetés azonban megtérülhet azzal, hogy a későbbiekben az összeszerelés során csökkennek a követelmények.
A betétformázás költségei is nagyobbak, mint a szerszám költségei, mivel a betétekhez szorítórendszerre van szükség. A szerszám kialakítása jelentős a gyártás során fellépő hibák elkerülése érdekében. A betétes öntés és az overmold két lehetősége közötti összehasonlításhoz visszatérve, a szerszámba történő első beruházás gyakran egyenértékű, de az alkatrész összetettségétől függően.
Anyag- és munkaerőköltségek
Az overmolding munkaerőköltséget is megtakaríthat, mivel az alkatrészek egyetlen folyamatba történő összevonásakor végezhető. Emellett lehetővé teszi a kisebb mennyiségű lágy anyagok markolatként és bevonatként való felhasználását, és erőforrásokat takarít meg.
Beillesztett öntvény. A betéteket a formázás előtt ki lehet dolgozni. Ha azonban automatizálják, az csökkenti a gyártás utáni összeszerelés költségeit, ami hosszú távon csökkentheti a munkaerőköltségeket. Ez az egyik legfontosabb tényezője a döntésnek, hogy az öntést/átöntést és a betétes öntést végezzük el.
Gyártási sebesség
Túlfröccsöntés esetén az anyagot többször is be lehet fecskendezni, ami hosszabb ciklust eredményez, de alkalmazható az utófeldolgozás és az összeszerelés eltávolítására.
A betétformázás gyorsasága akkor érhető el, ha a betét elhelyezési folyamata egyszerűsödik, különösen az automatizált sorok esetében. Ez biztosítja a nagy volumenű felhasználás előnyét, ahol a hatékonyság a legfontosabb.
Költséghatékonyság
A vonatkozó folyamat hosszú távon megtakarítást eredményezhet. A túlformázás csökkenti az elvégzett összeszerelést, és ez megtakarítja a munkaerőköltséget. A betétes öntés alkalmazása erősebbé teszi az alkatrészeket, és a meghibásodás előfordulása minimális. Ezen tényezők mérésére a gyártók el tudják dönteni, hogy melyiket alkalmazzák: overmold vs. insert mold vagy insert molding vs. overmolding.
Gyakori hibák elkerülése
A túlfröccsöntés és a betétformázás esetén bizonyos hibák veszélyeztethetik a termék minőségét és növelhetik a gyártási költségeket. Ezeknek a csapdáknak a tudatosítása az egyik módja annak, hogy a gyártás sikeres legyen.
Az inkompatibilis anyagok kiválasztása
Az egymáshoz nem jól kötődő anyagok használata az egyik leggyakoribb hiba, amelyet a túlöntés során elkövetnek. A betétes öntés esetében a repedések vagy az alkatrészek törnek, ha a felhasznált betétek nem állnak ellen a formázási nyomásnak. Amikor eldönti, hogy betétes öntőformát vagy túlöntőformát használjon, mindig ellenőrzi az anyagkompatibilitást.
A betétek helytelen beállítása
A betétes fröccsöntési folyamat során a betétek helytelen helyzete a betétek elmozdulásához vezethet a fröccsöntés során, ami hibákat vagy gyenge területeket okoz. A helytelen elhelyezés csökkenti a mechanikai szilárdságot és növeli a selejt arányát. A pozícionálás rendkívül jelentős paraméter, amikor a hónapokon túli és a betétes fröccsöntési folyamatok összehasonlításáról van szó.
A hőtágulás figyelmen kívül hagyása
A különböző anyagok növekedésének százalékos aránya a hő hatására változik. Ennek figyelmen kívül hagyása vetemedéshez, repedésekhez vagy leváláshoz vezethet a túlfröccsöntött és a betétbe öntött alkatrészeknél is. Megjegyzés: Hőtágulás: Amikor bármilyen tervezést vállal, mindig figyelembe kell venni, különösen, amikor egy betétes öntvény vs. overmolding projektről van szó.
Rossz szerszámtervezés
Az anyag áramlása egyenetlen lehet, és a rosszul megrajzolt öntőforma alapján az alkatrészek nem fedettek vagy eltávolítottak. Ez esztétikailag befolyásolhatja a túlöntés esetében; a betétes öntés esetében csökkentheti a mechanikai szilárdságot. Megfelelően kell megtervezni a szerszámot, hogy a betétes öntéshez képest maximális túlöntést lehessen elérni.
Minőségi ellenőrzések kihagyása
A gyártási folyamatot el lehet sürgetni, és nem lehet megfelelően ellenőrizni, és a hibákat figyelmen kívül lehet hagyni. A minőségellenőrzéseket rendszeresen végzik annak érdekében, hogy az összes alkatrész robusztus, tartós és a szabványoknak megfelelően kialakított legyen. Ez az egyik legfontosabb tevékenység a hatékony túlöntés és betétformázás felé.
Jövőbeli trendek
A feldolgozóipar dinamikus. Mind a felül-, mind a betétformázás alkalmazkodik az új technológiákhoz és anyagokhoz. A jövőbeli trendek előrejelzése segíti a vállalatot abban, hogy versenyképes és innovatív legyen.
Fejlett anyagok
Jobb polimereket és kompozitokat fejlesztenek ki, amelyek erősebbek, rugalmasabbak és szívósabbak. Ezek az anyagok teszik erősebbé a felül- és betétformázást, ezért a termékek könnyebbek, erősebbek és sokoldalúbbak lesznek. Az új anyagtudomány felhasználható a betétes öntés vs. overmold lehetőségeinek növelésére.
Automatizálás és robotika
Az automatizálásnak köszönhetően fejlődik a felül- és betétformázott alkatrészek gyártása. A robotok maximális pontossággal képesek a betétek beillesztésére és a hibák számának csökkentésére, valamint a gyártási folyamat lerövidítésére. A tendencia hatékonyabbá és kevésbé munkaigényessé teszi a gyártást a overmold vs. insert mold területén.
Integráció a 3D nyomtatással
A 3D nyomtatást a gyors prototípusgyártás és a kisszériás gyártás érdekében kombinálják a felülformázással és a betétformázással. Ez lehetővé teszi a tervezők számára, hogy összetett formákkal, az átfutási idő csökkentésével és testre szabott alkatrészekkel dolgozzanak, és növeli a teljes rendszer rugalmasságát a betétes öntés és a túlöntés esetében.
Fenntartható gyártás
Az anyagok és a folyamatok fenntarthatósága ma már széles körben elterjedt mind a felül-, mind a betétes öntésnél. A jelenlegi termelési trendek a túlöntés vs. betétes öntés, a biológiailag lebomló műanyagot és az újrahasznosítható betéteket használják a vállalatok a környezeti hatások csökkentése érdekében.
Intelligens gyártás
A dolgok internete (IoT) és a szerszámok tervezésénél használt érzékelők lehetőséget adnak az anyagok hőmérsékletének, nyomásának és áramlásának valós idejű nyomon követésére. Ez lehetővé teszi a hibák elkerülését, a gyártás optimalizálását és a minőségellenőrzést a túlöntés és a betétes öntés során.
Következtetés
A felülfröccsöntés és a betétfröccsöntés kiválasztása a termék szándékától függ. Az overmoldingot akkor érdemes használni, ha lágyságra, kényelemre vagy szépségre van szüksége. A betétes öntés a legjobb választás, ha a mechanikai szilárdság és a tartósság az adott pillanatban fontos. A betétes öntvény és az overmold, a overmolding és a betétes öntvény közötti különbségtételről, a overmold és a betétes öntvény közötti különbségtételről, valamint a betétes öntvény és a overmolding tervezési szükségleteiről szóló információk segíthetnek a gyártónak a jó döntés meghozatalában.
Végül, ott van a túlformázás vs. betétes öntés problémája, amely egyszerűen úgy fogalmazható meg, mint a folyamat és a termék követelményeinek tökéletes megfeleltetése. A megfelelő megközelítéssel időt lehet megtakarítani, a költségek csökkennek, és olyan kiváló minőségű és funkcionális termékek készülnek, amelyek megfelelnek az ipari szabványoknak.
https://plas.co/wp-content/uploads/2026/02/3.jpg10801920A cikk szerzőjehttp://plas.co/wp-content/uploads/2023/02/plas-co-1.jpgA cikk szerzője2026-02-11 03:49:132026-02-11 03:50:00Különbségek és hasonlóságok az overmolding és a betétformázás között: összehasonlítás és alkalmazások
A gyártás területén a gyártási folyamatok az elmúlt évtizedekben nagy ütemben változtak, és a terület fejlődéséhez a legjelentősebb mértékben hozzájárultak a műanyag fröccsöntő szerszámok fejlesztései. A szerszámok fontos szerepet játszanak a különböző iparágakban, például az autóiparban, az egészségügyben, a fogyasztói elektronikában és a csomagolóiparban használt műanyag alkatrészek kifejlesztésében. A fejlett szerszámok precizitást, ismételhetőséget és hatékonyságot eredményeznek, ami a mai műanyaggyártás sarokköve.
Amikor a vállalatok a műanyag fröccsöntő szerszámokba fektetnek be, akkor a termékminőség alapján fektetnek be. Ezek segítik a formázott alkatrészek végső alakjának, kivitelének és méretpontosságának beállítását. Még a legfinomabb öntőgépek sem tudnak ugyanolyan eredményt produkálni a jól megtervezett műanyag fröccsöntő forma szerszámozás.
Mik a műanyag fröccsöntő szerszámok?
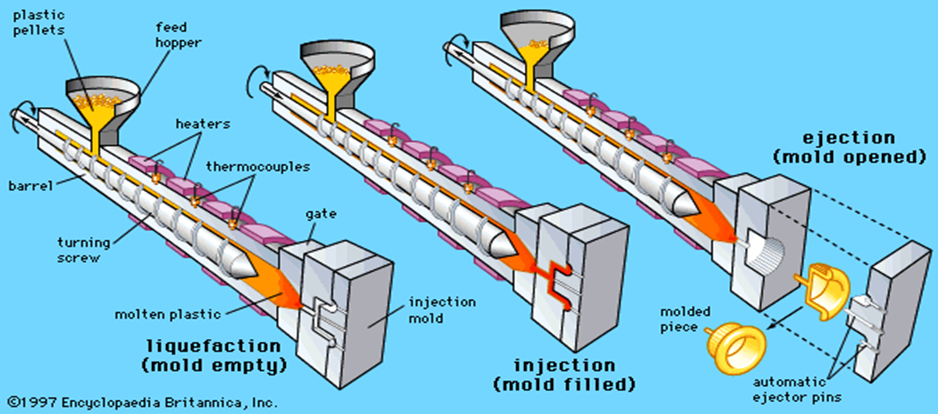
A fröccsöntés lényege, hogy egyszerűen olvadt műanyagot fecskendezünk egy formába, lehűtjük és kilökjük, ez a legegyszerűbb módja a fröccsöntésnek. A műanyag fröccsöntés szerszámozásának teljesítménye közvetlenül befolyásolja a folyamat hatékonyságát. A szerszámozás magában foglalja a szerszámokat, betéteket, magokat, üregeket és hűtőrendszereket, amelyek a műanyagot formázó szerkezetet alkotják.
A gyártók az úgynevezett műanyag fröccsöntő szerszámokat használják, hogy több ezer, vagy bizonyos esetekben több millió azonos alkatrészt készíthessenek. A ciklusidőt, a sorozatgyártást és a hosszú távú karbantartást e szerszámok tartóssága és kialakítása határozza meg. Ez az oka annak, hogy a partner megfelelő kiválasztása a műanyag fröccsöntő szerszámok tekintetében minden gyártási művelethez elengedhetetlen.
A fröccsöntő szerszámok formái
A fröccsöntőszerszámok különböző típusokban állnak rendelkezésre, hogy megfeleljenek a gyártási követelményeknek, az alkatrész összetettségének és a megfizethető költségeknek. A megfelelő szerszám garantálja a hatékonyságot, a minőségi alkatrészeket és a költséghatékonyságot.
Egy-üregű szerszámok: minden ciklusban egy alkatrészt formáz, ami alkalmas kis volumenű gyártás vagy prototípusgyártás esetén. Ezek egyszerűek és kevésbé drágák, de kevésbé gyorsak a tömeggyártásban.
Több üregű formák: több azonos alkatrész előállítása egyetlen ciklusban, ami akkor a legjobb, ha nagy mennyiséget kell gyártani. Megtakarítanak az alkatrészköltségeken, bár pontos tervezést igényelnek az egyenletes kitöltéshez.
Családi penészgombák: Az alkatrészeket egyetlen ciklusban, családi szerszámok segítségével állítják elő, ami minimálisra csökkenti az összeszerelési eltéréseket. Az ilyen üregek tervezése nehezebb, mivel az egyes üregek különböző módon tölthetők ki.
A forró futóformák: a műanyagot olvadt formában tartják a fűtött csatornákban, így minimalizálják a hulladékot és a ciklusidőt. Alkalmasak a kiváló minőségű tömeggyártásra.
Hidegen futó formák: lehetővé teszik, hogy a futóelemeket az alkatrésszel együtt öntsék, ami egyszerűbb és olcsóbb, de még több hulladékot termel.
Kétlemezes és háromlemezes formák: A leggyakoribb öntőforma-kialakítások a kétlemezes és a háromlemezes öntőformák. A kétlemezes öntőformák könnyen és olcsón gyárthatók, míg a háromlemezes öntőformák lehetővé teszik a futók automatikus szétválasztását a tisztább alkatrészek elérése érdekében.
Betétformák: a fémek vagy más alkatrészek rendszereit az alkatrészbe ágyazzák, ami kiküszöböli az összeszerelés szükségességét. Az overmold egy anyagot vesz és egy másikat ad neki, amely szigetel vagy tapadást biztosít.
Prototípusgyártás (puha) szerszámok: Ezt tesztek vagy kis volumenű gyártás esetén alkalmazzák, míg az acélból készült kemény szerszámok nagy volumenű gyártás esetén robusztusak. A halmazszerszámok több réteg alkatrész egyidejű öntésével fokozzák a termelést.
A megfelelő szerszám kiválasztása a gyártási volumen, az alkatrész összetettsége és az anyag függvényében változik, ami segít a hatékonyságban és az eredmény minőségében.
1. táblázat: A fröccsöntőszerszámok típusai
Szerszámtípus
Üregek
Ciklusidő (sec)
Termelési volumen
Megjegyzések
Egy üregű szerszám
1
30-90
<50,000 alkatrész
Kis volumenű, prototípus
Több üregű penész
2-32
15-60
50,000-5,000,000
Nagy volumenű, következetes
Családi penész
2-16
20-70
50,000-1,000,000
Különböző alkatrészek ciklusonként
Hot Runner Mold
1-32
12-50
100,000-10,000,000
Minimális hulladék, gyorsabb ciklusok
Hideg futó penész
1-32
15-70
50,000-2,000,000
Egyszerű, több anyagpazarlás
Kétlemezes penész
1-16
20-60
50,000-1,000,000
Standard, költséghatékony
Háromlemezes penész
2-32
25-70
100,000-5,000,000
Automatizált futószalag elválasztás
Insert Mold
1-16
30-80
50,000-1,000,000
Fém betéteket tartalmaz
Overmolding Mold
1-16
40-90
50,000-500,000
Több anyagból készült alkatrészek
A kiváló minőségű szerszámkészítés előnyei
Számos hosszú távú előnye van a kiváló minőségű műanyag fröccsöntő szerszámokba való befektetésnek. Először is, stabil minőségű alkatrészeket biztosít nagy gyártási tételekben. Másodszor, csökkenti a szerszámok meghibásodása vagy a szükségtelen karbantartás miatti állásidőt. Végül pedig a hűtés optimalizálásával és az anyagáramlás optimalizálásával növeli a gyártás hatékonyságát.
Azok a vállalatok, amelyek a tartós műanyag fröccsöntő szerszámok gyártására összpontosítanak, általában alacsonyabb selejtet és nagyobb bevételt érnek el. Továbbá a megfelelően megépített műanyag fröccsöntő szerszámok képesek a bonyolult formák és szigorú tűrések fenntartására, lehetővé téve a szervezetek számára, hogy teljesítmény nélkül innovatívak legyenek.
Tervezési tényezők a szerszámkészítésben
A műanyag fröccsöntő szerszámok létrehozásának egyik legfontosabb követelménye a tervezés. A mérnököknek figyelembe kell venniük az anyagválasztást, a falvastagságot, a huzatszöget és a hűtési teljesítményt. A jó tervezés csökkenti a feszültségpontokat és meghosszabbítja a szerszámok élettartamát.
A műanyag fröccsöntő szerszámok költségét az alkatrész összetettsége is meghatározza. Az összetett formák vagy alulvágások oldalhatások, emelők vagy több üregű szerszámok használatát vonhatják maguk után. Ezek a jellemzők megnövelik a tervezési időt és a gyártási költségeket, de jellemzően nagy teljesítményű alkatrészek esetén van rájuk szükség.
Mivel a műanyag fröccsöntő szerszámoknak ellen kell állniuk a nagy nyomásnak és a magas hőmérsékletnek, az anyagválasztás döntő fontosságú. A gyártási mennyiségtől és a felhasználási igényektől függően szerszámacélokat, alumíniumot és speciális ötvözeteket használnak.
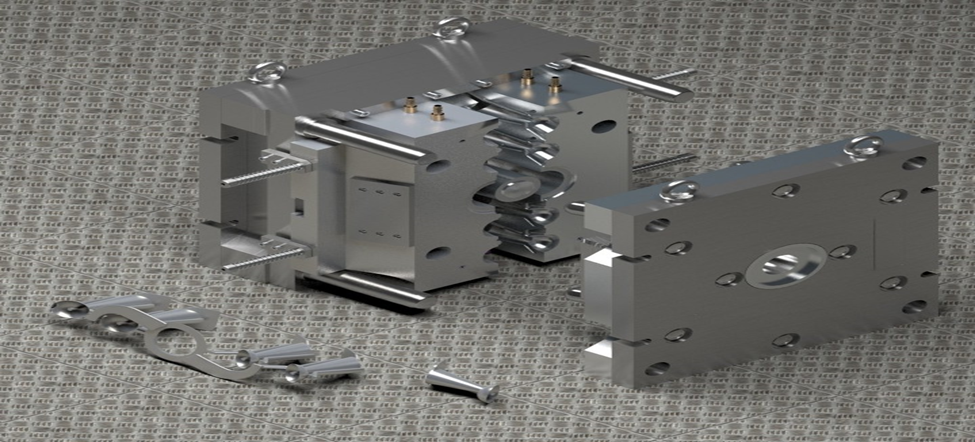
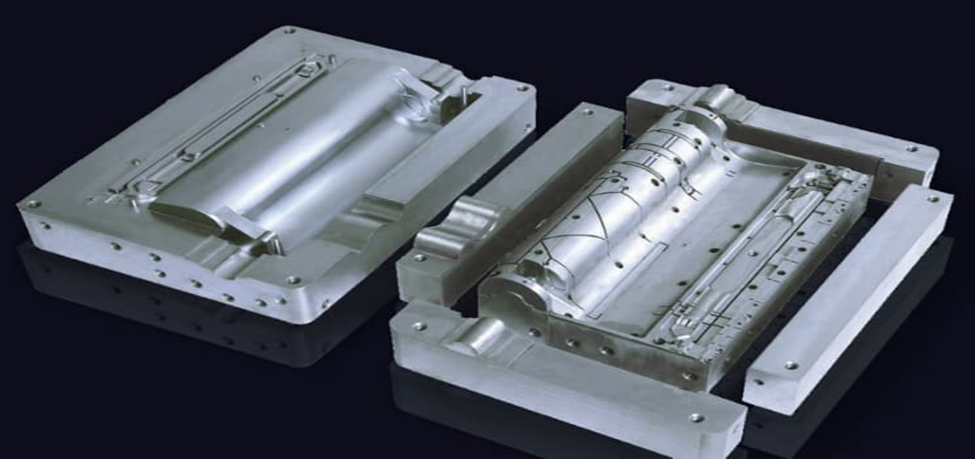
A fröccsöntő szerszámok alkatrészei és összetevői
A fröccsöntéshez használt szerszámok bonyolult szerkezetek, amelyek számos, a legmagasabb fokon megtervezett alkatrészből állnak. Mindkét komponensnek van bizonyos hatása az olvadt műanyag kész termékké formázásának folyamatában, valamint a pontosság, a hatékonyság és az ismételhetőség biztosításában. Ezek a jellemzők hasznosak annak megértéséhez, hogy miként lehet nagy mennyiségben, konzisztenciával, kiváló minőségű műanyag alkatrészeket gyártani.
Penész üreg
Azt az üreget, amely a műanyag alkatrész külső alakját alkotja, szerszámüregnek nevezzük. Az olvadt műanyagot a szerszámba fecskendezik, majd kitölti ezt az üreget, és a végtermékké keményedik. Az üreg kialakításától függ az alkatrészek mérete, felülete és megjelenése. A zsugorodás mértékét és a merülési szögeket a mérnököknek kell kiszámítaniuk, hogy az alkatrész hibátlanul jöjjön ki.
Formamag
Az alkatrész belső geometriáját a Mold core alkotja. Olyan jellemzőket alakít ki, mint a lyukak, bemélyedések és belső csatornák, amelyek kritikusak a funkcionalitás és a súlycsökkentés szempontjából. Az egyszerű szerszámoknál a magok fixek, míg a bonyolultabb alkatrészeknél csúszó vagy összecsukható magokra van szükség, hogy az alulvágások a kilökés során felszabadulhassanak. A mag és az üreg tökéletesen igazodik egymáshoz, ami méretpontosságot biztosít.
Runner rendszer
A csatornarendszer olyan csatornarendszer, amely a fröccsöntőgép olvadt műanyag fúvókáját a szerszámhoz irányítja. A hatékony futórendszert úgy tervezték, hogy az áramlás kiegyensúlyozott legyen, hogy minden üreget egyenletesen töltsön ki. A rosszul megtervezett futók hibái közé tartoznak a süllyedésnyomok, a rövid lövés vagy a vetemedés.
Áramlási csatornák
Az áramlási csatornákat a futók rendszerének egyes útvonalaiként határozzák meg, ahol a műanyag a szerszámban mozog. Ezeknek a csatornáknak csökkenteniük kell az ellenállást, és nem szabad lehetővé tenniük az anyag idő előtti lehűlését. A megfelelő csatornakialakítás alkalmas az anyag szilárdságának megőrzésére és annak biztosítására, hogy az alkatrész falvastagsága egyenletes maradjon.
Kapu
A kapu az a kis lyuk, amelyen keresztül az olvadt műanyagot az üregbe fecskendezik. Bár kicsi, mégis jelentősen hozzájárul az alkatrészek minőségéhez. A kapu elhelyezkedése, mérete és stílusa befolyásolja a szerszám kitöltésének módját, a nyomáseloszlást és a kapu nyomának mennyiségét, amely a kész alkatrészen látható lesz. A megfelelő kapukialakítás kiválasztása az egyik módja a feszültségnyomok és az esztétikai hibák elkerülésének.
Ejektor rendszer
A kilökő rendszer a műanyag lehűlése után a kilökő rendszer segítségével küldi ki az alkatrészt. Az alkatrészt a kidobócsapok, hüvelyek vagy lemezek egyenletesen, törés vagy deformáció nélkül szorítják ki. Az ejektorokat megfelelően kell elhelyezni és megrendelni, különösen a kényes vagy bonyolult alkatrészek esetében.
Hűtőrendszer
A hűtőrendszer a szerszám hőmérsékletét úgy szabályozza, hogy vizet vagy olajat pumpál a rendszeren keresztül. A hűtés a fröccsöntés során a legfontosabb folyamatok közé tartozik, mivel közvetlenül befolyásolja a ciklusidőt és az alkatrészek stabilitását. A szabálytalan hűtés zsugorodáshoz, vetemedéshez vagy belső feszültséghez vezethet. A csúcstechnológiás szerszámok a nagyobb hatékonyság érdekében az alkatrész alakját követő, konformális hűtőcsatornákat alkalmazhatnak.
Igazítások és szerelési jellemzők
Az igazító elemek, mint például a vezetőcsapok és a perselyek biztosítják, hogy minden ciklusban a szerszám felét tökéletesen zárják. A rögzítőelemek, mint például a bilincsek és csavarok, a szerszám gépben tartására szolgálnak. A megfelelő igazítás kiküszöböli a villogást, az egyenetlen kopást és a szerszámkárosodást, és egyenletes minőségű alkatrészeket állít elő.
Szellőztetés
A szellőztetés lehetővé teszi a környezeti levegő és a gázok távozását a formaüregből, ahogy a műanyag kitölti a formát. Megfelelő szellőztetés nélkül olyan hibák keletkezhetnek, mint az égésnyomok vagy a félig töltött forma. A szellőzőnyílások kevés, de szükségesek a tiszta és helyes alkatrészek készítéséhez.
Csúszdák és emelők
A csúszdák és az emelők azok az eljárások, amelyek segítik a szerszámokat az alulvágásokkal vagy mellékhatásokkal rendelkező alkatrészek kialakításában. A csúszkák szögei mozognak, az emelők pedig a kilökés során ugrálnak, hogy kilökjék a bonyolult geometriákat. Ezek az elemek növelik a tervezési lehetőségeket, és megszüntetik a másodlagos megmunkálás szükségességét.
Penészanyagok
A szerszámanyagok hatással vannak a tartósságra, a teljesítményre és a költségekre. A nagyszériás gyártást edzett szerszámacéllal végzik, mivel az ellenáll a kopásnak és precízen pontos. Az alumínium szerszámok olcsóbbak és elterjedtebbek prototípusok vagy kisszériás gyártás esetén. A nagy teljesítményű felületkezelések fokozhatják az alkatrészek kopását és kioldódását.
Betétek
A betétek a szerszám levehető részei, amelyeket egy adott jellemző, például egy szál, egy logó vagy egy textúra előállításához használnak. Lehetővé teszik a formák módosítását vagy rögzítését a szerszám cseréje nélkül. A betétek helyettesíthetősége lehetővé teszi, hogy ugyanazon öntőforma-alapból különböző termékek létrehozására használják.
Mag csapok
A magtüskék vékonyabb alkatrészek, amelyeket az öntött alkatrészekben lyukak vagy belső csatornák létrehozására használnak. Jól megmunkáltnak kell lenniük, és elég erősnek kell lenniük ahhoz, hogy hajlítás vagy törés nélkül ellenálljanak a befecskendezések nyomásának.
2. táblázat: Fröccsöntőszerszámok alkatrészei
Komponens
Anyag
Tolerancia (mm)
Maximális nyomás (bar)
Megjegyzések
Penész üreg
Acél/Alumínium
±0.01-0.05
1,500-2,500
Alkatrész alakja
Formamag
Acél
±0.01-0.05
1,500-2,500
Belső jellemzők
Runner rendszer
Acél/Alumínium
±0.02
1,200-2,000
Irányítja a műanyag áramlást
Kapu
Acél
±0.01
1,500-2,500
Belépés az üregbe
Kidobó csapok
Edzett acél
±0.01
N/A
Alkatrész-kidobás
Hűtőcsatornák
Acél
±0.05
N/A
Hőmérséklet-szabályozás
Csúszdák/emelők
Acél
±0.02
1,200-2,000
Komplex geometriák
Betétek
Acél/Alumínium
±0.02
1,500
Testreszabható funkciók
Hűtést segítő terelőlapok, diffúzorok és vízgyűjtők
A hűtőfolyadék áramlását a szerszámban terelőlapok és diffúzorok irányítják az egyenletes hőmérséklet-mintázat biztosítása érdekében. A vízelosztók olyan elosztóelemként szolgálnak, amelyeken keresztül a hűtőfolyadék a szerszám különböző részeihez irányítható. Ezen elemek kombinációja fokozza a hűtést, valamint minimalizálja a ciklusidőt.
Penész textúra
A szerszám textúrája az üreg felületi kiképzése, amelyet az alkatrészre alkalmaztak, hogy bizonyos mintákat vagy felületeket hozzanak létre az alkatrészen. A textúra javíthatja a tapadást, minimalizálhatja a tükröződést, vagy elősegítheti a termék megjelenését. A módszerek a kémiai maratás, a lézeres textúrázás és a mechanikus fúvás.
Sprue Bush
A fröccsöntőperselyt a fröccsöntőgép fúvókájának a futórendszerhez való csatlakoztatására használják. Ez az elsődleges útvonal, amelyen keresztül az olvadt műanyag a szerszámba kerül. A sprue bush-t megfelelően kell kialakítani, hogy biztosítsa az anyagok folyamatos áramlását és elkerülje a szivárgást vagy a nyomásveszteséget.
Üregtartó lemez
Az üregbetétekkel ellátott lemez szilárdan rögzítve van az üregtartó lemezben. Tartja a pozíciót, segíti a fröccsöntési nyomást, és segít a szerszám általános szilárdságának kialakításában. A lemez helyes kialakítása garantálja a szerszámok hosszú távú tartósságát és az alkatrészek egyenletességét.
A szerszámköltségek ismerete
A műanyag fröccsöntő szerszámok költségére vonatkozó kérdés az egyik leggyakrabban feltett kérdés a gyártók részéről. A szerszámköltség a mérettől, a bonyolultságtól, az anyagtól és a várható gyártási volumentől függ. A kezdeti költségek drágának tűnhetnek, de a minőségi műanyag fröccsöntő szerszámok hosszú távon tartóssággal és folyamatos termeléssel térülhetnek meg.
A műanyag fröccsöntés szerszámköltségét befolyásoló kérdések a következők:
- Üregek száma
- Felületre vonatkozó előírások.
- A hűtőrendszer összetettsége
- Tolerancia szintek
- Szerszám anyaga
Bár a vállalkozások hajlamosak lehetnek pénzt megtakarítani és olcsóbb megoldásokat, például műanyag fröccsöntő szerszámokat használni, ez hosszú távon megnövekedett karbantartást és rossz minőségű termékeket eredményez.
A modern szerszámozási technológia
Ez a fejlett szoftvereknek és a megmunkálási technológiáknak köszönhető, amelyek átalakították a műanyag fröccsöntés eszközök. A szimuláció és a számítógépes tervezés (CAD) segítségével a mérnökök a gyártás megkezdése előtt tesztelhetik az öntőforma áramlását, a hűtés hatékonyságát és a szerkezeti integritást.
A CNC megmunkálás, az EDM (elektromos kisüléses megmunkálás) és a nagy sebességű marás biztosítja, hogy a műanyag fröccsöntő szerszámok szűk tűrésekkel készüljenek. Az ilyen technológiák csökkentik az átfutási időt és javítják a megismételhetőséget, így ez a legmegbízhatóbb modern műanyag fröccsöntő szerszám, mint valaha.
Az automatizálás alkalmazása a műanyag fröccsöntő szerszámok költségének optimalizálásával is összefügg. A gyártók a kézi munka leépítésével és a folyamatok hatékonyságának növelésével a minőség rovására történő kompromisszumok nélkül nagyobb értéket tudnak realizálni.
Karbantartás és hosszú élettartam
A műanyag fröccsöntő szerszámok karbantartása szükséges az élettartamuk meghosszabbításához. A kopás és a korrózió megelőzése rendszeres tisztítással, ellenőrzéssel és kenéssel történik. A hűtőcsatornák és a kidobórendszerek megfigyelése elősegíti a stabil működést.
A szerszámok karbantartásának elmulasztása jelentősen növelheti a műanyag fröccsöntő szerszámok költségeit a javítások vagy a korai csere révén. Azok a vállalatok, amelyek megelőző karbantartási programokat fogadnak el, nemcsak a műanyag fröccsöntő szerszámok területén eszközölt beruházásaikat fedezik, hanem biztosítják a gyártási ütemterv változatlan szinten tartását is.
A tartós műanyag fröccsöntő szerszámok nagy volumenű, hosszú gyártási ciklusú műveletekben is alkalmazhatók.
A megfelelő szerszámgyártó partner kiválasztása
A műanyag fröccsöntő szerszámok megbízható beszállítójának kiválasztása ugyanolyan fontos, mint a tervezés. A fejlett szerszámgyártók tisztában vannak az anyagok viselkedésével, a gyártási követelményekkel és a költségoptimalizálási intézkedésekkel.
Egy hatékony munkatárs segít a minőség és a műanyag fröccsöntő szerszámok költségei közötti egyensúly megteremtésében, és a szerszámoknak meg kell felelniük a teljesítménybeli elvárásoknak. A csapatmunka a tervezési szinteken csökkenti a hibákat, valamint minimalizálja a műanyag fröccsöntő szerszámok fejlesztési idejét. .
A jó műanyag fröccsöntő szerszámgyártó cég mutatói közé tartozik a kommunikáció, a műszaki készségek és a magas szintű gyártási készségek.
A jövő fröccsöntő szerszámozásának trendjei
Az innováció a műanyag fröccsöntő szerszámok jövője. Az additív gyártás, a konformális hűtőcsatornák és az intelligens érzékelők megváltoztatják a szerszámok építésének és ellenőrzésének folyamatát. Ezek az innovációk csökkentik a ciklus idejét és javítják az alkatrészek minőségét.
A fenntarthatóság növekvő jelentőségével a hatékony műanyag fröccsöntő forma az eszközök hozzájárulnak az anyaghulladék és az energiafelhasználás csökkentéséhez. A jobb kialakítás a szerszám élettartamának növelésével és a javítási költségek csökkentésével a műanyag fröccsöntő szerszámok költségeit is csökkenti a szerszám élettartamának meghosszabbításával.
Versenyelőnyt élveznek azok a vállalatok, amelyek a következő generációs műanyag fröccsöntő szerszámokat használják, amelyek jobb teljesítménnyel, nagyobb gyártási sebességgel és tervezési képességgel rendelkeznek.
Következtetés
A minőség műanyag fröccsöntés szerszámok létfontosságúak minden fröccsöntési művelet sikeréhez. A tervezés és az anyagválasztás, a karbantartás és az innováció csak néhány a szerszámozással kapcsolatos megfontolások közül, amelyek befolyásolják a gyártás hatékonyságát és a termékek minőségét. Bár a műanyag fröccsöntő szerszámok ára is jelentős tényező, a hosszú távú értéket a tartósság, a pontosság és a megbízhatóság adja. A gyártók garantálhatják az eredmények állandóságát, az alacsonyabb állásidőt és a magas megtérülést, ha fontosnak tartják a modernizációba, a műanyag fröccsöntő szerszámozásba való befektetést és a szakképzett partnerekkel való együttműködést.
A túlfröccsöntés egy termék előállítása két vagy több anyag egyetlen termékké történő egyesítésével. A legtöbb iparágban, például az elektronikában, az orvosi berendezésekben, az autóiparban és a fogyasztási cikkekben is alkalmazzák. A formázás egy overmoldnak nevezett alapanyag, egy szubsztrátumnak nevezett alapanyag fölé történő öntéssel történik.
Az átformázás a termékek esztétikájának, hosszú élettartamának és funkcionalitásának fokozása érdekében történik. Lehetővé teszi a gyártók számára, hogy az egyik anyag erejét a másik anyag rugalmasságával vagy lágyságával ötvözzék. Ezáltal a termékek kényelmesebbé, könnyebben kezelhetővé és tartósabbá válnak.
A túlformázás olyan tárgyakban jelenik meg, amelyeket naponta használunk. Ezt alkalmazzák többek között a fogkefék fogantyúinál és a telefontokoknál, valamint az elektromos szerszámoknál és a sebészeti műszereknél, a kortárs gyártásban. Ha ismerjük az overmoldingot, könnyen beláthatjuk, hogy a mindennapi életben használt tárgyak mennyire kényelmesek és biztonságosak.
Mi az az overmolding?
Overmolding olyan eljárás, amelynek során két anyagból egy termék keletkezik. A kiindulási anyagot szubsztrátumnak nevezik, és jellemzően kemény műanyag, például ABS, PC vagy PP. Szakítószilárdsága 30-50 Mpa szakítószilárdsággal és 200- 250 °C olvadási hőmérséklettel rendelkezik. A másik anyag, amely a fedőforma, lágy, pl. TPE vagy szilikon, 40-80 Shore A keménységű.
A hordozót hagyjuk lehűlni 50-70 °C-ra. Az öntőformába fecskendezett nyomás 50-120 MPa. Ez erős kötést képez. A túlfröccsöntés növeli a termékek tartósságát, szilárdságát és tartósságát.
Az egyik ilyen tipikus tárgy a fogkefe. A fogantyú kemény műanyagból készült, hogy biztosítsa a szilárdságot. Maga a markolat puha gumiból készült, ezért kényelmes a fogása. Ez az alapalkalmazás jól szemlélteti a túlformázás valós felhasználási lehetőségeit.
A túlformázás nem csak a puha markolatokra vonatkozik. Alkalmazzák az elektronikai termékek borításánál, a tárgyak színes díszítésénél és a termék élettartamának meghosszabbításánál is. Ez a rugalmasság teszi lehetővé, hogy napjainkban az egyik legjobban alkalmazható gyártási módszer legyen.
Teljes folyamat
Anyag kiválasztása
Az átöntési eljárás az anyagok kiválasztásával kezdődik. Az alapanyag általában kemény műanyag, mint például ABS, PC vagy PP. Ezek szakítószilárdsága 30-50 Mpa, olvadáspontja pedig 200-250 °C között van. A fröccsöntött anyag általában lágy, például TPE vagy szilikon, és 40-80 Shore A keménységű. Olyan anyagokat kell választani, amelyek kompatibilisek. A végtermék feszültségállóságának meghibásodását az anyagok kötésének meghibásodása okozhatja.
Alátét öntés
A hordozót 220-250 °C-ra történő felmelegítés után 40-80 Mpa nyomáson öntötték a formába. A beöntés után hagyták 50-70 °C-ra megszilárdulni, hogy méretstabil legyen. A folyamat időtartama általában 30-60 másodperc az alkatrész méretétől és vastagságától függően. A tűréshatárok rendkívül nagyok, az eltérés általában nem több mint +-0,05 mm. Az eltérés a termékre gyakorolt hatást eredményez a túlformázott illeszkedés és a termékminőség tekintetében.
A formázandó öntőforma előkészítése
A hűtést követően a szubsztrátumot óvatosan egy második szerszámba helyezik át, amely során a felülfröccsöntés történik. A szerszámot 60-80 °C-ra előmelegítik. Az előmelegítés kiküszöböli a hősokk hatását, és lehetővé teszi azt is, hogy az overmold anyag simán ráfolyjon a hordozóra. Az öntőforma-előkészítésre azért van szükség, hogy a végtermékben ne legyenek üregek, vetemedések vagy rossz kötés.
Overmold befecskendezés
A nyomást 50-120 Mpa nyomással fecskendezik be a hordozóba a túlnyomott anyagból. A befecskendezés hőmérséklete az anyagtól függ: TPE 200-230 °C, szilikon 180-210 °C. Ennek a lépésnek precíznek kell lennie. A nem megfelelő hőmérséklet vagy nyomás buborékok, leválás vagy elégtelen fedés hibáit eredményezheti.
Hűtés és megszilárdulás
A fröccsöntést követően az alkatrészt lehűtik, hogy lehetővé váljon a formanyomás megszilárdulása és az aljzathoz való erős kötődése. A hűtési idő az alkatrész vastagságától függően 30 és 90 másodperc között mozog. A vékony részek gyorsabban hűlnek, míg a vastagabbak lassabban hűlnek. Megfelelő hűtésre van szükség az egyenletes kötés biztosításához, valamint a repedéseket vagy deformációt okozó belső feszültségek minimalizálásához.
Kidobás és befejezés
Az alkatrészt lehűlés után kinyomják a formából. Az esetleges felesleget, az úgynevezett flash-t kivágják. Az alkatrészt ellenőrzik a felületkezelés és a méretpontosság szempontjából. Ez biztosítja, hogy a termék megfeleljen a kívánt minőségnek, és szükség esetén kompatibilis legyen a többi alkatrésszel.
Vizsgálat és ellenőrzés
Az utolsó lépés a tesztelés. Tesztelési típusok: A szakító- vagy hámlási vizsgálatok meghatározzák a kötés szilárdságát, amely általában 1-5 MPa. A Shore A vizsgálatokat a formakeménység ellenőrzésére használják. A hibák, mint például a buborékok, repedések vagy az elhajlás, vizuálisan kimutathatók. Csak a bevizsgált alkatrészeket szállítják el, vagy rakják össze késztermékké.
Az overmolding típusai
Két lövéses öntés
A kétlövetű öntés során egy gép két anyagot önt. Az öntés 220-250 °C hőmérsékleten és 40-80 MPa nyomáson történik, majd ezt követi a második anyag befecskendezése 50-120 MPa nyomáson. Ez a technika gyors és pontos, és akkor alkalmas, ha nagyszámú termékről van szó, például gumibetétekről és puha tapintású gombokról.
Beillesztett öntvények
A betétes öntés során a hordozót már előkészítik és behelyezik a formába. Az öntőformát TPE vagy szilikon fedőformával borítják, amelyet 50-120 MPa nyomáson fecskendeznek be. A kötési szilárdság általában 1-5 MPa. Ez a megközelítés jellemző a szerszámokra, fogkefékre és egészségügyi eszközökre.
Többféle anyagból történő túlformázás
A több anyagból történő túlfröccsöntés olyan túlfröccsöntés, ahol egy alkatrészben több mint 2 anyag van. Az egyes anyagok fröccsöntési ideje egymás után 200-250 °C, 50-120 MPa. Ez lehetővé teszi a bonyolult szerkezeteket kemény, finom és fedő részekkel.
Az overmoldingot a következő alkalmazásokban alkalmazták
A túlfröccsöntés alkalmazási területei igen változatosak. A következő tipikus példák a következők:
Elektronika
A telefon tokok általában kemény műanyagból készültek, puha gumiszélekkel. A távirányítók gombjai gumiból készülnek, mivel ezek jobb tapintást biztosítanak. Az elektronikus alkatrészeket túlnyomással védik, és jobb használhatóságot biztosítanak.
Orvostechnikai eszközök
A védőtömítéseket, a sebészeti eszközöket és a fecskendőket általában átformázzák. A puha termékek megkönnyítik az eszközök könnyebb kezelését, és biztonságosabbá is teszik azokat. Ez alapvető fontosságú az orvosi alkalmazásokban, ahol a kényelem és a pontosság fontos.
Autóipar
Az overmoldingot az autók belsejében használt puha tapintású gombok, markolatok és tömítések készítésére használják. A gumiból készült tömítéseket arra használják, hogy megakadályozzák a víz vagy a por bejutását az alkatrészekbe. Ez fokozza a kényelmet és a tartósságot is.
Fogyasztói termékek
Az átformázást gyakran használják fogkefefogantyúk, konyhai eszközök, elektromos szerszámok és sportfelszerelések esetében. A folyamatot markolatok hozzáadására, a felületek védelmére és dizájn hozzáadására használják.
Ipari szerszámok
A túlformázást olyan szerszámoknál használják, mint a csavarhúzók, kalapácsok és fogók, amelyekből puha fogantyú készül. Ez korlátozza a kezek fáradtságát és növeli a használat biztonságát.
Csomagolás
A csomagolás egyes részeinek (pl. palackok tetejének vagy védőpecsétjeinek) túlformázását a kezelés és a funkcionalitás javítása érdekében alkalmazzák.
A túlfröccsöntés lehetővé teszi a gyártó számára, hogy olyan termékeket állítson elő, amelyek funkcionálisak, biztonságosak és tetszetősek is.
Az overmolding előnyei
A túlöntésnek számos előnye van.
Jobb fogás és kényelem
A termékek kezelése a puha anyagok használatával könnyebbé válik. Ez vonatkozik a szerszámokra, a háztartási termékekre és az orvostechnikai eszközökre.
Fokozott tartósság
Több anyag összekapcsolása növeli a termékek szilárdságát. A kemény és puha anyagok garantálják a termék biztonságát.
Jobb védelem
Az elektronika, a gépek vagy a kényes műszerek borítása vagy tömítései a túlöntés révén adhatók hozzá.
Vonzó design
A termékeket különböző színekben és textúrákban tervezték. Ez javítja az imázst és a márkaépítést.
Ergonómia
A puha markolatok minimalizálják a kéz fáradtságát, és a tárgyakkal vagy eszközökkel hosszabb ideig kényelmesebbé teszik a munkát.
Sokoldalúság
A túlformázás sokféle anyagot használ, és bonyolult formák kialakítására is alkalmas. Ez lehetővé teszi a gyártók számára, hogy innovatív termékekkel álljanak elő.
A túlformázás kihívásai
A túlöntésnek vannak olyan kihívásai is, amelyeket a gyártóknak figyelembe kell venniük:
Anyag kompatibilitás
Nem minden anyag kötődik jól. Bizonyos kombinációkat ragasztóval kell ragasztani vagy felületkezelni.
Magasabb költség
Mivel további anyagokat, formákat és gyártási lépéseket igényel, a túlformázás növelheti a gyártási költségeket.
Komplex folyamat
Az öntőforma kialakítását, a nyomást és a hőmérsékletet szigorúan szabályozni kell. A legapróbb hiba is hibát okozhat.
Gyártási idő
Formázás A kétlépcsős formázás több időt igényelhet, mint az egyanyagú formázás. Az új technológiák, mint például a kétlövetű öntés, azonban csökkenthetik ezt az időt.
Tervezési korlátozások
Az összetett formákhoz egyedi formákra lehet szükség, és ez költséges lehet.
Mindazonáltal ezek az elrettentő problémák nem akadályozták meg a túlformázást, mivel az javítja a termékek minőségét és teljesítményét.
A túlformázás tervezési elvei
Az overmolding olyan kialakítás, ahol az alap egy anyagból készül, a forma pedig egy másik anyagból.
Anyag kompatibilitás
Válassza ki a ragasztott anyagokat. Az overmoldnak és a szubsztrátumnak kémiai és termikus tulajdonságaik szempontjából kompatibilisnek kell lennie egymással. A hasonló, egymáshoz közeli olvadáspontú anyagok minimalizálják a gyenge kötés vagy leválás esélyét.
Falvastagság
Tartsa állandóan a fal vastagságát, hogy az anyag áramlása egyenletes legyen. A falak egyenetlenségének hiánya olyan hibákhoz vezethet, mint a süllyedésnyomok, üregek vagy vetemedések. A falak általában 1,2 és 3,0 mm között vannak a különböző anyagokból.
Tervezési szögek
Domborítson szögeket a függőleges felületekre a kidobás megkönnyítése érdekében. Az 1- 3 fokos szög segít elkerülni a hordozó vagy az öntvény sérülését a kivonás során.
Lekerekített sarkok
Kerülje az éles sarkokat. A lekerekített élek javítják az anyagok áramlását a befecskendezés során, és csökken a feszültségkoncentráció. Az ajánlott saroksugár 0,5-2 mm.
Kötési jellemzők
A szubsztrát és az öntőforma közötti mechanikai kötés növelése érdekében gödröket vagy barázdákat, illetve egymásba illesztett struktúrákat készítenek. A jellemzők növelik a lehúzási és nyírási szilárdságot.
Szellőztetés és kapu elhelyezése
Szereljen fel olyan szellőzőnyílásokat, amelyek lehetővé teszik a levegő és a gázok távozását. A befecskendező kapukat az érzékeny területektől eltérő helyeken helyezze el a homogén áramlás elérése érdekében, amely elkerüli a kozmetikai hibákat.
Zsugorodási megfontolások
Vegye figyelembe az anyagok zsugorodásának változását. A hőre lágyuló műanyagok zsugorodása akár 0,4-1,2 is lehet, az elasztomereké pedig 1-3%. A helyes tervezéssel elkerülhető a torzulás és a mérethibák.
Műszaki döntési táblázat: Az Ön projektjéhez megfelelő-e a túlöntés?
Paraméter
Tipikus értékek
Miért fontos
Alátét Anyag
ABS, PC, PP, Nylon
Szerkezeti szilárdságot biztosít
Alátét szilárdsága
30-70 MPa
Meghatározza a merevséget
Overmold anyag
TPE, TPU, szilikon
Hozzáadja a tapadást és a tömítést
Overmold keménység
A part 30-80
Rugalmasság a vezérlésben
Befecskendezési hőmérséklet
180-260 °C
Biztosítja a megfelelő olvadást
Befecskendezési nyomás
50-120 MPa
Befolyásolja a kötést és a kitöltést
Kötésszilárdság
1-6 MPa
A rétegtapadást méri
Falvastagság
1,2-3,0 mm
Megelőzi a hibákat
Hűtési idő
30-90 mp
Hatás a ciklusidőre
Mérettűrés
±0,05-0,10 mm
Biztosítja a pontosságot
Zsugorodási arány
0,4-3,0 %
Megakadályozza a vetemedést
Szerszámozási költség
$15k-80k
Magasabb kezdeti beruházás
Ideális térfogat
>50,000 egység
Javítja a költséghatékonyságot
Átdolgozással készült alkatrészek
Szerszám fogantyúk
Az overmoldingot számos kéziszerszámban kemény mag és puha gumi markolat létrehozására használják. Ez fokozza a kényelmet és minimalizálja a kézhasználat fáradtságát, valamint nagyobb kontrollt biztosít a használat során.
Fogyasztói termékek
A leggyakoribb termékek, például a fogkefék, konyhai eszközök és elektromos áramot igénylő szerszámok általában túlformázást használnak. A puha markolatok vagy párnák segítenek javítani az ergonómiát és az élettartamot.
Elektronika
A telefon tokjában, a távirányítóban és a védőburkolatokban a túlfröccsöntés gyakori alkalmazásai közé tartoznak ezek. Emellett ütéscsillapítást, szigetelést és puha tapintású felületet biztosít.
Autóipari alkatrészek
Az autók belsejében gyakoriak az átformázott gombok, tömítések, tömítések és markolatok. A puha tapintású rendszerek fokozzák a kényelmet, a zajt és a rezgéseket.
Orvostechnikai eszközök
A túlfröccsöntést olyan orvosi eszközökben használják, mint a fecskendők, sebészeti eszközök, kézben tartott tárgyak és hasonlók. Az eljárás garantálja az alapos biztonságot, pontosságot és szilárd tartást.
Nyersanyagok a túlfröccsöntésben
Fontos az anyagválasztás. A leggyakoribb szubsztrátumok a következők:
Kemény műanyagok, például polipropilén (PP), polikarbonát (PC) és ABS.
Fémek az alkalmazási területeken
Az overmold anyagok általában a következők:
Puha műanyagok
Gumi
Nylon hőre lágyuló elasztomerek (TPE)
Szilikon
Az anyag kiválasztása a termék felhasználási céljától függ. Példaként említhetjük, hogy az orvosi eszközökben biokompatibilis anyagokra van szükség. Az elektronika szigetelő és védő anyagokat igényel.
Legjobb gyakorlatok a túlfröccsöntött alkatrészek tervezésénél
A magas szintű ragasztás, a vonzó megjelenés és a minőségi teljesítmény elérése érdekében jól meg kell fontolni a túlfröccsöntött alkatrészek tervezését. A kialakított tervezési irányelvek betartása hozzájárul a hibaarány minimalizálásához, és a termékek minősége egyenletes lesz.
Válassza ki a kompatibilis anyagokat
Az átformázás az anyagválasztástól függ. Az overmoldnak és az alapanyagnak jó kapcsolatban kell lennie egymással. A hasonló sebességgel olvadó és azonos kémiai tulajdonságokkal rendelkező alapanyagok erősebb és megbízhatóbb kötéssel rendelkeznek.
Erős kötés kialakítása
Támogatni kell a jó mechanikai kötést az alkatrésztervezés és maga a tervezés között. Az alulvágások, hornyok és az egymásba illeszkedő formák csak néhány olyan jellemző, amelyek lehetővé teszik, hogy a túlformázott anyag szilárdan tartsa az alapdarabot. Ez minimálisra csökkenti az elválás esélyét használat közben.
Tartsa a falvastagságot a megfelelő módon
A falak egyenletes vastagsága lehetővé teszi az anyagok áramlását az öntési folyamat során. Az egyenletes vastagság hiánya süllyedésnyomokhoz, üregekhez vagy gyenge részekhez vezethet az alkatrészben. A szimmetrikus kialakítás növeli a szilárdságot és a megjelenést is.
Megfelelő merülési szögek használata
A huzatszögek leegyszerűsítik az alkatrésznek a szerszámból való kiemelését. A megfelelő huzattal a súrlódás és a sérülés minimalizálható a kilökés során, ami különösen hasznos az összetett, túlformázott alkatrészeknél.
Kerülje az éles sarkokat
Az éles élek feszültségpontokat okozhatnak és korlátozhatják az anyagáramlást. A lekerekített élek és az áramló eredmények fokozzák a szilárdságot, és egyenletesen áramoltatják a túlformázott anyagot az alkatrész körül.
Tartalmazza a szellőztető funkciókat
A befecskendezés során a jó szellőztetés lehetővé teszi a csapdába esett levegő és gázok távozását. A jó szellőzőnyílások lehetővé teszik a légzsákok és a felületi hibák elkerülését, valamint a szerszám félig történő kitöltését.
Terv Overmold anyag pozicionálása
A befecskendezési pontokat nem szabad fontos jellemzők és élek közelében elhelyezni. Ez kiküszöböli az anyagok felhalmozódását, az áramlás megszakadását és a kitett részek esztétikai hibáit.
Szerszámtervezés optimalizálása
A sikeres túlöntéshez jól megtervezett formák szükségesek. A kapu megfelelő elhelyezése, a kiegyensúlyozott kifutók és a hatékony hűtőcsatornák hozzájárulnak az egyenletes áramlás és a stabil termelés biztosításához.
Vegye figyelembe az anyag zsugorodását
A különböző anyagok különböző sebességgel hűlnek le. Ezeket a különbségeket a tervezőknek figyelembe kell venniük, hogy a végleges alkatrészen ne legyenek vetemedések, elhajlások vagy méretproblémák.
Milyen anyagokat használnak az öntőformázáshoz?
A túlfröccsöntés lehetőséget ad a gyártóknak arra, hogy különböző anyagokat keverjenek bizonyos mechanikai, működési és esztétikai jellemzők elérése érdekében. Az anyag kiválasztását a szilárdság, a rugalmasság, a kényelem és a környezeti ellenállás határozza meg.
Termoplasztikus, nem termoplasztikus.
Ez az egyik legelterjedtebb overmolding kombináció. Az alapanyag egy hőre lágyuló polimer, amely polikarbonát (PC). Ezt azután egy lágyabb hőre lágyuló műanyaggal, például TPU-val fedik be. Ez a kompozit javítja a tapadást, a kényelmet és a felületi tapintást, és a szerkezeti szilárdság nem csökken.
Termoplasztikus fém felett
Ez a technika egy hőre lágyuló anyagot használ, amelyet egy fém alkatrészre öntünk. Az olyan fémeket, mint az acél vagy az alumínium, általában műanyaggal, például polipropilénnel (PP) vonják be. Ez segít a fém korrózió elleni védelemben, a rezgés csökkentésében és a használat közbeni zajcsökkentésben.
TPE az elasztomerrel szemben.
Ez a rendszer egy kemény műanyagból készült, újrahasznosított szubsztrátumot használ, mint például az ABS, a tetején egy rugalmas elasztomerrel kiegészítve. Általában olyan termékeknél alkalmazzák, amelyek tartósságot és rugalmasságot igényelnek, mint például a szerszámok fogantyúi és az orvosi berendezések.
Szilikon műanyag felett
A szilikont műanyagokra, például polikarbonátra is ráöntik. Ez magas szintű vízállóságot, tömítettséget és alacsony tapintású érzetet biztosít. Általában orvosi és elektronikus eszközökben alkalmazzák.
TPE a TPE felett
A hőre lágyuló elasztomerek különböző fajtáinak túlfröccsöntése is elvégezhető. Ez lehetővé teszi a gyártók számára, hogy egy alkatrészen belül különböző textúrájú, színű vagy funkcionális területű termékeket állítsanak elő.
Az overmolding a helyes választás?
Amikor a termékének egyszerre van szüksége szilárdságra, kényelemre és tartósságra, átformázás a megfelelő döntés. Különösen alkalmas olyan alkatrészeknél, amelyeknek puha fogantyúra, ütésállóságra vagy további védelemre van szükségük anélkül, hogy több összeszerelési folyamatot igényelnének. Az overmolding olyan termékeknél használható, amelyeket gyakran érintenek, mint például szerszámok, orvosi berendezések vagy akár elektronikai tokok.
Mindazonáltal a túlformázás nem minden projektre alkalmazható. Általában megnövekedett szerszámköltségekkel és bonyolult szerszámminta-tervezéssel jár, szemben az egyanyagú öntéssel. Ha a gyártási mennyiségek kicsik, vagy a terméktervezés alapvető, akkor a hagyományos öntési eljárások olcsóbbnak bizonyulhatnak.
Az anyagkompatibilitás, a gyártási volumen, a funkcionalitás követelménye és a költségvetés figyelembevételével a tervezés kezdeti szakaszában történő felmérése segít eldönteni, hogy a túlöntési megoldás a leghatékonyabb-e az Ön projektjének megoldásában.
Példák a túlformázásra a való életben
Fogkefék
A fogantyú kemény műanyag. A markolat puha gumi. Ez megkönnyíti a fogmosás feladatát.
Telefon tokok
A készüléket kemény műanyag borítja. A leejtési ütéseket puha gumiszélek nyelik el.
Villamos szerszámok
A gumit a fogantyúkra öntötték a rezgés minimalizálása és a biztonság növelése érdekében.
Autóbelsők
A vezérlőgombok és gombok általában puha tapintásúak, ami jobb felhasználói élményt nyújt.
A következő példák a használhatóság, a biztonság és a formatervezés javítását mutatják be.
Sincere Tech - Az Ön Hi-Fi partnere mindenféle formázásban
Az Sincere Tech megbízható gyártási partner, amely a fröccsöntés minden formájával foglalkozik, például műanyag fröccsöntéssel és túlfröccsöntéssel. Segítünk az ügyfeleknek a tervezésben egészen a termékek tömeggyártásáig, precízen és hatékonyan. Magas szintű technológiával és hozzáértő mérnöki munkával kiváló minőségű alkatrészeket biztosítunk az autóipari, orvosi, elektronikai és fogyasztói piacokon. Látogasson el a Plas.co weboldalra, hogy megismerje, mire vagyunk képesek és mit kínálunk.
Következtetés
Az overmolding rugalmas és hasznos gyártási technika. Ez egy olyan eljárás, amely két vagy több anyag kombinációját foglalja magában, hogy a termékeket erősebbé, biztonságosabbá és kényelmesebbé tegye. Széles körben alkalmazzák az elektronikában, az orvostechnikai eszközökben, az autóipari alkatrészekben, a háztartási készülékekben és az ipari szerszámokban.
Ez az anyag gondos kiválasztásával, a formák pontos alakjával, valamint a hőmérséklet és a nyomás ellenőrzésének biztosításával érhető el. A túlformázás jelentős előnyökkel jár, bár néhány kihívással is szembesül, mint például a megnövekedett költségek és a megnövekedett gyártási idő.
Az átformázott termékek tartósabbak, ergonomikusabbak, szemet gyönyörködtetőek és funkcionálisabbak. Az egyik olyan terület, ahol a túlfröccsöntés a modern gyártás elválaszthatatlan részévé vált, a mindennapi termékek, például a fogkefék és a telefontokok esetében, egészen az olyan komolyabb termékekig, mint az orvosi berendezések és az autók belseje.
A túlformázás ismeretében hálásak lehetünk azért, hogy a tervezés során hozott egyszerű döntéseknek köszönhetően a termékek kényelmesebbé és tartósabbá válnak. Egy ilyen apró, mégis jelentős folyamat tovább javítja a mindennapi életünkben használt áruk minőségét és funkcionalitását.
https://plas.co/wp-content/uploads/2026/01/4-1.jpg10801920A cikk szerzőjehttp://plas.co/wp-content/uploads/2023/02/plas-co-1.jpgA cikk szerzője2026-01-28 18:08:442026-01-29 20:38:46Mi az az overmolding?Minden, amit tudnia kell
A betétes öntés a mai gyártás fontos technológiája. Fém vagy más elemek műanyaghoz való rögzítésére használják. Az eljárás egységes, szívós és erős alkatrészt kínál. A lépésről lépésre történő technika alternatívájaként, amikor a darabokat a formázás után össze kell szerelni, az insert molding technika összeolvasztja őket. Ez munka- és időmegtakarítást eredményez, és javítja a termék minőségét.
Kína mamut a betétformázásban. Költséghatékony termelést biztosít. Az országban magas szintű gyárak és szakképzett munkaerő jött létre. Kína minden célra alkalmas anyagok gyártója. Vezeti a globális termelést.
Ez az írás a betétformázást, annak folyamatát, betétfajtáit, anyagait, kialakítását, a rendelkezésre álló irányelveket, használatát, előnyeit és a mai gyártásban alkalmazott formázási eljárásokkal való összehasonlítását tárgyalja.
Mi az a betétformázás?
A betétes öntés a műanyag öntés egyik folyamata. Egy összeszerelt alkatrészt, általában egy fém alkatrészt, egy formába helyeznek. A következő lépésben olvasztott műanyagot fecskendeznek köré. Amikor a műanyag megkeményedik, a műanyag betét a végtermék részévé válik. A technikát az elektronikai és az autóiparban, valamint az orvostechnikai berendezések gyártásában is alkalmazzák.
A betétformázás nagy előnye a szilárdság és a stabilitás. A fémbetétes műanyag alkatrészek mechanikai szilárdság szempontjából erősebbek. Emellett menetesek és az idő előrehaladtával kevésbé kopnak. Ez különösen lényeges azoknál az alkatrészeknél, amelyeket sokszor kell csavarozni vagy csavarozni.
A betétek típusai
A betétformázáshoz használt betétek különböző fajtákból állnak, amelyeket a célnak megfelelően használnak.
Fém betétek
A fémbetétek a legelterjedtebbek. Ezek vagy acélból, sárgarézből vagy alumíniumból készülnek. Ezeket a menetes furatokon használják szerkezeti vagy mechanikai szilárdság érdekében.
Elektronikus betétek
A műanyag formába önthető elektronikus alkatrészek közé tartoznak az érzékelők, csatlakozók vagy kis áramkörök. Ez garantálja biztonságukat és az összeszerelési folyamatok csökkentését.
Egyéb anyagok
A betétek egy része kerámiából vagy kompozitból készül, hogy speciális célokra lehessen felhasználni. Ezeket olyan esetekben használják, amikor hőállóságra vagy szigetelésre van szükség.
A megfelelő betét kiválasztása
A döntés az alkatrész szerepétől és a műanyag típusától függ. A legfontosabbak a kompatibilitás, a szilárdság és a tartósság.
A betétes öntési folyamat
Az egylépcsős öntés során egy fém vagy más elemet egy műanyag szerszámba foglalnak. A betétet a végső termékbe helyezik. Ez egy erősebb és gyorsabb folyamat az ezt követő alkatrész-összeszereléshez képest.
A betét előkészítése
A betétet leöblítjük, hogy az összes szennyeződést, zsírt vagy rozsdát eltávolítsuk. Alkalmanként bevonják vagy rögösítik is, hogy a műanyaghoz ragadjon. A 65-100 °C-ra előmelegített forró műanyag nem teszi tönkre.
A betét elhelyezése
A betétet nagy gondossággal helyezzük a formába. A nagy gyárakba robotok tudják behelyezni. Tüskék vagy bilincsek tartják szilárdan. A jobbra helyezés megakadályozza az elmozdulást a formázás során.
Műanyag befecskendezése
Ez úgy történik, hogy az olvadt műanyagot a betét köré fecskendezik. Hőmérsékletük 180 és 343 °C között van. A nyomás 50-150 MPa. Ahhoz, hogy erős legyen, a tartási nyomásnak 5-60 másodpercig kell tartania.
Hűtés
Ez a műanyag megszilárdulása. A kisebb alkatrészek 10-15 másodpercig, a nagyobb alkatrészek pedig 60 másodpercig vagy annál tovább tartanak. A felmelegedést hűtőcsatornák akadályozzák meg.
Az alkatrész kidobása
Az öntőforma és a kilökőcsapok kiszorítják az alkatrészt. Ezután következhet egy kis utómunka vagy trimmelés.
Fontos pontok
A fém és a műanyag tágulása nem azonos. Az előmelegítés és az állandóan szabályozott szerszámhőmérséklet csökkenti a feszültséget. Ezt a modern gépeken érzékelők használatával érik el, hogy a nyomás és a hőmérséklet tekintetében egyenletes eredményeket érjenek el.
Kulcsparaméterek:
Paraméter
Tipikus ipari tartomány
Hatás
Befecskendezési hőmérséklet
180-343 °C
A műanyag minőségétől függ (magasabb a PC, PEEK esetében)
Befecskendezési nyomás
50-150 MPa (≈7,250-21,750 psi)
Elég magasnak kell lennie ahhoz, hogy a betétfelületek körül kitöltse azokat anélkül, hogy elmozdítaná őket.
Injekciós idő
2-10 s
Rövidebb a kis alkatrészekhez; hosszabb a nagyobb alkatrészekhez
Tartási nyomás
~80% befecskendezési nyomás
A feltöltés után alkalmazzák az anyag tömörítésére és a zsugorodási hézagok csökkentésére.
Tartási idő
~5-60 s
Az anyagtól és az alkatrész vastagságától függ
A formálandó közös injekciók típusai
A fröccsöntésben alkalmazott betétek különböző típusai léteznek, és a felhasználáson alapulnak. Mindegyik típus hozzájárul a végső alkatrész szilárdságához és teljesítményéhez.
Menetes fémbetétek
A menetes betétek lehetnek acélból, sárgarézből vagy alumíniumból. Lehetővé teszik a többszöri csavarozás és csavarozás lehetőségét anélkül, hogy a műanyag eltörne. Ez utóbbi gyakori az autókban, háztartási készülékekben és az elektronikában.
Press-Fit betétek
A sajtolt betétek olyanok, amelyek minden további rögzítés nélkül kerülnek beépítésre egy öntött alkatrészbe. Ahogy a műanyag lehűl, a betétet megtartja és nagyon jól és erőteljesen stabilizálja.
Heat-Set betétek
Ezt követi a hőre keményedő betétek készítése. Amikor hagyjuk kihűlni, a forró betét bizonyos mértékig összeolvad a környező műanyaggal, és nagyon erős kötést hoz létre. Ezeket általában hőre lágyuló műanyagoknál, pl. nejlonban használják.
Ultrahangos betétek
A vibrációban ultrahangos betéteket helyeznek el. A műanyag megolvad a betétet körülvevő régióban, és megkeményedik, hogy szoros illeszkedést hozzon létre. Ez egy precíz és gyors módszer.
A megfelelő betét kiválasztása
A jobb és a bal oldali választása a műanyag típusától, az alkatrész kialakításától és a várható terheléstől függ. A fémbetétek kiválasztása a szilárdság alapján történt, a speciális betétek, mint például a hőre keményedő betétek és az ultrahangos betétek pedig a pontosság és a tartósság alapján kerültek értékelésre.
Tervezési szabályok a betétes fröccsöntés iparában
A fröccsöntéssel beillesztendő alkatrészek kialakítását megfelelően meg kell tervezni. A pontos tervezés biztosítja a nagyfokú kötést, pontosságot és tartósságot.
Betét elhelyezése
A betéteket olyan helyre helyezzük be, ahol a műanyag jó helyzetben lesz, hogy megtámasztja őket. Nem szabad nagyon közel kerülniük a falakhoz vagy vékony élekhez, mert ez repedésekhez vagy vetemedéshez vezethet.
Műanyag vastagság
Mindig ügyeljen arra, hogy a betétet körülvevő falak azonos vastagságúak legyenek. A hirtelen vastagságváltozás miatt egyenlőtlen lehűlés és zsugorodás tapasztalható. A betét jellemzően 2-5 mm vastagságú, ami a szilárdság és a stabilitás szempontjából elegendő.
Anyag kompatibilitás
Vegyünk műanyagot, és töltsük meg ragasztóanyagokkal. Ilyen például a nejlon, amely sárgaréz vagy rozsdamentes acél betétekkel használható. Kerülni kell a túlzott hő hatására kialakuló keverékeket.
Formakialakítás
Adjon hozzá egy jó kapupozíciót és hűtési intézkedéseket a formához. A műanyagnak szabadon kell tudnia mozogni a betét körül, és nem szabad, hogy a levegő beszoruljon. A hőmérsékletet csatornák stabilizálják, és megakadályozzák a vetemedést.
Toleranciák
A konstrukció betételemeinek helyes tűrései. Csak egy kis, 0,1-0,3 mm-es hézag szükséges ahhoz, hogy a betét tökéletesen illeszkedjen, anélkül, hogy laza vagy kemény lenne.
Megerősítő jellemzők
A betétet bordákkal, domborulatokkal, vagy kötőelemekkel kell alátámasztani. Használatuk esetén ezek a tulajdonságok széles körben eloszlanak, ezáltal megakadályozzák a betétek repedését vagy elmozdulását.
Nem megfelelő overmold anyagok a betétes fröccsöntési eljáráshoz
Az ideális eljárás a betétes öntés; a műanyag azonban könnyen megolvad és könnyen áramlik az öntési folyamat során. A műanyagot a betéthez is rögzíteni kell, hogy robusztus alkatrész jöjjön létre. A hőre lágyuló műanyagokat részesítik előnyben, mivel ezek rendelkeznek a megfelelő olvadási és áramlási jellemzőkkel.
Sztirol Akrilnitril-butadién-sztirol sztirol
Az ABS nem csak méretre szabható, de könnyen megmunkálható is. A legjobban alkalmazható a szórakoztatóelektronikai termékek között, amelyek nagyfokú pontosságot és stabilitást igényelnek.
Nylon (poliamid, PA)
A nejlon erős és rugalmas. Általában fémbetétekkel hegesztik egy szerkezeti árucikkhez, pl. autóipari konzolokhoz vagy építőelemekhez.
Polikarbonát (PC)
A polikarbonát nem csak repedésmentes, hanem strapabíró is. Leginkább az elektronikai burkolatok és orvosi berendezések, valamint más, tartósságot igénylő berendezések ellátásában alkalmazható.
Poliéter-éter-keton (PEEK)
A PEEK versenyelőnye a hő- és vegyi anyagokkal szemben. Alkalmazható lenne a nagy teljesítményű mérnöki, űrkutatási és orvosi területeken.
Polipropilén (PP)
A polipropilén nem viszkózus, és nem reagál nagyszámú vegyszerre sem. Használják háztartási és fogyasztási cikkeknél, valamint autóalkatrészeknél.
Polietilén (PE)
A polietilén olcsó és rugalmas. Elsődleges felhasználási területe a világítás, pl. csomagolás vagy védőtok.
Termoplasztikus poliuretán (TPU) és termoplasztikus elasztomer (TPE)
A TPU és a TPE gumiszerű, puha és rugalmas. Tökéletesen alkalmasak markolatok, tömítések vagy ütéscsillapítást igénylő alkatrészek átformázására.
A megfelelő anyag kiválasztása
Az overmold anyagának kiválasztását az alkatrész funkcionalitása, a betét feladata és működése határozza meg. A szükséges szilárdság és rugalmasság biztosítása mellett jó folyású műanyagnak kell lennie a betétet összekötő kötésnek is.
Alkatrészgeometria és betét elhelyezése:
Ez a funkció minden alkatrészre vonatkozik.
Alkatrészgeometria és betét elhelyezése:
Ez a funkció bármely alkatrészre alkalmazható.
A betét megtartása az alkatrész alakjától függ. A betét elhelyezésének olyannak kell lennie, hogy megfelelő műanyag legyen körülötte. Nem szabad, hogy a biztosítás túl közel legyen az élekhez vagy a keskeny falakhoz, mivel ez megrepedhet vagy elhajolhat.
A betétet körülvevő műanyagnak sima vastagságúnak kell lennie. A vastagság hirtelen változása nem egyenletes lehűlést vagy összehúzódást eredményezhet. A betét esetében a szilárdság és a stabilitás szempontjából elegendő a normál 2-5 mm-es műanyag.
A betét alátámasztására használható tervezési jellemzők a bordák, a domborulatok és a fugák. Ahogyan használják, segítenek a feszültség eloszlásában és a mozgás gátlásában. Ha a betétet helyesen szerelték be, biztosak lehetünk abban, hogy az alkatrész a helyén van, és hogy az alkatrész hatékonyan működik.
A hőre lágyuló műanyagok műszaki összehasonlítása betétes öntéshez
Anyag
Olvadási hőmérséklet (°C)
Formahőmérséklet (°C)
Befecskendezési nyomás (MPa)
Szakítószilárdság (MPa)
Ütőszilárdság (kJ/m²)
Zsugorodás (%)
Tipikus alkalmazások
ABS
220-260
50-70
50-90
40-50
15-25
0.4-0.7
Szórakoztató elektronika, házak
Nylon (PA6/PA66)
250-290
90-110
70-120
70-80
30-60
0.7-1.0
Autóipari konzolok, teherhordó alkatrészek
Polikarbonát (PC)
270-320
90-120
80-130
60-70
60-80
0.4-0.6
Elektronikai burkolatok, orvosi eszközök
PEEK
340-343
150-180
90-150
90-100
15-25
0.2-0.5
Légiközlekedési, orvosi, vegyi alkalmazások
Polipropilén (PP)
180-230
40-70
50-90
25-35
20-30
1.5-2.0
Autóalkatrészek, csomagolás
Polietilén (PE)
160-220
40-60
50-80
15-25
10-20
1.0-2.5
Csomagolás, alacsony terhelésű házak
TPU/TPE
200-240
40-70
50-90
30-50
40-80
0.5-1.0
Fogantyúk, tömítések, rugalmas alkatrészek
A betétformázás előnyei
Erős és tartós alkatrészek
A betétes öntési folyamat során a műanyag és a fém egyetlen egységgé egyesül. Ez teszi az alkatrészeket szívóssá, robosztussá, és újra és újra felhasználhatóvá.
Csökkentett összeszerelés és munka
A betétet a műanyagba illesztjük, és további összeszerelésre nincs szükség. Ez időt és munkaerőt takarít meg, és csökkenti az összeszerelés során elkövetett hibák lehetőségét.
Precizitás és megbízhatóság
A betétet szilárdan rögzítik az öntvényhez. Ez garantálja, hogy a méretek azonosak maradnak, és hogy a mechanikai szilárdság megnő, ami növeli az alkatrészek megbízhatóságát.
Tervezési rugalmasság
Az összetett minták gyártása a betétformázás segítségével nehezen lenne kivitelezhető hagyományos összeszereléssel. Lehetőség van arra, hogy a fém és a műanyag újszerű kombinációban kerüljön felhasználásra a funkcionális követelmények teljesítése érdekében.
Költséghatékonyság
A betétes öntés csökkenti az anyagpazarlást, valamint a nagy mennyiségű gyártás esetén az összeszerelési költségeket is. Javítja a termékek hatékonyságát és általános minőségét, ezért hosszú távon költséghatékony.
A betétformázás alkalmazásai
Autóipar
Az autóipar tipikus alkalmazása a betétes öntvény. A műanyag alkatrészek fémbetétekkel rendelkeznek, amelyek az alkatrész, például a konzolok, motoralkatrészek és csatlakozók szilárdságát biztosítják. Ezáltal az összeszerelés kevesebb, a tartósság pedig több lesz.
Elektronika
Elektronika. A betétes öntés előnye itt az, hogy a műanyag burkolatba csatlakozókat, érzékelőket és áramköröket lehet beépíteni. Ez garantálja a törékeny alkatrészek biztonságát, és viszonylag egyszerűvé teszi az összeszerelési folyamatot.
Orvostechnikai eszközök
A betétformázás technológiáját nagymértékben használják az orvosi készülékeknél, amelyek nagyfokú pontosságot és hosszú élettartamot igényelnek. Ezt alkalmazzák sebészeti berendezések, diagnosztikai berendezések és tartós műanyag-fém kombinációk gyártásánál.
Fogyasztói termékek
Az olyan fogyasztási cikkeket, mint az elektromos szerszámok, készülékek és sporteszközök, többnyire betétes öntéssel öntik. Megerősíti és leegyszerűsíti az összeszerelési folyamatot, és lehetővé teszi az ergonomikus vagy összetett kialakítást.
Ipari alkalmazások, űrkutatás.
A betétes öntvény a nehéziparban és a repülőgépiparban is használják. A fémmel töltött nagy teljesítményű műanyagok könnyű és erős alkatrészek, amelyek hő- és kopásállóak.
Felhasznált anyagok
A betétes öntési mód működéséhez megfelelő anyagokra van szükség a műanyag és a betét számára. A választás a teljesítményhez, a stabilitáshoz és a teljesítményhez vezet.
Fém betétek
A fémbetétek használata általában azért történik, mert ezek durva és tartósak. Főként acélból, sárgarézből és alumíniumból áll. A terhelt részeknél az acél használható, a sárgaréz nem korrodálódik, az alumínium pedig könnyű.
Műanyag betétek
A műanyag betétek korrózióállóak és könnyűek. Kis terhelésű alkalmazásokban vagy nem vezető alkatrészekben történő alkalmazásokban használatosak. A műanyag betétek összetett formákra is alakíthatók.
A kerámia és kompozit betétek.
A kerámia- és kompozitbetéteket hő-, kopás- vagy vegyszerállóság elérése érdekében használják. Általában a repülőgépiparban, az orvostudományban és az iparban alkalmazzák őket. A kerámiák ellenállnak a magas hőmérsékletnek, a kompozitok pedig merevek, ugyanakkor alacsony hőtágulással rendelkeznek.
Termoplasztikus öntőformák
A betét környezete hőre lágyuló műanyag, amely általában műanyag. A rendelkezésre álló lehetőségek közé tartozik az ABS, a nejlon, a polikarbonát, a PEEK, a polipropilén, a polietilén, a TPU és a TPE. Az ABS formázható, stabil, a nejlon rugalmas és erős, a polikarbonát pedig ütésálló anyag. A TPU és a TPE puha és gumiszerű anyagok, amelyeket tömítésként vagy markolatként használnak.
Anyag kompatibilitás
A műanyagnak és a fémnek egymáshoz viszonyítva kell növekednie, hogy kiküszöbölje a feszültséget vagy a deformációt. A műanyagokat a betéthez kell ragasztani, hogy ne váljanak szét. A műanyag betéteknél az overmold anyagnak ragasztóanyagot kell szereznie, hogy biztosítsa, hogy erős legyen.
Anyag kiválasztási tippek
Vegye figyelembe a terhelést, a hőmérsékletet, a vegyi anyagokat és az alkatrész kialakításának kitettségét. A fémbetétek tartósak, a műanyag betétek könnyűek, a kerámiák pedig ellenállnak a szélsőséges körülményeknek. Az overmold anyagnak képesnek kell lennie arra, hogy megfeleljen az összes funkcionális követelménynek.
Költségelemzés
A beillesztett műanyag lehetővé teszi annak a pénznek a megtakarítását, amelyet az egyes alkatrészek rögzítésére fordítottak volna. Az összeszerelési szintek csökkenése a munkások számának csökkenését és gyorsabb gyártási sebességet jelent.
Az öntés és a szerszámozás kezdeti költségei magasabbak. A többszörös szerszámok, amelyekben a betétek egy bizonyos pozícióban vannak, drágábbak. A fajlagos költség azonban alacsonyabb, ha a gyártási szint nagy.
Az anyagválasztás költségtényező is. A műanyag betétek olcsóbbak, mint a fémbetétek. A PEEK egy nagy teljesítményű műanyag, amely a széles körben használt műanyagokkal, például az ABS-szel vagy a polipropilénnel összehasonlítva költséges.
Összességében a betétformázás ára a közepes és nagy volumenű gyártás esetén minimális lesz. Megtakarítja az összeszerelési időt, javítja az alkatrészek minőségét, és csökkenti a hosszú távú gyártási költségeket.
A betétek formázásával kapcsolatos problémák
A betétformázás nagy hatékonysága ellenére ennek is megvannak a maga problémái:
Hőtágulás: Lesznek árfolyamkülönbségek és ezért vetemedik a fém és a műanyag.
Mozgás beillesztése: A betétek már a befecskendezési folyamat során elmozdulhatnak, hacsak nem rögzítik szilárdan.
Anyagkompatibilitás: Nem minden műanyag kompatibilis minden fémmel.
Kis sorozatú szerszámkészítés és beállítási költségek: A szerszámkészítés és a beállítás nagyon kis mennyiségeknél drága lehet.
Ezeket a problémákat minimálisra lehet csökkenteni a jó tervezéssel, a szerszámkészítéssel és a folyamatszabályozással.
A betétformázás jövője
A betétformázás a fejlesztési szakaszban van. Új anyagokat, továbbfejlesztett gépeket és automatizálást alkalmaznak a hatékonyság növelése érdekében, és a 3D nyomtatás és a hibrid gyártási eljárások is lehetőséggé válnak. A könnyű, erős és precíz alkatrészek előállítására való képessége miatt az alkatrészek szükségessége miatt a betétes öntés jelentős gyártási folyamat lesz.
Amikor az Sincere Tech-vel való segítségnyújtásról van szó
Az Sincere Tech-nél a betétformázás és a felülfröccsöntés esetében kiváló minőségű, korrekt és megbízható fröccsöntési megoldásokat kínálunk. Technológiánk és kézműves munkásaink biztosítják, hogy minden alkatrész az Ön specifikációjának megfelelő legyen. Erősek vagyunk a hosszú élettartamú, bonyolult és gazdaságos autóipari, elektronikai, orvosi és fogyasztási cikkek öntőformáiban. Az Ön gyártási folyamata egyszerű és hatékony, és ez az átfutási időnknek és a nagyszerű ügyfélszolgálatunknak köszönhető. Az Sincere Tech-hez költözik, és a céggel együtt a pontosság, a minőség és az Ön sikere érdekében fog dolgozni. Bízzon bennünk, és a tervek valóra válnak számunkra helyesen, megbízhatóan és az ipari szabványoknak megfelelően.
Következtetés
Beillesztett öntvények egy rugalmas és hatékony gyártási folyamat. Lehetővé teszi a tervezők számára, hogy egyetlen nagy teljesítményű alkatrészt alkalmazzanak, amely fém és műanyag kombinációja. A betétes fröccsöntés használata az iparágakban az évek során az előnyeinek köszönhető, amelyek közé tartozik a teljesítmény, a pontosság és az alacsony költség. De egyre magabiztosabbá válik az anyagok és az automatizálás fejlődésével együtt. A betétformázással történő gyártás megoldása a modern gyártás keretében az időmegtakarítás, a költségcsökkentés és a kiváló minőségű termékek.
https://plas.co/wp-content/uploads/2026/01/2-1.jpg10801920A cikk szerzőjehttp://plas.co/wp-content/uploads/2023/02/plas-co-1.jpgA cikk szerzője2026-01-25 21:20:252026-01-25 21:20:28Mi az a betétes öntés? Folyamat, felhasználás és előnyök
A gyártás növekedése során a fémfröccsöntés az egyik legbefolyásosabb technológia. Az iparágak modernizációs folyamatai, mint például a MIM fröccsöntési eljárás, jelenleg a folyamatra támaszkodnak, míg a globális hatékonyság a kínai fém fröccsöntési megoldások használatával növekszik. Ezek az eszközök, mint például a fém fröccsöntő rendszerek, nagyon hatékonyak a pontos tervezés előállításában, és az új gyártási módszerek, mint például a fém fröccsöntés lehetővé teszik, hogy erős, bonyolult és megbízható fém alkatrészeket állítsunk elő. A legfontosabb, hogy a fém fröccsöntési technika feltalálása olyan mértékben megváltoztatta az ipari potenciált, hogy ma a vállalatok új hatékonysági és minőségi mércéket szereztek.
Mi az a fém fröccsöntés?
Fém fröccsöntés (MIM), más néven fémfröccsöntés, egy olyan innovatív gyártási eljárás, amely a műanyag fröccsöntés pontosságát a fémek szilárdságával és stabilitásával ötvözi. Lehetővé teszi olyan összetett, kis méretű és nagyon pontos fémalkatrészek gyártását, amelyek előállítása hagyományos megmunkálási eljárásokkal egyébként kihívást jelentene vagy gazdaságtalan lenne.
A technológia a modern gyártás alapjává vált, különösen az olyan iparágakban, mint a repülőgépipar, az autóipar, az orvostechnikai eszközök, az elektronika és a védelem. A MIM fröccsöntés lehetővé teszi a gyártók számára az összetett formák kialakítását, az anyagpazarlás minimalizálását és a kiváló minőségű végeredmény biztosítását.
A fém fröccsöntés főbb jellemzői
Komplex geometria: Képes olyan formájú alkatrészek készítésére, amelyek hagyományos megmunkálással nem lennének előállíthatók.
Nagy pontosság: Szigorúan betartja a kulcsfontosságú összetevőkre vonatkozó előírásokat.
Anyaghatékonyság: A hagyományos fémmegmunkáláshoz képest minimálisra csökken a selejt és a hulladék.
Skálázhatóság: Támogathatja a kisszériás prototípusgyártást és a nagyszériás gyártást.
Költséghatékony: Csökkenti a szükséges munkaerőt és a másodlagos folyamatokat, és tartós alkatrészeket gyárt.
Kína Fém fröccsöntés emelkedik
Kína fém fröccsöntése az elmúlt években a precíziós fémalkatrészek gyártásában a világ egyik vezető vállalata volt. A kínai gyártók fejlett technológiájuknak, képzett mérnökeiknek és versenyképes gyártási kapacitásuknak köszönhetően ma már világszerte kedvező célpontot jelentenek azon vállalkozások számára, amelyeknek megfizethető, mégis minőségi fémalkatrészre van szükségük.
A kínai fémfröccsöntés megjelenése a technológiai áttörés és a jelenlegi termelési létesítményekbe történő hosszú távú beruházás jele. Kína befektetett a MIM fröccsöntési képességeibe, és a skálázható gyártással párosulva képes volt megerősíteni dominanciáját az autóiparban, a repülőgépiparban, az elektronikában, az orvosi berendezésekben és a védelmi iparban.
A kínai fém fröccsöntés fejlődésének fontos mozgatórugói
Fejlett technológia
A Kínai gyártók a legjobb berendezéseket és automatizált gyártósorokat használjuk, így az összes gyártott alkatrész pontosságot és következetességet biztosít.
Képzett munkaerő
A fémfröccsöntés fejlesztésének területén hosszú távú tapasztalattal rendelkező mérnöki és műszaki csoportok bevonása hozzájárul a termelés és a minőségi szintek optimalizálásához.
Költségversenyképesség
A gyártási költségek Kínában viszonylag olcsók, ezért a kínai fémfröccsöntés életképes alternatívát jelenthet azon cégek számára, amelyeknek a minőség sérelme nélkül kell csökkenteniük a költségeket.
Gyors skálázhatóság
A kínai létesítmények képesek a kisléptékű prototípusgyártás és a nagyüzemi gyártás kezelésére is, és ezért jó partnerei a globális iparágaknak.
Globális minőségi szabványok
A korszerű porcelán fém fröccsöntő cégek képesek megfelelni az olyan nemzetközi szabványoknak, mint az ISO és a RoHS, ezért a gyártás megbízható és tanúsított.
A fém fröccsöntés folyamata?
A fém fröccsöntés egy összetett gyártási folyamat, amely a műanyag fröccsöntés rugalmasságát a fém erejével és hosszú élettartamával kombinálja. Lehetővé teszi a gyártók számára, hogy olyan apró, bonyolult és rendkívül pontos fémalkatrészeket készítsenek, amelyek hagyományos megmunkálással nehezen vagy költségesen előállíthatók.
Az eljárás legegyszerűbb formájában finom fémporokkal, kötőanyagokkal és speciális célú formákkal dolgozik. A MIM fröccsöntés lehetővé teszi a mérnökök számára, hogy nagy volumenű, rendkívül összetett alkatrészeket könnyedén, mégis jó, szűk tűrésekkel és mechanikai teljesítménnyel állítsanak elő.
1. lépés: Alapanyag-előkészítés
A kezdeti szakasz az alapanyag előkészítése, amely finom fémporok és polimer kötőanyag keveréke. Ez a kötőanyag segíti a fémpor áramlását a befecskendezési folyamatban és az alkatrész alakját a szinterezésig.
Kulcspontok:
A fémpor mérete és eloszlása nagyon fontos a végső alkatrész minősége szempontjából.
A kötőanyagok kiválasztása hatással van a folyási tulajdonságokra és a kötésmentesítésre.
A homogén keverést arra használják, hogy minden részen egyenletes sűrűség és szilárdság legyen.
A fém fröccsöntés sikeréhez az alapanyagot megfelelően elő kell készíteni, hogy minden alkatrész megfeleljen a szigorú követelményeknek a méretek és jellemzők tekintetében.
2. lépés: fröccsöntés
A kész alapanyagot egy úgynevezett fémfröccsöntő szerszámba fecskendezik, és meghatározzák az alkatrész alakját és jellemzőit. A szerszám kialakítása nagyon fontos a nagy pontosság és a hibák megelőzése szempontjából.
A fröccsöntés előnyei a MIM keretében:
A legbonyolultabb geometriák némelyikét minimális másodlagos megmunkálással hozza létre.
Nagy pontosságot biztosít nagy mennyiségű gyártás esetén.
A hagyományos megmunkálási módszerekhez képest minimálisra csökkenti a veszteséget.
Ezen a ponton a formázott rész úgynevezett zöld rész, amely tartalmazza a kötőanyagot, de nem elég sűrű. A gyártók a MIM fröccsöntéssel olyan összetett kialakítású és nagyon szűk tűréshatárokkal rendelkező alkatrészeket tudnak előállítani, amelyek egyébként más gyártási technikákkal nehezen lennének kivitelezhetőek.
3. lépés: Kötésmentesítés
A kötőanyag eltávolítását a formázás után kell elvégezni, és ezt nevezzük kötözésmentesítésnek. Ez a következő módon érhető el:
Termikus köszörülés: Az alkatrész felmelegítése során a kötőanyag elpárolog.
Oldószerrel történő kötözés: Kémiai oldatban oldott kötőanyag.
Katalitikus köszörülés: Alacsony hőmérsékleten katalizátort használnak a kötés megszüntetéséhez.
A hatékony csiszolásmentesítés azt eredményezi, hogy az alkatrész nem repedezik vagy deformálódik, ami elengedhetetlen a fémfröccsöntési folyamat precizitásának megőrzéséhez.
4. lépés: Szinterezés
A debound alkatrészt a fém olvadási hőmérsékleténél alacsonyabb, megemelt hőmérsékleten szinterezik. A szinterezés során:
A fémek részecskéi összeolvadnak, és így erősebbé váló tömegeket alkotnak.
Kisebb zsugorodás előfordul, és ezt a szerszám tervezése során figyelembe vesszük.
Végleges mechanikai tulajdonságokat kapunk, amelyek közé tartozik a keménység és a szakítószilárdság.
A szinterezés az alkatrész megváltozása, amely korábban egy gyenge zöld alkatrész volt, de most már egy teljes értékű, nagy szilárdságú alkatrész. Az adott lépés elengedhetetlen a fémfröccsöntéssel készült termékek megbízhatóságának és tartósságának biztosításához.
5. lépés: Utófeldolgozás és minőségellenőrzés.
A szinterezést követően az alkatrészek más folyamatok során is megtapadhatnak, mint például:
Felületkikészítés (polírozás, bevonatolás vagy galvanizálás).
A jobb minőség biztosítása fűtéssel.
Annak ellenőrzése, hogy megfelel-e a tervezési követelményeknek.
A minőségellenőrzés biztosítja, hogy a fém fröccsöntési alkatrészek ipari színvonalúak és megbízhatóak legyenek a kiválasztott felhasználás során.
A kiváló fémfröccsöntő szerszám jellemzői
Méretpontosság
A minőségi fémfröccsöntés garantálja a méretpontosságot és az egységes tűréseket a fémfröccsöntéssel előállított valamennyi alkatrész esetében. A pontosság minimalizálja a másodlagos megmunkálást, és fontos az olyan iparágak számára, mint a repülőgépipar, az autóipar és az orvostechnikai eszközök.
Tartósság
A tartós öntőformák kopásálló anyagokból készülnek, amelyek kopásállóak és képesek elviselni a magas nyomás és hőmérséklet minden ciklusát. A tartós szerszámokat a kínai fémfröccsöntésben használják a gyártás hatékonyságának és az alkatrészek azonos minőségének biztosítása érdekében.
Hőgazdálkodás
A megfelelő hőszabályozás megakadályozza a vetemedést és az egyenletes lehűlést a MIM fröccsöntési folyamatában. Ez biztosítja az egyenletes sűrűséget, szilárdságot és felületet minden alkatrészen.
Könnyű karbantartás
A modern szerszámok könnyen karbantarthatók, cserélhető alkatrészek révén, amelyek minimalizálják az állásidőt és növelik az élettartamukat. A fémfröccsöntéses gyártás a hatékony karbantartásnak köszönhetően zökkenőmentes és megbízható.
Komplex geometria
A kiváló öntőformák összetett formák létrehozására képesek vékony falú és finom jellemzőkkel. Ez tette lehetővé, hogy a fémfröccsöntés olyan alkatrészek előállítására is képes legyen, amelyeket más módon, a szokásos gyártási eszközökkel nem lehetne előállítani.
Fém fröccsöntési teljesítmény és innováció
Technológiai erősség
A fém fröccsöntés egy nagy pontosságú és kifinomult gyártási és mérnöki folyamat, amely lehetővé teszi az iparágak számára, hogy kis méretű, bonyolult és nagy szilárdságú alkatrészeket állítsanak elő költséghatékony módon. Az adott technológia erőssége abban rejlik, hogy egyesíti a műanyag fröccsöntés tervezési rugalmasságát a fém mechanikai szilárdságával, amit korábban hagyományos módszerekkel nem lehetett elérni. A MIM fröccsöntés koncepcióját alkalmazó vállalatok élvezik a gyorsabb gyártási ciklusok előnyeit, a termékek minősége mindig megmarad, és a vállalatok innovatívak lehetnek a termékek tervezése során.
Ipari alkalmazások
A fémfröccsöntés innovatív felhasználása miatt nagyon sokféle iparágban alkalmazható, és ez megtalálható az autóiparban, a repülőgépiparban, az orvosi eszközökben, a fogyasztói elektronikában, valamint a védelmi iparban is. A kínai fémfröccsöntés előnyeinek kihasználásával a vállalatok képesek kihasználni a megoldások megfizethetőségét anélkül, hogy az befolyásolná a teljesítményt, és olyan alkatrészeket gyártanának, amelyek az iparban magas színvonalúak.
Anyag a fém fröccsöntésben
Fém porok
A finom fémporok a fémfröccsöntési folyamat fő összetevői, amelyek meghatározzák a végtermékek szilárdságát, tartósságát és összetételi tulajdonságait. A rozsdamentes acél, a titán, a nikkelötvözetek és a réz az általánosan használt porok. A felhasznált por határozza meg a keménységet, a korróziós és a feszültségteljesítményt. A kiváló minőségű porokra van szükség annak garantálásához, hogy a MIM fröccsöntéssel homogén, magas mechanikai tulajdonságokkal rendelkező és igényes feladatok esetén is jól teljesítő alkatrészek készüljenek.
Kötőanyagok
A fémfröccsöntés alapanyagának másik fontos összetevője a kötőanyag. Ezek propofolból állnak, és ideiglenes ragasztóként megduzzadnak, amikor befecskendezik és formázzák a fémporok megkötésére. A kötőanyagokat aztán a formázás után a kötőanyag-mentesítési folyamatok során nagy gonddal eltávolítják. Az alkalmazandó kötőanyag kiválasztása döntő fontosságú a zökkenőmentes áramlás szempontjából az öntési folyamat során, a méretpontosság és a hibátlan végtermék szempontjából. A kötőanyag eltávolítása az egyik legfontosabb folyamat a hatékony termelésben a fémfröccsöntés folyamatában.
Kompozit és speciális anyagok
Fejlettebb alkalmazásokban kompozit anyagok vagy fém-kerámia keverékek is alkalmazhatók. Ezek azok a speciális anyagok, amelyek lehetővé teszik a gyártók számára, beleértve a porcelán fémfröccsöntéssel foglalkozó gyártókat is, hogy olyan különleges tulajdonságokkal rendelkező alkatrészeket készítsenek, mint a nagy hőállóság, a könnyűszerkezetes kialakítás vagy a mechanikai szilárdság növelése. Az ilyen anyagok szoros kiválasztásával és kombinálásával a fémfröccsöntés segítségével olyan iparágak igényes követelményeit lehet teljesíteni, mint a repülőgépipar, az orvostechnikai eszközök, az elektronika és a védelmi ipar.
A felhasználandó anyag kiválasztása
A fém fröccsöntési folyamat során használt anyagok közvetlen hatással vannak az alkatrész mechanikai erejének végeredményére, a felületkezelésre és az alkatrész hőstabilitására. A mérnököknek olyan elemeket kell figyelembe venniük, mint a szemcseméret, a szemcseeloszlás, a kötőanyaggal való kompatibilitás és a szinterelési tulajdonságok a termelés maximalizálása érdekében. A helyes anyagválasztás azt jelenti, hogy a MIM fröccsöntéssel gyártott alkatrészek nemcsak funkcionálisak, hanem megbízhatóak és tartósak is lesznek abban a szférában, amelyben felhasználásra kerülnek.
Jövőbeli lehetőségek
Az anyagok, a szerszámfejlesztés és a szinterelési eljárások folyamatos fejlődése garantálja, hogy a fém fröccsöntés az elfogadható precíziós gyártás egyik legnépszerűbb technológiája. A mérnökök ma már jobb mechanikai tulajdonságokkal, kisebb tömeggel és hosszabb élettartammal rendelkező alkatrészeket készíthetnek. A fémfröccsöntés koncepciójának folyamatos fejlődése még nagyobb kilátásokat kínál a technológiai fejlődésre az ipari tervezés, a gyártás hatékonysága és a termékek teljesítménye terén.
Fém fröccsöntés: Mikor van rá szükség?
Összetett és precíz alkatrészek esetében
A fémfröccsöntés alkalmazását az teszi szükségessé, hogy az iparágaknak nagyon összetett, részletes és miniatűr fémalkatrészekre van szükségük, amelyek a hagyományos megmunkálási és öntési technikákkal nem hatékonyak. Az úgynevezett MIM fröccsöntés segítségével a gyártók a szilárdság és a pontosság megőrzése mellett finom részleteket, vékony falakat és részletes formákat érhetnek el.
Ahol az erő és a tartósság kiemelkedő fontosságú
Erre olyan esetekben van szükség, amikor az alkatrészeknek nagy nyomásnak, hőnek és mechanikai igénybevételnek kell ellenállniuk. A fémfröccsöntéssel előállított termékek nagyon erősek, kopásállóak és megbízhatóak, ezért olyan ipari ágazatokban találnak alkalmazást, mint az autóipar, a repülőgépipar és a védelmi ipar.
Ha nagy termelési mennyiségre van szükség
A fém fröccsöntés akkor ajánlott, ha a vállalatoknak állandó minőségben kell tömeggyártaniuk termékeiket. A porcelán fém fröccsöntés számos iparágban alkalmazható a hatékony termelés, a nagy volumenű és költséghatékony gyártás megvalósítására a méretpontosság csökkenése nélkül.
Amikor a költséghatékonyság számít
Azokban az esetekben, amikor a hulladékanyagok, a munkaidő és a másodlagos feldolgozás minimalizálása a cél, a fémfröccsöntés lesz a választás. Nagy gyártási hatékonysággal rendelkezik, ugyanakkor kiváló minőségű, ezért az egyik leggazdaságosabb gyártási megoldás.
Milyen anyagok elfogadhatóak fém fröccsöntés esetén?
A fémfröccsöntés a nagy teljesítményű anyagokat részesíti előnyben. A leggyakoribbak a rozsdamentes acél, a szerszámacél, a titán, a nikkelötvözetek, a réz és a mágneses ötvözetek. Minden anyagot a szükséges tulajdonságtól függően választanak ki, ami lehet szilárdság, keménység, korrózióállóság, hőállóság és tartósság. Ez rugalmasságot teremtett a MIM-ben az autóipar, az orvostechnika, a repülőgépipar, az elektronika és az ipari mérnöki ágazat intenzív igényeinek kielégítésére.
Rozsdamentes acél
A fémfröccsöntés során leggyakrabban használt anyag a rozsdamentes acél. Rendkívül korrózióálló, erős és tartós, így orvosi berendezésekben, élelmiszer-feldolgozó berendezésekben, autóalkatrészekben és fogyasztási cikkekben használható. Az olyan minőségek, mint a 316L és a 17-4PH kiváló mechanikai tulajdonságaik és megbízhatóságuk miatt népszerűek.
Szerszámacél
A szerszámacélokat akkor választják, ha az alkatrészek extrém keménységet, kopásállóságot és szívósságot igényelnek. A vágószerszámokban, ipari gépalkatrészekben, fogaskerekekben és nagy igénybevételű/kopásos szerkezeti elemekben alkalmazzák. A szerszámacél hosszú élettartamot és nagyfokú méretstabilitást garantál stresszhelyzetekben.
Titánium
A titán egy nagyon értékes fém fröccsöntés könnyű és nagy szilárdságú. Emellett nagyon jó korrózióállóságot és biokompatibilitást biztosít, és ismét tökéletes anyagot képez a repülőgép- és űrtechnikai alkatrészek, a nagy teljesítményű gépészeti alkatrészek és az orvosi implantátumok, például az ortopédiai és fogászati eszközök számára.
Nikkel ötvözetek
A nikkelötvözeteket olyan esetekben alkalmazzák, amikor az alkatrésznek ellen kell állnia a magas hőmérsékletnek, a korróziónak és a szigorú munkakörülményeknek. Kiváló hőstabilitást, oxidációval szembeni ellenállást biztosítanak, ezért ideálisak repülőgépipari alkatrészekhez, vegyi feldolgozó berendezésekhez és magas hőmérsékletű mechanikai szerelvényekhez.
Réz
A fém fröccsöntés, a fém fröccsöntés magában foglalja a réz használata megköveteli a magas szintű elektromos és hővezető képességet. Általában az elektronikus alkatrészekben, hőelvezető alkatrészekben, csatlakozókban és elektromos hardverekben található. A réz emellett jó korrózióálló anyag, és optimális, ha precíziós elektrotechnika szükséges.
Mágneses ötvözetek
A magas mágneses tulajdonságokat igénylő alkatrészek mágneses ötvözetekkel készülnek, mint például a lágy mágneses rozsdamentes acélok és a vasat tartalmazó ötvözetek. Ezek széleskörűen alkalmazhatók érzékelőkben, motorokban, elektronikus eszközökben, autóipari rendszerekben és precíziós elektromos alkalmazásokban. Magas szintű mágneses teljesítményt és mechanikai szilárdságot biztosítanak.
A fém fröccsöntés felhasználása
Autóipar
A fémfröccsöntés az autóiparban is fontos eljárás, mivel olyan nagy szilárdságú és precíz alkatrészeket állít elő, mint a fogaskerekek, konzolok, motoralkatrészek és a biztonsági rendszer elemei. A gyártók a MIM fröccsöntés segítségével olyan bonyolult formákat is létrehozhatnak, amelyek hagyományos megmunkálással gazdaságosan nem lennének megvalósíthatók. A kínai fémfröccsöntés képességei számos vállalat számára azért is elengedhetetlenek, hogy nagy mennyiségben, a minőség feláldozása nélkül tudjanak gyártani.
Orvosi és egészségügyi ellátás
Az orvosi ipar sokat profitált a fémfröccsöntés használatából, mivel kis méretű, pontos és biokompatibilis alkatrészek gyártására képes. A fém fröccsöntést sebészeti műszerek, fogszabályozó konzolok, ortopédiai implantátumok és készülékházak gyártására használják. Az eljárás által támogatott anyagok közé tartozik a rozsdamentes acél és a titán, ami nagyon tartós és hatékony az orvosi felhasználásban, ahol nagy szükség van rá.
Repülőgépipar és védelem
A megbízhatóság és a teljesítmény kritikus fontosságú a repülés és a védelem világában. Az olyan könnyű, de nagy szilárdságú alkatrészek, mint a turbinaalkatrészek, szerkezeti szerelvények, fegyveralkatrészek és precíziós csatlakozók általában fémfröccsöntéssel készülnek. A MIM fröccsöntés alkalmazásával az iparágak nagy méretpontosságot, szilárdságot és következetességet érhetnek el, ami egy magas kockázatú környezetben elengedhetetlen.
Szórakoztató elektronika
A fémfröccsöntést az elektronikai iparban alkalmazzák nagyon kicsi és részletes alkatrészek, például csatlakozók, zsanérok, telefonalkatrészek és hardverelemek gyártására. A MIM fröccsöntés pontossága és a kínai fémfröccsöntés hatékonysága kedvezően hat a rendkívül tartós, sima és könnyű elektronikai alkatrészek tömeggyártására.
Ipari gépek és szerszámok gyártása.
Az ipari gépek és a gépészeti szerszámok szintén a fémfröccsöntésre támaszkodnak a strapabíró és kopásálló alkatrészek gyártása során. A vágószerszámok, zárak, kötőelemek és mechanikai szerelvények egy részét általában fémfröccsöntéssel gyártják. Ez lehetővé teszi az iparágak számára, hogy még zord körülmények között is képesek legyenek teljesíteni, elviselni és hatékonyak maradjanak a használat során.
Fém fröccsöntés ipari előnyei
Költséghatékonyság
A fém fröccsöntés nagyon olcsó. A gyártók komplex alkatrészeket használhatnak minimális hulladékanyag felhasználásával (MIM fröccsöntéssel) és alacsony munkaerőköltséggel. A kínai fémfröccsöntéstől függő vállalatok alacsony áron jutnak minőségi alkatrészekhez.
Precizitás és komplexitás
Az eljárás lehetővé teszi, hogy összetett, nagy pontosságú alkatrészeket készítsünk, amelyeket hagyományos technikákkal nehéz vagy lehetetlen elkészíteni. Az elkészült funkciók, a kis tűrések és az új formatervek mögött a fémfröccsöntés támogatása áll, amely a repülőgépiparban, az orvostechnikai és az autóiparban alkalmazható.
Következetesség és megbízhatóság.
Az ellenőrzött gyártási folyamatok között van az úgynevezett fémfröccsöntés, amely minden egyes alkatrészt szigorú követelményeknek megfelelővé tesz. A MIM fröccsöntés és a kínai fémfröccsöntő létesítmények használata rendszeres és megbízható termelést biztosít, ami minimalizálja a hibákat és az utómunkálatokat.
Sokoldalúság
A különböző iparágak, például az orvosi berendezések, az elektronika és a védelmi ipar alkatrészei fémfröccsöntéssel állíthatók elő. Rugalmas, ezért a gyártók hatékonyan tudnak reagálni a piac dinamikus igényeire.
Fenntarthatóság
A folyamat során minimálisra csökkenti az anyag- és energiafelhasználás során keletkező hulladék mennyiségét, ezért a fém fröccsöntés környezetbarát gyártási folyamat. A MIM fröccsöntés a minőségromlás nélküli fenntartható gyártást ösztönzi.
Dong Guan Sincere Tech-ről
A Dong Guan Sincere Tech egy kínai precíziós gyártó, amely fémfröccsöntéssel (MIM) és kifinomult mérnöki megoldásokkal foglalkozik. Mivel éveket töltöttünk az üzleti életben, valamint a legmodernebb technológiával és egy nagyon professzionális technikuscsapattal rendelkezünk, büszkélkedhetünk azzal, hogy a legjobb és legmegbízhatóbb fémfröccsöntő gyártók közé sorolnak minket Kínában.
Teljes körű szolgáltatásokat kínálunk, mint például MIM fröccsöntés, porcelán fémfröccsöntési megoldások, fémfröccsöntő szerszámok tervezése, egyedi alkatrészfejlesztés és nagy pontosságú alkatrészgyártás az autóipar, az orvostechnika, a repülőgépipar, az elektronika és az ipar számára. A jelenlegi gyártóüzemek, a minőségirányítás és az innovációhoz való ragaszkodás biztosítja, hogy bármit is gyártunk, az meghaladja a nemzetközi szabványok által megkövetelt és megkövetelt minőségi, tartóssági és precíziós szabványokat.
A Dong Guan Sincere Tech-ben a mottónk az, hogy a legjobb minőséget nyújtsuk ésszerű áron, és kiváló szolgáltatásokat nyújtsunk ügyfeleinknek, és ez megbízható választássá tesz minket az ügyfelek számára a világ minden tájáról. Abban az esetben, ha a legjobb fém fröccsöntési szolgáltatásokra van szüksége Kínában, akkor megtalálta a legjobb vállalatot, amelyre támaszkodhat, hogy a legjobbat nyújtsa.
Végső gondolatok
A fémek fröccsöntése nem egy technika, hanem a precíziós mérnöki munka forradalma. A világ ma már innovatívabb, hatékonyabb és megbízhatóbb a MIM fröccsöntés fejlesztései révén, az egyes fémfröccsöntő szerszámok pontossága, a teljesítmény ereje, a fém fröccsöntés, valamint a METÁL fröccsöntés technológiai áttörése. Ennek a technológiának az útja tovább fejlődik, és még több olyan lehetőség van kilátásban, amely még több lehetőséget hozhat az ipari termelés jövője számára.
Mi az a fémfröccsöntés (MIM)?
A fém fröccsöntés egy kifinomult gyártási folyamat, amely fémpor és kötőanyag felhasználásával összetett és nagy szilárdságú fém alkatrészeket alkot. Olyan részletes, precíz és strapabíró alkatrészek létrehozását teszi lehetővé, amelyeket hagyományos megmunkálással nem lehet könnyen létrehozni.
Mely iparágak számára kínálják a fém fröccsöntést?
A fém fröccsöntés széleskörűen alkalmazható az autóiparban, a repülőgépiparban, az orvosi berendezésekben, az elektronikai és védelmi alkalmazásokban, valamint az ipari berendezésekben. Tökéletes lenne kis méretű, összetett és rendkívül precíz alkatrészek gyártására, amelyeknek nagy szilárdsággal és teljesítménnyel kell rendelkezniük.
Mi az oka annak, hogy a Dong Guan Sincere Tech-t választották ki a MIM-szolgáltatások nyújtására?
A Dong Guan Sincere Tech a fém fröccsöntés egyik vezető és legelismertebb gyártója Kínában. Kiváló minőségű termelést, technológiát, minőségellenőrzést, versenyképes árakat és a mérnökök professzionális támogatását tervezzük és gyártjuk, hogy bármilyen projektben kiváló minőségű kimenetet érjünk el.
Képes megfelelni a nagy volumenű termelésnek?
Igen, kis tételben és nagy mennyiségben is gyártunk. Modern létesítményekkel és magasan képzett munkatársakkal rendelkezünk, amelyek lehetővé teszik számunkra, hogy a tömeggyártási projektek során magas szintű következetességet és hatékonyságot biztosítsunk, ugyanakkor megőrizzük a pontosságot és a megbízhatóságot.
Milyen anyagokból készül a fém fröccsöntés?
Nagyon sokféle anyagot használnak, például rozsdamentes acélt, titániumot, nikkelötvözeteket és különleges teljesítményű fémeket. A termék jó teljesítményének garantálása érdekében az egyes anyagokat szilárdság, tartósság, korrózióállóság és felhasználás szempontjából választják ki.
Az egészségügy rohanó világában a precizitás, a tisztaság és a megfelelőség túlmutat a divatos szavakon, és nem tárgyalható követelmény. Az egyik alaptechnológia, amely lehetővé teszi a biztonságos, hatékony és méretezhető orvostechnikai eszközök gyártását, az orvosi műanyag fröccsöntés. A fecskendők és katéterek, sebészeti műszerek és diagnosztikai házak formáját adó műanyag fröccsöntés fontos szerepet játszik a modern orvostudomány működtetésében az alkotóelemek létrehozásával.
Érdemes megemlíteni a megbízható orvosi fröccsöntőforma-gyártó kiválasztásának tényezőjét. A megfelelő beszállító garantálja, hogy az Ön terméke megfelel a szigorú ipari szabványoknak, a legnagyobb pontossággal működik, és gazdaságos marad a nagyüzemi gyártás során. A hiba jelentős negatív következményekkel járhat, például termékvisszahívásokkal vagy a megfelelőség megsértésével, illetve a betegek biztonságát fenyegető veszélyekkel.
Ez a cikk a 10 legjobb orvosi műanyag fröccsöntő cégek a világ különböző részeiről. A listán szereplő vállalatok mérlegelési szempontjai nagyon szigorúak, kezdve a minősítésekkel, az innovációval, a globális jelenléttel és a korábbi teljesítményükkel. Annak ellenére, hogy az iparág globális jellege számos régió szereplőit érinti, a választást mindössze két kínai vállalatra korlátoztuk, amelyek közül az Sincere Tech az egyik, a többi pedig az Egyesült Államokban, Európában és Izraelben található.
Mi az orvosi műanyag fröccsöntés?
Ez egy olyan hiánypótló gyártási eljárás, amelyet rendkívül pontos és minőségi orvosi és egészségügyi műanyagból készült alkatrészek gyártására használnak. Ennek során az olvadt műanyagot egy speciálisan megmunkált formába fecskendezik, majd lehűtik, amíg az megszilárdul és felveszi végső alakját.
Kulcsfontosságú jellemzők:
Precizitás és tisztaság: Az orvosi öntvényeknek szigorú tűréshatároknak kell megfelelniük, és a szennyeződések elkerülése érdekében tisztaszobás környezetbe kell kerülniük.
Biokompatibilis anyagok: Használjon orvosi minőségű műanyagokat, például polikarbonátot, polipropilént és PEEK-et, amelyek biztonságosan használhatók emberi testben vagy azzal együtt.
Szabályozási megfelelés: A gyártóknak be kell tartaniuk az olyan szabványokat, mint az ISO 13485, az FDA és a CE előírások a biztonság és a hatékonyság garantálása érdekében.
Nagy mennyiség és megismételhetőség: Tökéletes egységes, steril alkatrészek, például fecskendők, infúziós készletek, diagnosztikai házak, artroszkópok, sebészeti műszerek és gyógyszeradagoló eszközök nagy sorozatban történő gyártásához.
A kiválasztás kritériumai
A következő kritériumok segítenek eldönteni, hogy melyik vállalat volt a legjobb az orvosi fröccsöntésben,
1. ISO 13485 tanúsítás és szabályozási megfelelés
Az orvostechnikai eszközök minőségirányítási rendszereinek nemzetközileg elfogadott szabványa az ISO 13485. Ezenkívül a vállalatoknak meg kell felelniük az FDA és a CE előírásoknak, ha termékeiket értékesíteni kívánják.
2. Fejlett technológia és tisztaszobai képességek
A vállalatoknak képesnek kell lenniük arra, hogy tisztaszobai környezetben (ISO 7. osztály vagy annál jobb) működjenek, és a legújabb fröccsöntési technológiát (mikrofröccsöntés és többlövetű fröccsöntés) használják a higiéniai, szennyeződési stb. előírások betartása érdekében.
3. Orvosi fókusz és iparági előzmények
A megbízhatóság és a szakértelem az orvosi alkatrészgyártás területén komoly múltra tekint vissza. Azok a vállalatok, amelyek már régóta az egészségügyi területen tevékenykednek, jobban megértik a szabályozást és a teljesítményre vonatkozó követelményeket is.
4. Nagy egészségügyi ügyfélkör és globális elérés
A globális cégek szilárd minőségellenőrzési, logisztikai és szabályozási infrastruktúrával rendelkeznek majd, hogy jobban kiszolgálják a multinacionális orvosi OEM-eket.
5. K+F és testreszabási képességek
Nemcsak gyártást, hanem mérnöki támogatást, gyártási tervezést (DFM), valamint innovációs partnerséget is kínálnak az új termékek gyors és hatékony életre hívásához.
Top 10 orvosi műanyag fröccsöntő cégek.
Ezek az orvosi műanyag fröccsöntőipar néhány világvezető vállalatai. Ezeket a gyártókat olyan szigorú kritériumok alapján választották ki, mint a minőségi tanúsítványok, a technológiai fejlődés, a globális jelenlét és az innováció iránti elkötelezettség, és a világ vezető orvostechnikai eszközmárkái megbíznak bennük. Íme a 10 legjobb:
1. Sincere Tech (Kína)
Sincere Tech az egyik vezető kínai gyártó, amely orvosi műanyag fröccsöntéssel foglalkozik a globális ügyfelek számára. A tisztaszobai öntés, a gyors prototípusgyártás és a tömeggyártás területén az Sincere Tech a nagy pontosságú orvosi alkatrészek megbízható forrása. Az ISO 13485 szabványok, a fejlett szerszámok és a szigorú validálási folyamatok követésével elkötelezettek a minőség iránt. Ezenkívül az orvosi OEM-ek kiszervezhetik a teljes folyamatot, beleértve a szerszámtervezést, a gyártást és még az összeszerelést is, így a különböző vállalatokkal teljes körű szolgáltatást nyújtanak.
Weboldal: https://www.plasticmold.net/
Cégprofil:
Az Sincere Tech több mint 15 éve szakosodott a szerszámok gyártására és a pontos műanyag alkatrészek gyártására Kínában. Az ISO 13485 minősítésnek és a kiváló minőségű tisztaszobáknak köszönhetően a vállalat fontos alkatrészeket kínál a globális orvosi OEM-ek számára, akik szoros tűréshatárokat keresnek. Ez a vállalat kiterjed a szerszámtervezésre, kezeli a szerszámkészítést és végzi a másodlagos feldolgozást, mindezt ugyanarról a telephelyről. Mivel a termékfejlesztést az első lépésektől a sorozatgyártásig tudják irányítani, értékes az egészségügyi gyártás számára.
Kiszolgált iparágak:
Orvostechnikai eszközök, autóipar, elektronika és csomagolás.
Miért válassza az Sincere Tech-t?
Orvosi minőségű precíziós öntőüzemünk megfelel a szigorú ISO 13485 szabványnak.
Minden szolgáltatást nyújt, a tervezéstől kezdve a prototípusok kialakításán át a gyártásig.
Képesség az alkatrészek tiszta helyiségekben történő formázására a szennyeződésmentes termékekhez.
Jó minőségbiztosításra és validálásra van szükség.
Versenyképes árakat kínálunk mind a kis, mind a nagy globális ügyfeleknek.
2. Phillips-Medisize (USA)
A Phillips Medisize egy Molex vállalat, és az integrált gyógyszeradagolás, a diagnosztikai eszközök és az orvosi elektronika területén az iparág egyik titánja. Teljes körű szolgáltatást nyújtó orvosi fröccsöntő cég, amely globális jelenléttel és mély szakértelemmel rendelkezik a komplex szerelvények terén. Korszerű tisztaszobás létesítményekkel rendelkeznek, amelyek tervezési és prototípusgyártási szolgáltatásokat, valamint szükség esetén automatizált nagyszériás gyártási szolgáltatásokat nyújtanak. A vállalat vezető innovátor a digitális egészségügyet összekötő megoldások és a fejlett termékkövetés terén.
Cégprofil:
A Molex részlegeként működő Phillips-Medisize világszerte gyógyszeradagoló, diagnosztikai és csatlakoztatott egészségügyi eszközök gyártására összpontosít. A vállalat nemzetközileg jelen van az Egyesült Államokban, Európában és Ázsiában, és ISO 7-es és 8-as osztályú tisztaterekkel rendelkezik. Minden lépésben szolgáltatásokat nyújtanak, gondoskodnak a tervezésről, fejlesztésről, tesztelésről és a teljes gyártásról. Ügyfeleik között a világ néhány vezető gyógyszeripari és orvostechnikai eszközgyártó vállalata található.
Kiszolgált iparágak:
Gyógyszeradagolás, diagnosztika és orvosi elektronika.
Miért válassza a Phillips-Medisize-t?
Automatizálással továbbfejlesztett nemzetközi működés és tisztaszobai környezetben történő karbantartás.
Az összekapcsolt egészséggel és a digitális technológia használatával kapcsolatos ismeretek.
Sikeres együttműködés a vezető MedTech vállalatokkal.
Világszerte minden tevékenységünk megfelel az ISO 13485 és az FDA szabványoknak.
Tapasztalt a nagy gyártási projektek igényeinek kezelésében.
3. Tessy Plastics (USA)
A Tessy Plastics évtizedek óta nagy pontosságú műanyag fröccsöntést végez az orvosi ágazatban, és ISO 13485 minősítéséről híres. Minden termékkel házon belül rendelkeznek, a szerszámoktól kezdve az automatizálástól a validálásig mindenig. Teljesen az orvosi területre támaszkodva sebészeti, diagnosztikai és viselhető orvosi eszközök széles skáláját gyártják, amelyek szorosan együttműködnek az ügyfelekkel és partnerekkel a nagyobb megbízhatóság, a könnyű skálázhatóság és a globális előírásoknak való megfelelés garantálása érdekében. A kényes alkatrészek mikroformázására és betétformázására is rendelkeznek képességekkel.
Cégprofil:
1976 óta a Tessy Plastics családi vállalkozásként működik New Yorkban, az Egyesült Államokban, a precíziós fröccsöntés területén. A Bosch orvosi oldala a sebészeti, diagnosztikai és viselhető eszközökre helyezi a hangsúlyt, amelyek mindegyike szigorú minőségi szabványok szerint készül. A Tessy az automatizálást, a fejlett szerszámokat és az összeszerelési folyamatokat ötvözi munkája során. A vállalat mérnöki személyzete együttműködik az ügyfelekkel a tervezési, szabályozási és gyors bevezetési problémák megoldása érdekében.
Kiszolgált iparágak:
Orvosi, elektronikai és fogyasztási cikkek.
Miért válassza Tessy-t?
A tervezéstől az értékesítésig minden lépés egy hatóság alatt áll.
Legfőbb erősségei közé tartozik a mikroformázás és a betétformázás.
Több mint 40 éve gyárt orvosi eszközöket.
A vállalat ISO 7-es osztályú tisztateremmel rendelkezik.
A vállalat ISO 13485 tanúsítvánnyal rendelkezik, és célja, hogy megfeleljen az orvostechnikai eszközökre vonatkozó valamennyi követelménynek.
4. Gerresheimer (Németország)
A Gerresheimer az orvosi és gyógyszeripari csomagolások terén világszinten vezető szerepet tölt be, és fontos műanyag fröccsöntő részleggel rendelkezik, amely képes gyógyszeradagoló rendszerek, fröccsöntött diagnosztikai eszközök és előretöltött fecskendők gyártására. Több tisztaszobás gyártóüzemet tart fenn, és a legszigorúbb szabályozási előírások szerint működik. A terméktervezéstől a szerszámgyártásig és végül a végső összeszerelésig tartó vertikális integrációjuknak köszönhetően világszerte a gyógyszeripari vállalatok preferált partnerei.
Cégprofil:
Az orvosi és gyógyszeripari csomagolóipari vállalatok széles körben elismerik a Gerresheimert és a fröccsöntés terén elért hosszú múltját. A vállalat globális működése több mint 30 telephelyet foglal magában, és az inzulintollaktól kezdve az inhalátorokon át a diagnosztikai készletekig számos terméket kínál az ügyfeleknek. A vállalat azért erős, mert a teljes szolgáltatási palettát lefedi, a tervezéstől a végső csomagolás elkészítéséig. Fejlett infrastruktúrájuknak köszönhetően képesek nagyméretű, számos előírásnak megfelelő orvostechnikai eszközöket gyártani.
Kiszolgált iparágak:
Gyógyszeripar, egészségügy és diagnosztika.
Miért válassza a Gerresheimert?
Olyan gyártási megoldások, amelyek egy teljes rendszert foglalnak magukban.
Világszerte különböző helyszíneken vannak tisztaszoba-minősítésű létesítmények.
Új fejlesztések mind a csomagolás, mind az eszközök terén.
Számos vezető gyógyszeripari szervezet támaszkodik ránk.
Az összes uniós és amerikai egészségügyi előírás betartása.
5. Nypro Healthcare (Jabil - USA)
A Nypro Healthcare a Jabil része, és nagy volumenű orvosi műanyag fröccsöntési megoldásokat kínál a nagy összetettségű és szigorúan szabályozott piacok számára. Automatizálási képességeivel és mérnöki támogatásával a Nypro világszerte rendelkezik gyártóüzemekkel. Olyan kifinomult orvosi alkalmazásokra koncentrálnak, mint az injektálható gyógyszeradagolás, a diagnosztikai rendszerek és a minimálisan invazív sebészeti eszközök. A Nypro partnerségi modellben dolgozik az ügyfelekkel, ügyelve arra, hogy biztosítsa a K+F, a prototípusgyártás és a gyártás lehetőségét.
Cégprofil:
A Jabil Healthcare-hez tartozó Nypro teljes körű CDMO-szolgáltatásokat és fröccsöntést nyújt orvostechnikai eszközökhöz. A Nypro öt világrégióban nyújt nagy volumenű gyártást a sebészeti, diagnosztikai és gyógyszeradagolási területek számára. Az automatizálásban, a szabályozások betartásában és a kisebb méretűvé tételben való jártasságuknak köszönhetően az ügyfelek ki tudják ütni a versenytársakat. Már az elején is dolgoznak a tervezésen, kiválasztják a fontos anyagokat , és prototípusokat készítenek.
Kiszolgált iparágak:
Gyógyszeradagoló, diagnosztikai és sebészeti rendszerek.
Miért válassza a Nyprót?
Több országban működő gyártóüzemek, amelyek képesek a termelés növelésére.
A szabályozott piacok szabályainak részletes ismerete.
A jobb automatizálás és összeszerelés előnyökkel jár az autógyártók számára.
Korai csapatmunka a K+F és a korai tervezés között.
Vezető szolgáltató a nagy kockázatú orvostechnikai eszközök gyártásában.
6. Röchling Medical (Németország)
A Röchling Medical, a Röchling csoport része, végponttól végpontig tartó fröccsöntési megoldásokat kínál a gyógyszer-, diagnosztikai és orvostechnikai eszközöket gyártó ügyfelek számára. Ezek világszerte Európában, az Egyesült Államokban és Kínában érhetőek el. A Röchling kompetenciái közé tartozik a mérnöki tervezés és a jogszabályi megfelelés, a tisztatéri fröccsöntés. Portfóliójuk a lab-on-chip alkatrészektől az egyedi sebészeti eszközházakig mindent felölel, gyakran teljesen validált 7-es osztályú környezetben gyártva.
Cégprofil:
A Röchling Medical a Röchling Csoport részeként működik, és világszerte segíti a gyógyszeripari, diagnosztikai és MedTech iparágakat. A tisztatéri öntés, a lab-on-chip és az eszközházak azok a területek, amelyekre specializálódtak, a gyártás Németországban, az Egyesült Államokban és Kínában történik. A Röchling műszaki segítségnyújtással, szabályozási funkciókkal és teljes körű termékmenedzsment-támogatással rendelkezik a kezdetektől a befejezésig. A gyártási rendszerek ezekben a létesítményekben támogatják a korlátozott és a nagy sorozatgyártást egyaránt.
Kiszolgált iparágak:
Diagnosztikai, gyógyszeripari és sebészeti műszerek.
Miért válasszon?
A cégek Európa, Kína és az Egyesült Államok számos országában működnek.
Széles körű tisztatéri gyártási szolgáltatások állnak rendelkezésre.
7. és 8. osztályú öntési környezetben dolgozott.
Mérnöki segítség nyújtása a következő rendeletekhez.
Rendelkezünk az orvosi felhasználásra szánt egyedi alkatrészek fejlesztéséhez szükséges készségekkel.
7. Seaway Plastics Engineering (USA)
Az alacsony és közepes volumenű gyártásra szakosodott Seaway Plastics hiteles partner az orvosi OEM-ek számára, akiknek gyors átfutási időre és rugalmas támogatásra van szükségük. Szolgáltatásaik közé tartozik a tisztatéri fröccsöntés, a házon belüli szerszámozás és az összeszerelési szolgáltatások. A Seaway különösen híres az ortopédiai és sebészeti eszközök szegmensében. A vállalat IQ/OQ/PQ validációra vonatkozó protokollokat is biztosít, ami egyértelművé teszi, hogy termékeik szigorúan szabályozottak.
Cégprofil:
A Seaway Plastics főként kis- és közepes volumenű fröccsöntést kínál az orvostechnikai eszközöket gyártó vállalatoknak. Az ISO 7. osztályú tisztaterekben található létesítmények lehetővé teszik a szerszámkészítést, valamint a végtermékek validálását és összeszerelését. A Seaway elsősorban ortopédiai és sebészeti műszerekkel teszi le a névjegyét. A gyors gyártási idők miatt az emberek mind a minta-, mind a kisszériás projektekhez ezekhez a vállalatokhoz fordulnak.
Kiszolgált iparágak:
Ortopédia, sebészeti eszközök és diagnosztika.
Miért válasszon?
Gyors prototípusgyártás és kis darabszámú minták kínálása.
Saját tesztelési és automatizált eszközeink fejlesztését és támogatását kínáljuk.
Bízhat abban, hogy létesítményeink ISO 13485 tanúsítvánnyal rendelkeznek és az FDA által szabályozottak.
Az érzékeny alkatrészek speciális öntése tisztaterekben lehetséges.
Teljes rugalmasságot biztosít az ügyfél számára.
8. MedPlast (jelenleg Viant - USA)
Ez a vállalat ma már Viant néven ismert, és az orvosi eszközök gyártásának egyik erőműve. Szerződéses gyártási tevékenységet végeznek, beleértve a műanyag fröccsöntést, extrudálást, összeszerelést, csomagolást és sterilizálást. Formázási készségeik túlmutatnak a beültethető eszközökön, diagnosztikai készleteken és gyógyszeradagoló rendszereken. A Viant a gyárthatósági tervezésre (DFM) és az intenzív minőségellenőrzésre helyezett hangsúlya ideális szolgáltatóvá teszi őket a nagy kockázatú orvosi alkalmazásokhoz.
Cégprofil:
A vállalat a Viant márkanév alatt működik, és számos orvostechnikai eszközgyártási eljárást kínál, például fröccsöntést és sterilizálást. Üzletágaik kiterjednek az ortopédia, a diagnosztika és az egyszer használatos eszközök piacaira. A Viant DFM-képességeinek és belső szabályozási erőforrásainak köszönhetően a megoldások úgy jönnek létre, hogy biztonságosak és skálázhatók legyenek. A Vifor Pharma több mint 25 létesítménye van szerte a világon, ahol szabályozási know-how-jukat alkalmazzák.
Kiszolgált iparágak:
Beültethető eszközök, diagnosztikai és sebészeti rendszerek.
Miért válassza ?
Szolgáltatásokat kínál a gyártáshoz való tervezéshez, öntéshez és sterilizáláshoz.
Bizonyított tapasztalat a nehezen kezelhető orvosi problémák ellátásában.
A világnak tervezték, a világnak gyártják.
A megrendelését szükség szerint módosíthatja, és minden termék minőségét ellenőrzik.
Minden létesítményünk ISO 13485 és FDA tanúsítvánnyal rendelkezik.
9. Technoplast (Izrael)
A Technoplast egy feltörekvő szereplő a precíziós orvosi műanyagformázás területén, székhelye Izraelben található. Kínálatában a terméktervezés, a gyors prototípusgyártás és a tömeggyártás szerepel, nagy hangsúlyt fektetve az egyedi orvosi alkatrészekre. Ügyfeleik között vannak multinacionális orvostechnikai eszközgyártók, és a piacra jutás gyorsaságáról ismertek, mivel működésük nagyon agilis, és erős K+F részleggel rendelkeznek. A Technoplast kivételesen erős (kardiológia, diagnosztika, eldobható eszközök).
Cégprofil:
A Technoplast egy izraeli vállalkozás, amely fejlett műanyag-formázóanyagokat szállít orvosi eszközökhöz. A vállalatok segítséget nyújtanak a termékek tervezésében, prototípusok készítésében, öntőformák gyártásában és a tárgyak nagyüzemi előállításában. A Technoplast elismert arról, hogy rugalmas, hatékony kutatás-fejlesztést végez, és tapasztalattal rendelkezik a kardiológiai, diagnosztikai és egyszer használatos eldobható termékek gyártásában. A gyors ütemű szállítás és az alacsony gyártási költségek a vállalat legfőbb prioritásai.
Kiszolgált iparágak:
Kardiológia, diagnosztika és eldobható eszközök.
Miért válassza a Technoplastot?
Javított kimenet az agilis intézkedések és a gyors prototípusfejlesztés révén.
Nagy pontosságú szerszámkészítés részletes orvosi alkatrészekhez.
Innovatív kutatás-fejlesztés orvosi felhasználásra.
A termékek piacra jutásának magas aránya.
Az ISO 13485 tanúsítás CE- és FDA-konform termékekkel párosul.
10. TK Mold (Kína)
A listán szereplő két és az utolsó kínai vállalat, a TK Mold a nagy pontosságú szerszámozásról és fröccsöntési szolgáltatásokról ismert. Orvosi minőségű szerszámokkal és alkatrészekkel foglalkoznak, termékeiket Észak-Amerikába, Európába és más ázsiai piacokra exportálják. Erősségük a mérnöki tervezés és az a képességük, hogy ezeket az ötleteket életre keltsék mind a szerszámkészítés, mind a kis- és közepes volumenű gyártás révén. A TK Mold tanúsított ISO dokumentummal rendelkezik, betartja a nemzetközi orvosi szabványokat. Ezért jó vállalatot jelentenek a gyártási munkák kiszervezésére.
Vállalati profil
A TK Mold jól ismert Kínában a kiváló minőségű fröccsöntőformák és orvostechnikai eszközalkatrészek terén. Észak-amerikai, európai és ázsiai ügyfeleik 7. osztályú alkalmazásokhoz kapnak tisztaszobai öntvényeket. A szerszámot az eredeti tervezéstől kezdve a közepes sorozatgyártáson át a gyártás utáni lépésekig támogatják. Mivel ISO 13485 tanúsítvánnyal rendelkeznek és megfelelnek a nemzetközi szabványoknak, offshore partnerként bizalmat érdemeltek ki.
Kiszolgált iparágak
Orvosi, elektronikai és autóipari.
Miért válasszon?
A gyártáshoz csak kisszámú, professzionálisan tervezett formát használnak.
Különös figyelmet fordítva a mérnöki innovációra.
ISO-tanúsítvány és az orvosi irányelvek szerint.
Szakértelem nyújtása az EU, az USA és Ázsia számára.
Megfizethető módszerek az OEM-ekkel való együttműködéshez.
Az orvosi műanyag fröccsöntő cégek jövőbeli kilátásai.
Az egészségügyi ipar fejlődésével az orvosi fröccsöntő cégek várhatóan számos lényeges szempontból fejlődnek. Íme, mit tartogat a jövő:
1. Az intelligens anyagok alkalmazása
A vállalatok olyan anyagokba fektetnek be, mint az antimikrobiális, biológiailag lebomló vagy biorezorbeálható polimerek, amelyek jobb funkcionalitást biztosítanak.
Ezek a készletek lehetővé teszik a biztonságosabb és fenntarthatóbb egyszer használatos orvosi eszközök használatát.
2. Mikrofluidika és miniatürizálás felé történő terjeszkedés
Egyre több feldolgozó cég kénytelen rendkívül kicsi és bonyolult alkatrészeket létrehozni a lab-on-a-chip, a viselhető érzékelők és a diagnosztikai eszközök számára.
A versenyképesség megőrzéséhez mikroformázási képességre lesz szükség.
3. Automatizálás és ipar 4.0 integráció
A fejlett automatizálás és a valós idejű adatelemzés azonban lehetővé teszi a vállalatok számára a folyamatok hatékonyságának, nyomon követhetőségének és minőségellenőrzésének javítását.
A hálózatba kapcsolt rendszerekkel rendelkező intelligens gyárak minimalizálni fogják az emberi hibákat, és nőni fog a termelékenység.
4. Testreszabás és igény szerinti gyártás
A személyre szabott orvostechnikai eszközök iránt egyre nagyobb az igény, ezért a vállalatok rugalmas, sorozatgyártási módot alkalmaznak.
A gyors prototípusgyártás és az additív gyártás javíthatja a hagyományos öntési eljárásokat.
5. Fenntarthatóság és környezetvédelmi megfelelés
Világrendeletek kényszerítik a vállalatokat az újrahasznosításra, a hulladék- és energiafogyasztás csökkentésére, valamint a nem újrahasznosítható műanyagok használatának mérséklésére.
A gyártók felkarolják a körforgásos gazdaság zöld kezdeményezéseit és gyakorlatát.
6. Fokozott szabályozási ellenőrzés
Az új és innovatív anyagok és technológiák megjelenésével a vállalatok szigorúbb validálási, nyomonkövethetőségi és megfelelőségi protokollokra számíthatnak.
A további piacra jutás érdekében be kell fektetni a bürokráciával kapcsolatos szakértelembe.
7. Stratégiai partnerségek MedTech cégekkel
A vállalatok szorosabb együttműködést alakítanak ki az orvosi OEM-gyártókkal, hogy közösen találjanak ki innovatív, IP-érzékeny megoldásokat.
Versenyelőny lesz a korai tervezési szakasz bevonása.
Következtetés
Fontos, hogy a legjobb orvosi műanyag fröccsöntő gyártót válassza ki annak érdekében, hogy az Ön orvostechnikai eszköze sikeres legyen a biztonság, a méretarányos gyártás és az összes megfelelés szempontjából. Ez a lista a világ elit vállalatai, nemcsak az orvosi ipar műszaki és szabályozási követelményeinek betartása szempontjából, hanem innovatív és ügyfélközpontú megoldásokat is hoznak.
A világ olyan óriásaitól kezdve, mint a Phillips-Medisize és a Gerresheimer, egészen az olyan hiánypótló vállalatokig, mint az Sincere Tech és a Technoplast, mindegyikük rendelkezik bizonyos bizonyított szakértelemmel és képességekkel az egészségügy területén. Akár egy új diagnosztikai eszközt fejlesztenek, akár egy már meglévő gép teljesítményét bővítik, a megbízható orvosi fröccsöntő beszállítók bármelyikével való együttműködés a minőségi előírások és a versenyfutás élvonalába helyezi Önt.
A jó hírű orvosi fröccsöntő szolgáltatók garantálják, hogy a minőségi referenciaértékek és a piaci versenyben való részvétel tekintetében az élen maradnak.
GYIK
1. Mi az orvosi műanyag fröccsöntés?
Ez egy olyan gyártási folyamat, amely nagy pontosságú műanyag alkatrészeket gyárt orvosi alkalmazások környezetében, speciális berendezésekkel és anyagokkal, szigorú szabályozási előírások mellett.
2. Miért fontos az ISO 13485 tanúsítás az orvosi öntőipari vállalatok számára?
Biztosítja, hogy a vállalat megfeleljen az orvostechnikai eszközipar minőségirányítási rendszereinek nemzetközileg elfogadott szabványainak, ami a szabályozási megfelelés és a termékbiztonság kulcsa.
3. Milyen anyagokat használnak általában az orvosi fröccsöntésben?
Az általános anyagok közé tartozik az orvosi minőségű polikarbonát, polipropilén, polietilén és a hőre lágyuló elasztomerek biokompatibilis és sterilizálható anyagoknak kell lenniük.
4. Milyen hatással vannak a tisztatermek az orvosi fröccsöntésre?
A tisztaszobák olyan környezetet jelentenek, amely mentes lehet a szennyeződésektől, ami létfontosságú a steril/érzékeny orvosi alkatrészek gyártása során, mivel minimálisra csökkenti a részecskeszennyeződés esélyét.
5. Lehetséges-e, hogy a kis cégek elérjék a nagy gyártók által itt előállított teljesítményt?
Igen. Számos kis cég nyújt hiánypótló szakértelmet, agilis fejlesztést és gyors prototípus-fejlesztést, amelyek valóban jó partnerek a specializált vagy egyedi munkákhoz.
Kína vezető szerepet tölt be a gyártásban, különösen a szerszámkészítés területén. A kiváló minőségű műanyag termékek iránti nagy kereslet világszerte ahhoz vezetett, hogy a vállalatok világszerte a kínai szerszámgyártókhoz fordultak a pontosság, a költséghatékonyság és az innováció miatt. Ez a bejegyzés segít keresni, hogy a legjobb kínai szerszámkészítőt keresi-e, a legjobb kínai szerszámkészítő kiválasztásakor figyelembe veendő legfontosabb tényezőket, a kínai szerszámkészítővel való együttműködés előnyeit, és hogyan válasszon kínai szerszámkészítőt vállalkozása számára. A fröccsöntési eljárást nagyon gyakran használják a gyártásban, és az olvadt műanyag befecskendezését jelenti egy formába, hogy rendkívül pontos alkatrészeket állítsanak elő. Ez a módszer alapvető fontosságú az olyan ágazatokban, mint az autóipar, az elektronika, az orvostechnikai eszközök és a fogyasztási cikkek. Az elmúlt évtizedekben Kína globális szintre emelkedett a szerszámgyártás területén, és a kiváló minőségű szerszámok beszállítója megfizethető áron.
A kínai öntőformagyártók száma annyira megnőtt, hogy az alacsony költségű és innovatív megoldásokkal befolyásolta a globális piacot. Az egyik ok, amely az előrelátható kormányzati támogatáson alapul a kínai gyártási infrastruktúra számára, a fröccsöntés dominanciája. A kínai fröccsöntőforma-gyártás több ezer kis gyárból és nagy csúcstechnológiájú gyárakból áll. Ezekben a vállalatokban fejlett CNC megmunkálást, EDM (elektromos kisüléses megmunkálást) és automatizált eljárásokat használnak a precíz és gyors pontosságú formák létrehozására. A kínai öntőforma-gyártó ipar fejlődik, és a nemzetközi minőségi szabványoknak való megfelelés érdekében folyamatos technológiai és szakképzett munkaerő-befektetésekkel támogatják. Azoknak a vállalkozásoknak, amelyeknek szükségük van arra, hogy öntőformáik kiváló minőségűek, tartósak, valamint költséghatékonyak legyenek, a legjobb öntőforma-gyártót kell keresniük Kínában. Egy megbízható öntőforma-gyártó biztosítja a jó tervezést, a kiváló minőségű anyagok kiválasztását és az aprólékos minőségellenőrzést. Kínában vannak olyan vállalatok, amelyek a szerszámkészítésre szakosodtak, hogy megfeleljenek az ügyfél specifikációinak, hogy nagyobb rugalmasságot és különbségeket tegyenek lehetővé a gyártásban.
Ez a bejegyzés a következőkről fog szólni fröccsöntés, szerszámgyártás, CNC megmunkálás, szerszámöntés, felületkezelés, minőségellenőrzés, prototípusfejlesztés, egyedi szerszámkészítés, szerszámüregek és anyagválasztás."
A kínai öntőipar növekedése és fejlődése
Az elmúlt években a kínai penészgyártó ipar nagyon gyorsan bővült. Kína globális vezető szerepet tölt be a szerszámgyártásban. Mivel a műanyag fröccsöntő szerszámgyártás egyre inkább a fejlett országokból Kínába költözik, az ország a szerszámgyártás egyik fő / városává vált, amely világszerte sokat kínál a gyártóknak.
A kínai fröccsöntőforma-gyártó nagyon gazdag környezetben működik, mivel Kína hatalmas és változatos feldolgozóiparral rendelkezik. A modern gyártási világban a műanyag szerszámok fontos tényezőt jelentenek a gyártási műveletekben, és ezeknek a műanyag szerszámoknak a minősége nagymértékben meghatározza az összes gyártási folyamat hatékonyságát és pontosságát.
A kínai fröccsöntőipar felemelkedése
Kína műanyag szerszámkészítő ipara fontos szerepet játszik Kína gyártásában. A szerszámkészítés technológiájának hordozása az ország gyártási képességeinek fejlődését is jelenti. Az elmúlt 10 évben Kína műanyag fröccsöntő szerszámgyártó ipara gyorsan bővült.
Az iparág 2003 és 2013 között folyamatosan, évente majdnem több mint 19 százalékkal növekedett. A kínai fröccsöntőforma-gyártó ágazat az elmúlt évekhez képest jelentős javulást mutatott a termelési kapacitásában, a bevételekben és a nyereségesség javuló mérőszámában.
A statisztikák a közelmúltban készültek, több mint 1500 kínai közepes és nagy méretű műanyag szerszámgyártó vállalat működik. Az évek során ez tette összesített éves bevételük meghaladta a 160 milliárd jüant, és több mint 27%-vel nőtt. Az összes nyereség közel 14 százalékos növekedést mutatott, és meghaladta a 10 milliárd jüant. Eközben a hazai szerszámtechnológia fejlődik, a helyi gyártók versenyképesebbé válnak a világpiacon.
Technológiai fejlődés és piaci pozíció
A kínai ipar legjobb szerszámkészítőjétől nagy előrelépés történt a technikai és termelési hatékonyság terén. A kínai vállalatok olyan fejlett gyártási technikákat alkalmaznak, amelyek lehetővé teszik számukra, hogy javítsák a termékek pontosságát, a termékek tartósságát és a termékek általános minőségét.
A fejlődés ellenére a fröccsöntőszerszámok ipara Kínában eléggé fejlett, de az olyan országok, mint az Egyesült Államok és Japán még mindig vezetik a nagy pontosságú fröccsöntőszerszámok piacát. De ahogy Kína fejlődik, a hazai és a nemzetközi versenytársak közötti szakadék kezd csökkenni.
A kínai vállalatok fröccsöntőszerszámgyártóinak helyzete a globális piacon attól függ, hogy képesek-e integrálni a csúcstechnológiát. Az automatizálás, a mesterséges intelligencia által vezérelt tervezés és a precíziós mérnöki tevékenység egyre nagyobb teret hódít, így a kínai gyártók tökéletes helyzetben vannak ahhoz, hogy kihasználják szereplőiket ezekben a trendekben, és még nagyobb erőre tegyenek szert.
Legfontosabb gyártási központok Kínában
Földrajzilag Kína formagyártó ipara főként két nagy területre koncentrálódik:
A Jangce folyó deltája a szerszámgyártás és -értékesítés egyik fő fókuszpontja, és az egész világ legnagyobb és legfejlettebb gyártó létesítményeinek ad otthont.
A fröccsöntőformák gyártásának másik fontos központja, mind a hazai, mind a nemzetközi piacokon, egy másik kritikus központ, nevezetesen a Gyöngy-folyó deltája.
A kínai műanyag fröccsöntőformák termelésének nagy részét olyan piacokra szállítják, mint az autóipar, az elektronika, az orvostechnikai eszközök és a fogyasztási cikkek.
A kínai penésziparban is részt vesznek a külföldi befektetések. Az iparág teljes bevételének és nyereségének csaknem 50 százaléka olyan vállalkozásoktól származik, amelyeket hongkongi, makaói és más nemzetközi piacokról érkező befektetők finanszíroznak. A külföldiek részvétele hozzájárult az új technológiák és a különböző minőségi szabványok bevezetéséhez, valamint Kína hírnevének növeléséhez, mint az öntőforma-gyártás legjobb helyének.
Injekciós öntőforma gyártása Kínában
A fröccsöntés egy nagyon népszerű gyártási folyamat, amelyet műanyag alkatrészek előállítására használnak, és amelynek során az olvadt anyagot egy formába fecskendezik. Ezt a folyamatot többek között az autóiparban, az elektronikai, az orvosi és a fogyasztási cikkek iparában használják. Szerencsére a megfelelő kínai fröccsöntőforma-gyártó szerepet játszhat a termékminőség és a költséghatékonyság javításában.
A kínai fröccsöntés előnyei
Fejlett CNC megmunkálás, elektrokisüléses megmunkálás (EDM) stb. A kínai öntőformagyártók nagy pontosságú berendezéseket használnak a kiváló pontosságú és szilárdságú öntőformák előállításához.
Globális termékek iránti kereslet - A globális igények miatt sok gyártó tud gépeket kínálni a rövidebb átfutási időkre és a termékek gyorsabb bevezetésére.
Mold Design - A penészgyártó elvégezné a telepítéseket és rögzítené, ezért a penész Kína a legjobb megoldásokat nyújtja, amikor egyedi tervezési specifikációkat kapnak, különösen az egyszerű és összetett penészterveknél.
Sok kínai gyártó környezetbarát gyakorlatot alkalmaz a hulladék és az energiafogyasztás csökkentésével, újrahasznosított anyagok használatával és a termelés hatékonyságának optimalizálásával.
A legjobb kínai öntőforma-gyártó a nyugati országokhoz képest sokkal kedvezőbb áron kínál kiváló minőségű öntőformákat az alacsony munkaerő- és anyagköltségek miatt.
Kína ipar, műanyag penészgyártók Kínában mind kis-, mind nagyszabású termelési képességekkel rendelkeznek, amelyek alkalmasak minden olyan vállalkozás számára, amely igényli a műanyag penészét.
Egy tapasztalt és kiválasztott kínai fröccsöntőforma-gyártó segít a vállalkozásoknak a fejlett technológia, a stabil gyártási folyamatok és a költségcsökkentés előnyeit kihasználni, miközben a kiváló minőségű termékek megmaradnak.
Injekciós öntőforma-készítési folyamat
A modern gyártás a fröccsöntéses szerszámkészítéstől függ számos műanyag alkatrész magas minőségű előállításához. A szerszámkészítő a szerszámot a szerszámterv kidolgozásával, majd az olvasztott műanyagtermékek tesztelhető formájúra történő feldolgozásával hozza létre. Egy megbízható kínai fröccsöntőforma-gyártó a jól működő és költségtakarékos szerszámok előállítása érdekében meghatározott lépéseket követ.
1. Termék- és szerszámtervezés
A terméktervezők a szerszámkészítés kezdetén a műanyag alkatrész teljes 3D-s modelljét készítik el mérnöki célokra. A végső terméktervezés határozza meg, hogy hogyan készül a szerszám.
Az alkatrész méretei, anyaga és gyártási volumene.
Az üregek száma (egy- vagy többüregű szerszámok).
Rendszerünk tartalmazza a fröccsöntött alkatrészek hatékony hűtésének és kinyomásának módjait.
A szerszámtervezés optimalizálása egyszerűbbé válik a fejlett CAD- és CAE-szoftverrendszerek segítségével. A tapasztalt műanyag szerszámkészítő kínai vállalatok megvizsgálják a szerszámáramlási mintákat, hogy előre megtalálják a gyártási problémákat.
2. Szerszám anyagának kiválasztása
A megfelelő öntőforma-anyagok kiválasztása közvetlenül befolyásolja, hogy a termék mennyire jól működik és marad sértetlen. Egy tapasztalt kínai fröccsöntőforma-gyártó ezekkel a szabványos szerszámanyagokkal dolgozik:
Az edzett acél a legjobb a sok alkatrészt előállító gyártósorok számára, mert nagy igénybevétel mellett is erős marad.
Előre edzett acél: Könnyebben megmunkálható, de közepes sorozatgyártásra alkalmas.
Az alumínium könnyű tulajdonságai miatt gazdaságos megoldást kínál a prototípusgyártáshoz és a kis sorozatgyártáshoz.
A szerszám kiválasztási folyamata a gyártási igényektől, a műanyag típusától és attól függ, hogy a szerszámnak meddig kell tartania.
3. CNC megmunkálás és EDM megmunkálás
A szerszámtervezés jóváhagyása után gyártási csapatunk fejlett gépeket használ a gyártás megkezdéséhez.
A CNC-rendszer a fémtömbök precíziós vágását vezérli számítógépes számvezérléssel az ipari termeléshez.
A szikraforgácsoló gép olyan bonyolult részleteket hoz létre elektromos szikrák segítségével, amelyekkel a CNC-gépek nem tudnak felvenni a versenyt.
A legjobb kínai szerszámgyártó a tapasztalataikat arra használja, hogy minden szerszámrészt tökéletesen megmunkáljon, ami csökkenti a termékhibák esélyét a kész műanyag alkatrészekben.
4. Hőkezelés és felületkezelés
A hőkezelés alkalmazása megerősíti a fém alkatrészeket, hogy a szerszám tartósabbá és hatékonyabbá váljon. A hőkezelési folyamat révén a szerszámrészek erősebbek lesznek, és jobban ellenállnak a gyártási ciklusoknak.
Az öntőforma a hőkezelés után felületi kezelésekkel kap végső feldolgozást.
Polírozás: Sima, kiváló minőségű felületet hoz létre.
Textúra: A fröccsöntési folyamat magában foglalja a textúrázási műveleteket, hogy a kész műanyag tárgyaknak különleges felületi mintázatot adjanak.
5. Formagyártás és szerelés
A megmunkált és kezelt szerszámrészeket a kész szerszámrendszerré állítják össze. Ez magában foglalja a következőket:
A szerszámrendszer tartalmazza mind a műanyag formázó szerszámok magját, mind az üregegységeket.
A formázott termék kivehető a kivetőcsapokon keresztül.
A rendszer olyan csatornákat tartalmaz, amelyek szabályozzák a szerszám hőmérsékletét és felgyorsítják a gyártási ciklusokat.
A vezetőcsapok és a perselyek segítenek abban, hogy a szerszámdarabok a gyártás során helyesen igazodjanak egymáshoz.
A fröccsöntés során a minőségi eredmények elérése érdekében a szerszámillesztést helyesen kell elvégezni. A kínai professzionális fröccsöntőforma-készítő cég szakmérnökei minden egyes szerszámrészt ellenőriznek és finomítanak, amíg tökéletesen illeszkedik.
6. Penészvizsgálat és próbafuttatások
A szerszámgyártó a rendszeres gyártás megkezdése előtt teszteli a szerszámot a kezdeti fröccsöntési műveletekkel. Ez a lépés biztosítja, hogy:
A penész bizonyítja, hogy minden probléma nélkül képes megfelelően működni.
A műanyag alkatrészek megfelelnek a méretre, a felületminőségre és az anyagszilárdságra vonatkozó minőségi követelményeknek.
A gyártók a tömeggyártás megkezdése előtt elvégzik a szükséges változtatásokat a termékminőség javítása érdekében.
A műanyag szerszámkészítő kínai vállalatok különböző műanyagokkal tesztelik a szerszámokat a kísérletek során, hogy ellenőrizzék teljesítményüket és termelési hatékonyságukat.
7. Formamódosítások és végleges jóváhagyás
Csapatunk elvégzi a szükséges változtatásokat, ha a tesztelés problémákat talál a teljesítményben vagy a működésben. Ezek a következők lehetnek:
A hűtőrendszert a hő jobb elvezetése érdekében módosítani kell.
A szerszámkészítő beállítja a kilökőcsap pozícióját, hogy megkönnyítse az alkatrész eltávolítását.
Az üreg felületét a szerszámrészek simításával vagy átformálásával javítjuk.
Miután a szerszám az ellenőrzések során megfelel az összes minőségi előírásnak, készen áll a nagyüzemi gyártásra.
8. Formaszállítás és gyártás megkezdése
A jóváhagyott szerszámot a fröccsöntő üzembe szállítják, ahol a gyártómunkások beszerelik egy fröccsöntőgépbe. A kínai csúcsminőségű szerszámgyártó technikai segítséget és karbantartási irányelveket nyújt, hogy a szerszám a jövőben is jól működjön.
A fröccsöntés költségeit befolyásoló tényezők
A műanyag szerszámok és műanyag fröccsöntött alkatrészek költsége fontos tényező, amely meghatározza egy gyártási projekt általános sikerét. Számos dolog befolyásolja a fröccsöntési költségeket; az alkatrész összetettsége, mérete, felületkezelés, anyagválasztás, szerszámüregek és gyártási mennyiség. Ezt a vállalkozások tanulmányozhatják, hogy optimalizálják terveiket, és csökkentsék a professzionális szerszámgyártókkal való együttműködéssel járó költségeket.
A tervezés összetettsége
A szerszámgyártási költségek közvetlenül függnek az alkatrész összetettségétől. A fejlettebb szerszámok, a szükséges mérnöki munka, a további feldolgozás nagyobb mértékben járulnak hozzá a magasabb szerszámárhoz. A költségek minimalizálása érdekében a további, felesleges funkciókat, éles szögeket és részleteket lehetőség szerint egyszerűsíteni kell. Ha a tervezés egy része egyszerűbbé tehető, az alkatrész nagyon költséghatékony lehet anélkül, hogy funkcióját feláldozná.
Az alkatrész mérete
Természetesen egy nagyobb alkatrész nagyobb szerszámot igényel, ami viszont több nyersanyagot és megmunkálási időt igényel. A teljes költség a szerszám méretének növekedésével nő. A fröccsöntött alkatrészek esetében a tervezés egyik lényeges szempontja, hogy az alkatrész mérete optimalizálható legyen anélkül, hogy a teljesítményt befolyásolná. A felesleges térfogat csökkentése (ebben a példában a vaníliarúd csökkentése) segíthet a gyártási költségek csökkentésében a termék sértetlensége mellett.
Anyagválasztás
Az anyag- és szerszámköltségeket nagymértékben befolyásolja az öntési folyamatban használt műanyag típusa. Az olyan műanyagok, mint az erősített vagy nagy teljesítményű polimerek, tartósságuk és speciális tulajdonságaik miatt magasabb költségekkel járnak. Ezenkívül, ha kopásálló vagy hőálló műanyagokat használnak, például edzett acélra van szükség, hogy ellenálljon a kopásnak, és ennek következtében növeli az összköltséget. Fontos, hogy olyan anyagot válasszon, amely jó minőségű, de a teljesítményét tekintve nem rontja a bankot.
Felületkikészítési követelmények
Az öntött alkatrész felületi felülete befolyásolja az alkatrész esztétikáját és az alkatrész költségét is. A gyártóknak lehetőségük van egy alacsonyabb osztályú, SPI Finish B-3 vagy C osztályú felületkezelésre a végtermék látható részének részét nem képező alkatrész esetében. De ha szép, valamilyen szép minőségű felületet szeretne, akkor további folyamatlépéseket kell elvégezni, ami további költségekkel jár a gyártási folyamat során.
Üregszám és gyártási mennyiség
Következésképpen a költségmegfontolások nagymértékben függnek a szerszámüreg konfigurációjától. Ez azt jelenti, hogy az egy üregű szerszámot olcsóbb lenne elkészíteni, de az alkatrészenkénti költségek magasabbak, mivel a gyártás nem hatékony. A több üregű szerszámok vagy családi szerszámok azonban gyorsabb futási időt és alacsonyabb darabonkénti költséget, de magasabb kezdeti szerszámköltséget jelentenek.
Ebben az esetben az egy üregű szerszámok kis sorozatgyártáshoz talán a legköltséghatékonyabb megoldás. Ennek ellenére nagy sorozatban történő gyártás esetén a több üregű szerszámok jelentősen csökkenthetik a hosszú távú költségeket a termelési teljesítmény és a hatékonyság növelése révén.
Módszerek a műanyag fröccsöntési költségek becslésére
Egy fröccsöntési projekt tervezésekor a gyártók által megadott árképzés nem feltétlenül nyújt teljes képet arról, hogy a projekt valójában mennyibe kerülhet. A műanyag fröccsöntés költségviselkedésének becslésére számos mód van, hogy segítsen a vállalkozásoknak jobb döntést hozni. Vannak a következő módszerek, amelyek segítenek a különböző gyártási mennyiségek költségeinek szervezett módon történő kiszámításában.
Kis volumenű fröccsöntés költségbecslés
A funkcióalapú költségbecslés meglehetősen hatékony a kisüzemi termelésben. A szerszám költsége nagyban befolyásolja az alkatrész árát, ezért a kis sorozatú fröccsöntésnél gyakran alkalmaznak gyors szerszámkészítési technikákat, hogy a szerszámot gyorsan legyártassák, így kis számú szerszámot lehet gyártani.
Az anyagárak pontos becslése az alkatrész geometriai alakjának és a tervezési követelményeknek megfelelően történik. Emellett a megfelelő fröccsöntőgépet is ki kell választani egy olyan adatbázisból, amely a rendelkezésre álló gépek oszlopát tartalmazza, és amely az alkatrész geometriája, az anyagtulajdonságok és a gép specifikációi alapján optimalizálja a ciklusidőt.
A költségbecslés másik fontos lépése a szerszámalap kiválasztása. A leghatékonyabb szerszámkonfiguráció kiválasztásához a jól ismert szerszámszállítók szabványos szerszámméretei használhatók. Ha a gyártási és anyagköltségeket különböző üregelrendezésekre kiszámítják, meghatározható a gazdaságilag legmegvalósíthatóbb elrendezés.
Feature-alapú költségbecslés tömegtermeléshez
A funkcióköltség-becslési módszer a legjobb a nagy volumenű gyártáshoz. Az adott gyártási sorozatban gyártott nagy darabszám miatt a szerszámköltségek nagyobb darabszámra oszlanak el, és tartósabb, nagy pontosságú szerszámokat lehet használni, még akkor is, ha azok előzetesen drágábbak.
Az aktuális nyersanyagárak alapján az anyagköltségek becslése az alkatrészgeometria alapján történik. Egy másik tényező a legmegfelelőbb fröccsöntőgép kiválasztása a gyártási költségek csökkentése és a ciklusidő lerövidítése érdekében.
A szerszámalapot a szabványos szerszámok méreteinek és kategóriáinak felhasználásával kell kiválasztani, hogy ki lehessen számítani a szerszámköltségeket. Közvetlenül ezután a szükséges szerszámbeállítás kidolgozása történik az alkatrészgeometria és a gyártási követelmények szerint. A többféle üregkonfiguráció matematikai kiértékelése lehetővé teszi a vállalkozások számára, hogy meghatározzák a legköltséghatékonyabb üreget, amely egyesíti az anyag-, gyártási és szerszámköltségeket.
Műanyag Mold költségbecslés
Magának a szerszámnak az előállítási költségét egy másik, a jellemzőkön alapuló költségbecslési módszerrel is meg lehet határozni. Az alkatrész méretei és a szükséges jellemzők, például az üregek száma, diktálják a szándékolt szabványos szerszámméretet. A feldolgozási követelmények és a teljes ár a szerszám típusától függ, az SPI szabványos szerszámtól vagy a kis sorozatú gyártáshoz használt gyorspéldánytípustól.
A gyors szerszámgyártási megközelítéssel rövidebb időn belül lehet szerszámokat gyártani, ami lerövidítheti a kisszériás termékek átfutási idejét. A tömeggyártás esetében azonban a tartósság érdekében készült nagy pontosságú szerszámok később kevésbé költséges megoldásnak bizonyulnak.
Átlagos költségbecslési megközelítés
A fröccsöntési költségkalkulátor alapvetően megmutatja, hogy egy fröccsöntési munka mennyibe kerülne az alkatrészgeometria nélkül. A folyamat további paraméterei, mint például az anyagválasztás, a futók száma, az alkatrészek száma stb. szintén szükségesek a folyamat lépésenkénti átmenetének ehhez a módszeréhez.
Az árképzési adatbázis segít az alkatrészek anyagköltségének kiszámításában, de a testreszabható paraméterek, mint például a ciklusidő, a gépárak és a munkadíj, lebontják a gyártási költségeket. A szerszámköltségek figyelembevétele után részletes költségösszefoglaló készül az anyagokról, a gyártásról és a szerszámgyártásról, és ez segít a cégeknek a költségvetésük nagyon szisztematikus megtervezésében.
Alapvető tippek a megbízható kínai fröccsöntő cég megtalálásához
A kínai penészgyártó kiválasztása a jó termékminőség, a jó szállítási idő és a jó költségkapacitás kulcsa. A megbízható kínai fröccsöntőforma-gyártóval való együttműködés a fröccsöntési folyamat összetettsége miatt befolyásolhatja az Ön fröccsöntési projektjének sikerét. Mindezek alapján íme hat kulcsfontosságú mutató, amelyet érdemes megnéznie, amikor megbízható gyártópartnert keres.
TIPP 1: Értékelje a termék minőségét
Meg kell határozni, hogy a termékminőség legyen a legfontosabb prioritás, amikor kiválasztja a kínai fröccsöntőforma-gyártót. Nagyobb az esélye annak, hogy az Ön által használt anyag nagy pontosságú lesz, és a vállalat többféleképpen fog működni annak érdekében, hogy az Ön terméke is jó legyen.
Mielőtt partnerséget kötne, tegye meg a következő lépéseket:
Tapasztalataik és vezetési struktúrájuk megismeréséhez látogasson el a vállalat weboldalára, és ellenőrizze azt.
A vállalatnak minőségirányítási tanúsítványokat, például ISO-szabványokat kell kérnie.
Tudja meg, hogy rendelkeznek-e részletekkel más korábbi projektekről (fényképek, esettanulmányok stb.), és kérje meg, hogy értékelje a képességeiket.
Kérdezze meg, hogy van-e tapasztalata hasonló termékek készítésében.
A jó hírű kínai öntőforma-gyártók mindig nagyon világosan megmondják, hogy hol állnak a minőségi szabványok és a korábbi munkák tekintetében.
TIPP 2: Ellenőrizze a stabil termelési kapacitást
Egy másik fontos tényező a kínai műanyag szerszámgyártó kiválasztásánál a szükséges időben történő szállítás. A fröccsöntési projektekhez kapcsolódó nagyon hosszú átfutási idővel nagyon fontos megerősíteni, hogy a gyártó képes a határidőt következetesen betartani.
A vállalat termelési kapacitását az értékeléshez meg kell állapítani.
Nézze meg, hogyan néznek ki a létesítményeik és gépeik a honlapjukon említettek szerint.
Keresse a fröccsöntőgépek és berendezések részletes listáját.
Győződjön meg róla, hogy elegendő gyártósorral rendelkeznek a beérkező megrendelések mennyiségének kitöltéséhez.
Azonban figyelembe kell vennie, hogy egy stabil gyártási képességekkel és elég jól felszerelt üzlettel rendelkező kínai fröccsöntőforma-gyártó segít elkerülni a késedelmeket és egyéb váratlan problémákat.
TIPP 3: Biztosítson professzionális műszaki támogatást
A fröccsöntési folyamat összetett mérnöki tevékenység, és nem minden terméktervező a szerszámgyártás szakértője. A legjobb kínai szerszámkészítőnek segítenie kell Önnek a tervezés optimalizálásában és a gyártási kockázat kiküszöbölésében.
Úgy tűnik, hogy a kommunikáció korai szakaszai:
Ad-e a gyártó szakmai szempontból visszajelzést egy esetleges tervezési hibára vonatkozóan?
Mérnökeik végigveszik a szerszámtervezés megvalósíthatóságát?
Képesek-e olyan fejlesztési javaslatokat tenni, amelyek javítják a tartósságot és/vagy a költséghatékonyságot?
Egy képzett kínai fröccsöntőforma-gyártó segíthet Önnek racionalizálni a projektjét azáltal, hogy a technikai kihívásokat a szerszámkészítés előtt kezeli, és elkerülheti a költséges felülvizsgálatot.
TIPP 4: A kommunikáció a király vagy a királynő
A kínai műanyag szerszámkészítővel való együttműködés nyelvi akadályok nélkül félreértéseket és késedelmeket okozhat, ezért nagyon fontos a zökkenőmentes kommunikáció.
Keressen olyan céget, amely:
Angolul beszélő értékesítési képviselőkkel rendelkezik, hogy megbeszélhessék.
A többnyelvű munkatársak azt is biztosítják, hogy a kommunikáció akkor is folyamatos legyen, ha egy kulcsfontosságú kapcsolattartó nem elérhető.
Lehetővé teszi, hogy az Ön angol munkanyelvén közvetlen kapcsolatba lépjen egy mérnökkel egy műszaki megbeszélés céljából.
Az erős kommunikációs készségekkel rendelkező gyártó sokkal jobban kihasználja az Ön idejét, és jobban megérti, hogy mit szeretne, így sokkal nagyobb hatékonyságot ér el.
TIPP 5: Hasonlítsa össze az árakat a költséghatékony megoldás érdekében
A fröccsöntés azonban elég drága lehet, ezért nagyon fontos, hogy olyan kínai öntőformagyártót találjunk, amely versenyképes árakat kínál anélkül, hogy a minőség rovására menne.
A legjobb ajánlat biztosítása:
Kérje meg a különböző gyártókat, hogy küldjenek Önnek egynél több árajánlatot.
Hasonlítsa össze a formaköltségek, az anyagköltségek és a gyártási díjak árait, és hasonlítsa össze az ütemterveket.
Vizsgálja meg a költségcsökkentési lehetőségeket, beleértve olyan öntőforma-konstrukciókat, amelyek nagyobb mennyiségben férnek el egy öntőformában, vagy tömeges vásárlási kedvezményeket.
Ez egy megbízható kínai fröccsöntőforma-gyártó, hogy az árajánlatok átláthatóak legyenek az árképzés szempontjából, és képesek lesznek segíteni Önnek abban, hogy olyan megoldást találjon, amely megfelel a költségvetésnek anélkül, hogy sokat ártana a költségeknek.
TIPP 6: Ellenőrizze a vállalat hírnevét
Mielőtt véglegesen elkötelezné magát a műanyag szerszámkészítő kínai partnerség mellett, fontos, hogy képet kapjon a piaci hírnevükről. Egy vállalat korábbi ügyfeleivel kapcsolatos múltja a megbízhatóság és a szolgáltatás minőségének mutatója.
Így ellenőrizheti a gyártó hírnevét:
Adja meg a régi ügyfelek nevét, hogy referenciákat kérjen, és kérdezze meg a tapasztalataikat.
Keressen online értékeléseket, megjegyzéseket, másoktól idézett értékeléseket (Ajánlások) vagy független értékeléseket.
Vizsgálja meg, hogy a vállalat mennyi ideje dolgozik az iparágban, és kivel dolgozott együtt, különösen híres márkákkal.
A pozitív ügyfél-visszajelzéssel rendelkező, jól tapasztalt kínai fröccsöntőforma-gyártó nagyobb valószínűséggel kínál magas színvonalú eredményt és professzionális szolgáltatást.
Hogyan válasszuk ki a legjobb szerszámkészítőt Kínában?
A szerszámgyártó kiválasztása nem könnyű feladat. Néhány szereplő, akire gondolni kell:
1. Ipari tapasztalat és hírnév
Keressen olyan gyártókat, akiknek van múltjuk ebben az üzletágban. Egy tapasztalt kínai öntőforma-gyártónak hosszú portfóliója van a sikeres projektekből, és kézzel olvasható ügyfélértékelésekkel rendelkezik.
2. Gyártási képességek
Győződjön meg róla, hogy a kiválasztott műanyag szerszámkészítő Kína fejlett gépekkel és technológiával rendelkezik. A nagy pontosságú, összetett szerszámot egy jól felszerelt gyárban lehet előállítani.
3. Minőségellenőrzés és tanúsítványok
A szerszámkészítés minőségbiztosított. Az ISO-tanúsítványok megléte a legjobb kínai szerszámkészítő mércéje, és a szigorú minőségellenőrzési intézkedéseket is figyelembe kell venni.
4. Kommunikáció és ügyfélszolgálat
A nemzetközi üzleti kommunikáció egyértelmű. Működjön együtt egy olyan gyártóval, aki képes megérteni az Ön igényeit, és időben tájékoztatja Önt a frissítésekről.
5. Árak és átfutási idők
Hasonlítsa össze a különböző kínai fröccsöntőszerszámgyártók költségeit. A megfizethetőség fontos, de soha nem a minőség rovására. Hasonlóképpen győződjön meg arról, hogy a beszállító képes-e teljesíteni a határidőre vonatkozó követelményeket.
A műanyag szerszámkészítők szerepe a különböző iparágakban
Mindegyikükhöz számos iparág tartozik, amelyeknek speciális formákra van szükségük.
1. Autóipar
Képesnek kell lenniük arra, hogy nagy pontosságú szerszámokat készítsenek lökhárítók, műszerfalak és motoralkatrészek számára az autóiparban. Egy megbízható kínai műanyag szerszámkészítő garantálja a projekt tartósságát és a következetességet is.
2. Orvosi ipar
Az egészségügyi előírásokat szigorúan be kell tartani az orvosi berendezések és eszközök esetében. A legjobb öntőformagyártók betartják a nemzetközi szabványokat a biztonság és a minőség garantálása érdekében.
3. Elektronikai ipar
Top fröccsöntő szerszámkészítő kínai vállalatok tervezik és készítik a bonyolult formaterveket a legnagyobb pontossággal az elektronikai gyártók számára okostelefonok burkolataihoz, áramköri lapok alkatrészeihez stb.
4. Fogyasztási cikkek
A háztartási termékekhez, játékokhoz és csomagolási megoldásokhoz kiváló minőségű formákra van szükség, hogy a termelés szintje fenntartható legyen. A kínai öntőformagyártók innovatív és költséghatékony megoldásokat tudnak nyújtani.
A kínai szerszámkészítés jövőbeli trendjei
A technológia fejlődésével a kínai formagyártó ipar még mindig növekszik. A világ jövőjét jelző néhány kulcsfontosságú trend a következő.
1. Automatizálás és mesterséges intelligencia integráció
A robotikát és az AI-vezérelt rendszereket számos gyártó alkalmazza a pontosság növelése és az ismétlések csökkentése érdekében.
2. Környezetbarát anyagok
Mivel egyre több aggodalomra ad okot a műanyaghulladék, számos kínai fröccsöntőforma-gyártó cég vizsgálja a fenntartható anyagokat.
3. 3D nyomtatás a formakészítésben
A 3D nyomtatási technológiával a prototípusgyártás szakasza megváltozik, a fejlesztési költségek és az idő pedig csökken.
4. Fokozott globális együttműködés
A nemzetközi vállalatok a minőség javítása és nemzetközi jelenlétük kiterjesztése érdekében partnerségre lépnek a kínai öntőformagyártókkal.
Sincere Tech - Vezető szerszámgyártó vállalat Kínában
Az Sincere Tech Co., Ltd. 2005-ben alakult, és vezető szerepet tölt be a kínai penészgyártó iparban, amely átfogó gyártási megoldásokat kínál. A vállalat Guangdong tartományban található, székhelye Dongguan Cityben található, szakosodtunk műanyag fröccsöntő öntőformákra, öntőformákra, szilikon gumiformákra és CNC megmunkálási szolgáltatásokra.
Sokszínű szolgáltatási portfólió
Az Sincere Tech egy széleskörű szolgáltató, amely különböző iparágakat szolgál ki.
Kiváló minőségű műanyag fröccsöntés: A termékek műanyag alkatrészek és kiváló minőségűek az autóipar, az elektronika, az orvostechnikai eszközök és a fogyasztási cikkek területén.
A vállalat az alumínium, magnézium és cink öntésre specializálódott, amely precizitással és sokoldalúsággal változik a követelményekben, és kielégíti az ipar igényeit.
A szilikongumi öntvényeket kínáló vállalat biztosítja, hogy a termékek előállítása a konkrét funkcionális és esztétikai szabványoknak megfelelően történjen.
Fejlett CNC gépek: Gépészetünk fejlett CNC-gépekkel van felszerelve a bonyolult és pontos, valamint kiváló tűréshatárokat és felületeket elérő alkatrészek gyártásához.
A vállalat gyors prototípusgyártási és termékösszeszerelési szolgáltatások szállítójaként szolgáltatásaival zökkenőmentes átmenetet biztosít a koncepciótól a befejezésig.
Minőségbiztosítás és tanúsítványok
Az Sincere Tech szigorú minőségellenőrzési rendszerek mellett az ISO 9001:2015 szabványok szerint működik. Az ilyen jellegű elkötelezettség garantálja, hogy a termékek kivétel nélkül megfelelnek, illetve felülmúlják az ügyfél elvárásait.
Ügyfélközpontú megközelítés
A Sincere tech ügyfélközpontú módszertant alkalmaz, ezért személyre szabott szolgáltatásokat nyújt a konzultációtól kezdve a gyártás utáni támogatásig. Ez fokozza a hosszú távú partnerség működését, garantálva, hogy az ügyfélprojektek pontosan és hatékonyan készülnek el.
Globális elérés és ipari elismerés
Az Sincere Tech erős jelenlétet szerzett az egész világon a nemzetben. Az alumíniumöntés iparágának elismert vezetője, amely Kínában és az Egyesült Államokban az egyik legjobb alumíniumöntő gyártóként szerzett hírnevet.
Összefoglalva, az Sincere Tech Co., Ltd. az öntőforma-gyártó ipar küszöbén áll, így hatalmas típusú szolgáltatásokat nyújt, garantálja a minőségi szabványokat, és ügyfélbarát vállalat a megbízható és kreatív gyártást igénylő vállalatok számára.
Következtetés
Bár a kínai fröccsöntőforma-gyártók viszonylag újak a globális piacon, óriási hírnévre tettek szert a fröccsöntőforma-iparban. A kínai szerszámgyártók a fejlett technológiának, a szakképzett munkaerőnek és a költséghatékony termelésnek köszönhetően váltak ismertté a világban. A rövid átfutási idők, a precíziós mérnöki munka és a költséghatékony egyedi megoldások azok a vállalatok, amelyeknek megbízható szerszámgyártásra van szükségük. Az automatizálás és a környezetbarát gyakorlati trendek egyre nagyobb teret hódítanak, és erősebbé teszik Kínát az iparágban. A legjobb szerszámgyártó kiválasztása Kínában nem más, mint a tapasztalat, a gyártási kapacitás, a minőségellenőrzés és az ügyfélszolgálat szigorú felülvizsgálatának elvégzése. A fröccsöntőszerszámok tervezésének, gyártásának és befejező folyamatainak legmagasabb színvonalának biztosítása érdekében megbízható kínai fröccsöntőszerszámgyártóval kell foglalkozni. A kínai szerszámgyártók teljes körű megoldásokat tudnak nyújtani az autóipar, az orvostechnika, az elektronika és a fogyasztási cikkek számára.
Továbbá, a kínai műanyag szerszámkészítőnek skálázható termelési képességei vannak, és a vállalkozások alacsony költségek mellett jövedelmezően növekedhetnek. Továbbá a gyártók időt szánnak arra, hogy megvizsgálják a környezetbarát anyagok és az energiahatékony eljárások használatát. Összességében azonban Kína továbbra is a legjobb hely, ahová a fröccsöntőforma-gyártás tekintetében fordulhat, mivel kiváló technológiával rendelkezik, a termékek megfizethetőek, és minőségük olyan, hogy biztos lehet benne, hogy megfelelnek a nemzetközi szabványoknak.
GYIK
1. Miért használják az emberek Kínát a fröccsöntőforma gyártásához?
A kínai gyártás költséghatékony, fejlett technológia, szakképzett munkaerő, valamint a gyorsabb átfutási idő és Kína a világ vezető fröccsöntőszerszámgyártójává teszi Kínát.
2. Hogyan válasszunk egy jó penészgyártó céget Kínában?
Válasszon ki egy tapasztalt öntőforma-gyártót, amely megfelelő tanúsítványokkal, elegendő gyártási kapacitással, minőségellenőrzési intézkedésekkel és ügyfélértékelésekkel rendelkezik, mielőtt bármilyen választást hozna.
3. Mely kínai iparágaknak van szükségük műanyag fröccsöntésre?
A kínai öntőformagyártók számos olyan iparágat támogatnak, mint az autóipar, az elektronika, az orvostechnika, a csomagolás és a fogyasztási cikkek, amelyek kiváló minőségű és precíziós alkatrészeket igényelnek.
4. Képesek-e a kínai öntőformagyártók összetett formaterveket készíteni?
A kínai gyártók a fejlett CNC megmunkálásnak és az automatizálásnak köszönhetően igen bonyolult és pontos szerszámterveket és igen, igen, nagyon bonyolult és pontos szerszámterveket tudnak készíteni.
5. A kínai fröccsöntőforma-gyártók megfelelnek a nemzetközi minőségi szabványnak?
A vezető kínai ISO-tanúsított szerszámgyártók is szigorú minőségellenőrzést végeznek, hogy megfeleljenek a globális ipari szabványoknak.
Költséghatékonyságuk, gyors gyártási sebességük és nagy pontosságuk miatt az alumínium fröccsöntőszerszámok a műanyag fröccsöntés területén elterjedt eszközökké váltak. A szerszámok kiváló minőségű alumíniumötvözetekből készülnek, és széles körben használják őket prototípusok készítéséhez, kis- és közepes volumenű gyártáshoz stb. szűk kiadási időkkel. Az alumínium szerszámnak nincs hosszú hűtési ciklusa, mint az acél szerszámnak, ezért gyorsabb hűtési sebességgel rendelkezik, ami lerövidíti a ciklusidőt és javítja a termelés gazdaságosságát az acél szerszámmal szemben. Hasonlóképpen, az alumínium fröccsöntésnél az öntési folyamathoz az öntőforma tervezése és megmunkálása fejlett CNC (számítógépes numerikus vezérlésű) marással és EDM (elektromos kisüléses megmunkálással) történik. Ezt követően a szerszám készen áll az olvadt műanyag befogadására, amelyet nagy nyomás alatt fecskendeznek az üregbe. Az alumíniumnak nagy a hővezető képessége, így a műanyag gyorsan lehűl és megszilárdul, ami gyorsabb gyártási ciklusokat tesz lehetővé, mint az acélformák esetében. Az öntött alkatrészeket ezután a minőség biztosítása érdekében a kilövést követően megmunkálják és megmunkálják.
Az alumínium öntőformák egyik fő előnye a fröccsöntéshez használt alumínium öntőformák egyik legnagyobb előnye az acél öntőformákkal szemben a legalacsonyabb kezdeti költség. Ez ideális olyan gyártók számára, akik kevés gyártást szeretnének a minőség feláldozása nélkül, mivel ezek olcsó, de minőségi formatervek a kisszériás gyártáshoz. Az acél szerszámokkal ellentétben azonban az alumínium szerszámok gyakori alkatrészcserét igényelnek, és a karbantartástól és az anyagválasztástól függően csak 10 000 és 100 000 ciklus közötti élettartamúak. Rendszeres karbantartásra van szükség ahhoz, hogy az alumínium fröccsöntő szerszámok a lehető leghosszabb ideig működjenek. Másrészt az egyes ciklusok utáni tisztítás, a kopás és a sérülések megfigyelése, valamint a védelmet és a tárolási körülményeket szolgáló bevonat segíthet az élettartam növelésében.
Ez a cikk az alumínium teljes folyamatát tárgyalja fröccsöntőforma, az előnyök, az élettartam, a karbantartás és a költségtérítés.
Mi az alumínium fröccsöntőforma?
Az alumínium fröccsöntőforma olyan forma, amelyet főként alumíniumból vagy alumíniumötvözetekből gyártanak műanyag alkatrészek fröccsöntéséhez. Ezek a szerszámok a hagyományos acélszerszámokhoz képest jelentős előnyökkel rendelkeznek a gyártási sebesség és a kezdeti beruházás tekintetében.
Különösen az alumínium öntőformák kiválóan alkalmasak prototípusok készítésére, kis és közepes gyártási darabszámú gyártásra, valamint olyan iparágakban, ahol az alkatrészek gyors iterációjára van szükség.
Hogyan működik az alumínium fröccsöntő szerszámok
1. Szerszámtervezés és CNC megmunkálás
Az alumínium fröccsöntőforma tervezési folyamatának első lépése az alumínium fröccsöntőforma megtervezése a kívánt alkatrész műanyag tulajdonságai alapján. A számítógépes tervezéssel segített modellezést (CAD) a mérnökök végzik a 3D modellek elkészítéséhez. Miután a szerszámról döntés született, azt CNC megmunkálással megmunkálják egy alumíniumtömbből, így nagyon nagy pontossággal és precizitással.
2. Formakészítés és beállítás
Ezután a megmunkálás után a formára olyan befejező eljárásokat alkalmaznak, mint a polírozás, a bevonat és a kidobócsap. Ezek segítenek a szerszám tartósságának javításában és a műanyag áramlás simításában. Miután a szerszámot egy fröccsöntőgépre szerelték, készen áll a gyártásra.
3. Műanyag befecskendezés és a forma kitöltése
A fröccsöntő berendezés műanyag granulátumot (ABS, polipropilén, nejlon) olvaszt meg, hogy olvadt állapotban műanyagot hozzon létre, amelyet nagy nyomás alatt az alumínium öntőformába fecskendeznek. Ezenkívül a szerszám kialakítása egyenletes töltést hoz létre, hogy megelőzze az olyan problémákat, mint a légzsebek és a nem egyenletes vastagság.
4. Gyors lehűlés és megszilárdulás
A hővezető képesség az egyik legjobb hőtani tulajdonság, amelyet az alumíniumformák a fröccsöntéshez megszerezhetnek. A kiváló hőelvezető tulajdonsága miatt az alumínium gyorsabban lehűl és megszilárdul, mint az acél. Ez csökkenti a ciklusidőt, így csökkentve a termelést.
5. A kész alkatrész kidobása
Amikor a műanyag eléggé lehűlt ahhoz, hogy megszilárduljon, a kilökőcsapok kinyomják az alkatrészt a formából. Szükség esetén finomított végtermék készül, kisebb vágással vagy utókezeléssel.
6. Ismételje meg a folyamatot
A szerszám ismét bezáródik, és a ciklus folytatódik a tömeggyártáshoz. Az alumínium öntőformák gyors ciklusok esetén hatékonyak, ezért az ilyen típusú öntőformáknak gyors prototípusgyártás és kis- és közepes sorozatszámú gyártás esetén van értelme.
Miért jobbak az alumínium öntőformák
Jobb hőelvezetés, ami gyorsabb ciklusidőt eredményez.
Kevesebb hőt igényel (és ezért kevesebb energiát fogyaszt).
A módosítások (tervmódosítások vagy fejlesztések) könnyebben elvégezhetők.
Az alumínium fröccsöntőformák használata lehetővé teszi a gyártók számára, hogy alacsony költséggel és rövid idő alatt kiváló minőségű műanyag alkatrészeket hozzanak létre.
Az alumínium szerszámok élettartama és karbantartása
Az alumínium fröccsöntő szerszámok élettartama
Az alumínium fröccsöntő szerszámok élettartamát több tényező határozza meg, például az anyag minősége, a gyártás mennyisége és a műanyag típusa. Az alumínium szerszámok például átlagosan 10 000-100 000 fröccsöntési ciklust bírnak ki, ezért az alumínium szerszámokat általában kis- és közepes volumenű gyártásokhoz használják.
Míg az alumínium öntőformák élettartama rövidebb, mint az acél öntőformáké, amelyek akár 500 000 és több mint egymillió ciklus között is kibírják. Természetesen az élettartamuk védőbevonattal, megfelelő kialakítással és karbantartással nagymértékben meghosszabbítható.
Az alumíniumformák élettartamát számos tényező befolyásolja.
1. Anyagválasztás: Az alacsonyabb minőségű alumíniumötvözetek nem olyan erősek és tartósak, mint a magas minőségű alumíniumötvözetek, például a 7075 vagy a QC 10.
2. A termelési környezet: A gyártási körülmények között nagy befecskendezési nyomásnak vannak kitéve, és erősen koptató anyagokkal (például üveggel töltött műanyagokkal) érintkeznek, amelyek hozzájárulnak a gyorsabb kopáshoz.
3. Ez magában foglalja a hűtést és a hőciklusos hűtést: az alumíniumforma sokkal gyorsabban lehűl, mint az acélforma, ami kisebb hőterhelést eredményez. A szélsőséges hőmérséklet-ingadozások azonban idővel repedéseket okozhatnak.
4. Felületi bevonatok és kezelések: A nikkelezés, az eloxálás vagy a kemény bevonatok hatékony kezelések lehetnek a kopás és a korrózió megelőzésére, és ezáltal a szerszám élettartamának növelésére.
Bár az alumínium öntőformák nem kielégítőek a nagy sorozatgyártáshoz, megfelelő tervezéssel és gondoskodással elég hosszú ideig tarthatnak ahhoz, hogy viszonylag költséghatékony szinten teljesítsék a prototípus és az alacsony és közepes sorozatgyártást.
Az alumínium fröccsöntő szerszámok karbantartása
A maximális élettartam és az alkatrészek egyenletes minősége érdekében rendszeres karbantartásra van szükség. Az alumínium szerszámok az acélszerszámokkal ellentétben puhábbak és hajlamosabbak a karcolásokra vagy sérülésekre, ezért több megelőző karbantartásra van szükség.
Napi karbantartási eljárások
Minden gyártási ciklus után például meg kell tisztítania a formát, hogy megszabaduljon a műanyagmaradványoktól, törmelékektől és szennyeződésektől. A nem koptató hatású tisztítószereket a szerszám felületén keletkező karcolások elkerülése érdekében használjuk. A gyártás során a ragadás elkerülése érdekében enyhe formaleválasztó anyagot lehet alkalmazni.
Időszakos ellenőrzés és javítások
A rutinellenőrzések lehetővé teszik a felületi karcolások, horpadások vagy kisebb repedések, valamint a korai kopás jeleinek korai felismerését. Annak biztosítása, hogy elegendő kilökőcsap, elegendő hűtőcsatorna és a szellőztetőfelületek számára biztosított legyen, biztosítja a szerszám további működését és hatékonyságát. Kisebb javításokkal, azaz polírozással vagy újrabevonással helyreállítható az öntvény teljesítménye, ha kopást észlelünk.
Tárolás és védelem
Az alumíniumformákat használaton kívül száraz, ellenőrzött hőmérsékletű környezetben kell tárolni, hogy ne alakuljon ki korrózió. A forma jó állapotban tartása érdekében a tárolás előtt ajánlott védőbevonat vagy rozsdavédő spray alkalmazása.
Gyakori karbantartási problémák és megoldások
1. Felületi karcolások: A magas foltok finom polírozó vegyületek vagy bevonatok használatával simává csökkenthetők.
2. Hőmérsékletváltozás (repedés vagy vetemedés): Ne tegye ki drasztikus hőmérséklet-változásoknak, használjon fokozatos fűtést és hűtést.
3. Öntött alkatrészek: Alkalmazza a formaleválasztó anyagokat az alkatrésztervezéshez, hogy javítsa a szerszámból való kilökődést.
4. Korrózió vagy oxidáció: Ezeket ellenőrzött környezetben kell tárolni, ahol bevonatokkal védve vannak.
Mikor válasszuk az alumínium fröccsöntőformák gyártását?
1. Amikor gyors prototípusgyártásra van szüksége
Ha egy vállalatnak új terméket kell kifejlesztenie, de a prototípusokra gyorsan és olcsón van szüksége, az alumínium fröccsöntőformák olcsó és gyors megoldást jelentenek. Az acélformákkal ellentétben, amelyek hónapokig is eltarthatnak, ezeknek lehetővé kell tenniük a gyártók számára, hogy napok vagy hetek múlva tesztalkatrészeket készítsenek. Ezenkívül lehetővé teszik a gyors tervmódosításokat, és segítenek a fejlesztési költségek csökkentésében, mielőtt nagyüzemi termelésbe kezdenének.
2. Ha a termelési volumen alacsony vagy közepes
10 000-100 000 műanyag alkatrész gyártásához az alumínium szerszám ideális alternatívája az acél szerszámnak a gyártó számára. Kezdetben olcsók, rövidebb termékciklusokkal rendelkeznek, és jó hosszú élettartamúak, ami tökéletesen alkalmassá teszi őket rövid sorozatú vagy szezonális termékekhez. Az alumínium szerszámok az acélszerszámokkal ellentétben, amelyek magas kezdeti beruházást igényelnek, lehetővé teszik a vállalkozás számára a költségek csökkentését a minőség romlása nélkül.
3. Amikor a sebesség és a hatékonyság számít
Mivel az alumínium nagy hővezető képességű anyag, a fröccsöntött műanyag sokkal gyorsabban lehűl az alumínium szerszámokban, mint az acélszerszámokban. Az ilyen elrendezés rövidebb ciklusidőt, nagyobb gyártási hatékonyságot és alacsonyabb energiafogyasztást eredményez. Az alumínium szerszámokat előnyben részesítik azok a vállalatok, amelyeknek gyors átfutási időre van szükségük, és amelyeknek jobb munkafolyamat-hatékonyságra van szükségük.
4. Amikor költséghatékony szerszámozásra van szüksége
Az acélformák létrehozásának magas költségei miatt egy induló vállalkozás, kisvállalkozás vagy egy termék tesztelésre történő kihelyezése nem biztos, hogy dekoratív befektetés. Ráadásul az alumínium fröccsöntőformák sokkal olcsóbbak, mint társaik, ezért érdemes ezeket választani, ha alacsony költségvetéssel rendelkezik. Egy olyan vállalat számára, amely bizonytalan abban, hogy a terméke nagy mennyiségű gyártást igényel-e, az alumínium öntőformák csökkentik a pénzügyi kockázatokat, de győződjön meg arról, hogy az alkatrészek kiváló minőségűek.
5. Amikor nagy pontosságra és felületi minőségre van szükség
A nagy pontosság és a sima felületkezelés érdekében az alumínium öntőformák ideálisak. Az alumínium öntőformák használata szükséges a szűk tűrések és hibamentes felületek előállításához az orvosi eszközök, a fogyasztói elektronika és a repülőgépgyártás iparágaiban. A mai megmunkálási és befejező módszerek az alumínium öntőformák beszállítóit kiváló minőségű alkatrészek előállítására teszik alkalmassá, és néha szükségtelenné teszik a másodlagos feldolgozást.
6. Milyen módon alumínium öntőformák nem lehetnek alkalmasak
Az alumínium fröccsöntőformáknak számos előnye van, de nem minden helyzetben lesz előnyös a használatuk. Az acél szerszámok azonban tartósságuk és hosszú élettartamuk miatt jobban megfelelnek az 500 000 darabnál nagyobb gyártási volumenű alkatrészekhez. A nagynyomású fröccsöntésben az alumínium szerszámok gyorsabban elhasználódhatnak, ezért nem szabad őket szélsőséges gyártási körülmények között használni.
Az alumínium fröccsöntő szerszámok előnyei
1. Gyorsabb gyártási idő
Mivel az alumínium fröccsöntőszerszámok sokkal jobb hőelvezetést biztosítanak, mint az acélszerszámok, a fröccsöntött műanyag sokkal gyorsabban lehűl. Következésképpen az ilyen szerszámokkal a gyártási ciklusok lényegesen rövidebbek, mint az acélszerszámokkal, ami szintén növeli a hatékonyságot.
2. Alacsonyabb kezdeti költségek
Az alumíniumformák előállítása sokkal olcsóbb, mint a fröccsöntésben használt acélformáké. Ez teszi őket kiváló választássá a kezdő vállalkozások, a kisszériás gyártók és a prototípusok fejlesztésén dolgozó vállalatok számára.
3. Könnyebb megmunkálás és módosítások
A szerszámgyártás gyorsabb és olcsóbb, mivel az alumíniumot könnyebb vágni és alakítani, mint az acélt. Ezenkívül a tervezés rugalmassága kisebb módosítási és kiigazítási erőfeszítéssel érhető el.
4. Kiváló minőségű felületkezelés
Az alumínium öntőformák könnyű és jó minőségű alkatrészeket biztosítanak, utólagos feldolgozás nélkül. Az alumínium fröccsöntőformákat számos iparág használja a sima és részletes kialakítású, nagy pontossággal készült alkatrészek létrehozásához.
5. Környezetbarát
Az alumínium fröccsöntőszerszámok fenntartható megoldást jelentenek az acél alternatívákkal szemben, mivel ez egy újrahasznosítható anyag.
Alumínium fröccsöntő szerszámok vs. acél szerszámok
A szerszámgyártás két alapvető jellemzője az alumínium fröccsöntő szerszámok az acél szerszámok mellett.
Az alumínium fröccsöntőszerszámok kezdeti költségei alacsonyabbak maradnak, miközben az acélszerszámok esetében magasabbak a költségek.
A gyártási sebesség az alumínium fröccsöntőszerszámok és az acélszerszámok között változik, mivel az alumíniumszerszámok gyorsabb hűtést tapasztalnak, miközben rövidebb ciklusokat tartanak fenn, szemben az acélszerszámokkal, amelyek hosszabb gyártási ciklusokkal működnek.
Az acél szerszámok tovább tartanak, mint az alumínium fröccsöntő szerszámok, mivel működési tartományuk 100.000 és több mint 100.000 ciklus között van, míg az alumínium szerszámok élettartama 10.000 és 100.000 ciklus között van.
Az alumínium szerszámok jobban megmunkálhatók, mint az acélszerszámok, ugyanakkor az acélszerszámok nagyobb kihívást jelentenek a felhasználónak a módosítással kapcsolatban.
A felületkezelés magas minőséget mutat, valamint további polírozáson keresztül történő befejezést igényel.
Az alumínium öntőformák gazdaságosabbnak bizonyulnak, mint az acél öntőformák a rövid és közepes gyártási környezetben gyártott termékek előállításához, mivel kevesebb gyártási ciklust hosszabbítanak meg.
Az alumínium fröccsöntő szerszámok alkalmazásai
1. Prototípusgyártás és termékfejlesztés
A gyors prototípusgyártó vállalatok az alumínium fröccsöntőformákat megfizethetőségük és a gyors tervmódosítások kivitelezésének képessége miatt választják.
2. Alacsony és közepes volumenű termelés
A megfizethetőség és a minőségi szállítás kombinációja teszi az alumínium fröccsöntőformákat alkalmassá 10 000-100 000 alkatrész negatív hatások nélküli gyártására.
3. Orvosi és fogyasztási cikkek
Az alumínium öntőformák több iparágat szolgálnak ki, amelyek az orvostechnikai eszközök, valamint a fogyasztási cikkek gyártásával foglalkoznak, mivel ezeknek az alkalmazásoknak hatékony, precíz alkatrészekre van szükségük.
4. Repülőgép- és autóipari alkatrészek
Az alumínium öntőformák pozitív hatásai közé tartozik a könnyűszerkezetes alkatrészgyártás, amely létfontosságú nagy teljesítményű szerkezeteket hoz létre a repülőgép- és űrjárművek, valamint az autószállítási ágazatok számára.
Alumínium fröccsöntő penész költsége
A drágább alumínium fröccsöntő szerszámok három fő tényező kombinációjából adódnak, amelyek a méretük összetettsége és a gyártási volumen.
Az alumínium fröccsöntőforma gyártásának teljes költségét több változó határozza meg.
A költségek a növekvő anyagszükséglet és a növekvő munkaerőköltségek miatt emelkednek, amikor összetett vagy nagyméretű alumíniumformákat gyártanak.
A gyártók az alumínium fröccsöntőformákat védőbevonatokkal erősítik meg, ha nagy volumenű gyártást terveznek, mivel ezek a módosítások meghosszabbítják a forma élettartamát.
A költségek megnőnek, ha több üregű szerszámot használnak, amelyek egyidejűleg számos alkatrészt készítenek.
A gyártás megkezdése után végrehajtott változtatások további költségeket okoznak.
2. Az alumínium és az acél típusok közötti szerszámgyártási költségek vizsgálatát érdemes elvégezni.
Az alábbi táblázat a különböző műanyag fröccsöntő szerszámtípusok költség- és sebességelemzését mutatja be a gyártás során:
Penész típus
Kezdeti költség
Karbantartási költség
Gyártási sebesség
Legjobb
Alumínium fröccsöntő penész
$5,000 - $25,000
Alacsony
Gyors
Alacsony-közepes futások prototípus készítése
Acél fröccsöntő penész
$15,000-$100,000+
Magasabb
Lassabb
Nagy volumenű termelés
Azok a vállalkozások, amelyeknek csökkenteniük kell a kezdeti kiadásaikat, és meg akarják tartani a gyártási minőséget, megfizethető természetük miatt választják az alumíniumformákat.
Hogyan válasszuk ki a megfelelő alumínium fröccsöntő szerszámgyártót?
Amikor kiválasztunk egy alumínium szerszámok gyártója fröccsöntött, vegye figyelembe:
Hírnév és tapasztalat a gyártókkal: Dolgozzon olyan gyártókkal, amelyek kiváló hírnévvel és gyártási tapasztalattal rendelkeznek, és kiváló minőségű szerszámokat szállítanak.
Garancia bizonyos beállítási képességekre: A gyártó számára nem lehet nehéz az alkatrészek beállítása.
Jobb tartósság és hosszú élettartam: A felhasznált alumínium minősége kiváló minőségű, ami hosszabbá teszi a laptop élettartamát.
Formaszállítási idő: Minden jó gyártó gyorsan szállítja a formákat anélkül, hogy a minőség rovására menne.
Karbantartás és javítás: Válasszon olyan vállalatokat, amelyek értékesítés utáni támogatást nyújtanak.
Következtetés
Az alumínium fröccsöntő szerszámok hatékony, költséghatékony és gyors módja a műanyag alkatrészek gyártásának. Ezeket használják a prototípusok gyors , mint alacsony és közepes termelés, valamint a nagy pontosságot igénylő iparágak. Ez biztosítja, hogy a hűtési idők a hagyományos acél szerszámok idejének töredékére csökkennek, és a gyártási ciklusok gyorsabbak. Míg az alumínium szerszámok alacsonyabb kezdeti költséggel és gyorsabb gyártással rendelkeznek, az acél fémfelülettel szembeni kopása nagyobb, és nem tart olyan sokáig. Ennek ellenére, ha a kenést, a védőbevonatokat és a rendszeres tisztítást karbantartják, a gyártók akár 100 000 ciklussal is meghosszabbíthatják a használhatóságot. A gyártási mennyiségtől, a költségvetéstől és az adott projekt egyéb követelményeitől függően lehet dönteni az alumínium és az acél szerszámok között.
Az alumínium fröccsöntőszerszámok ideális helyettesítői a drága acélszerszámoknak a kisszériás projektek, prototípusok és költségérzékeny alkalmazások esetében. Alternatívaként az acél szerszámok inkább a rendkívüli tartósságra alkalmasak, amikor nagy gyártási volumenre van szükség. Az alumínium fröccsöntőszerszámok folyamatáról, előnyeiről és karbantartásáról szóló ismeretekkel a vállalkozások egyensúlyt teremthetnek a költségek, a minőség és a termelési hatékonyság között. Függetlenül attól, hogy a műanyag szerszámokat kis tételes gyártásra vagy új terméktervek tesztelésére használják, a modern műanyaggyártás fontos eszközének tekintik őket.
Gyakran ismételt kérdések (GYIK)
1. Miért használnak alumínium fröccsöntőformákat?
A műanyag alkatrészek gyártása során az alumínium fröccsöntőszerszámok gyakori alkalmazása a gyors prototípusgyártás, az alacsony és közepes volumenű gyártás, valamint a gyors átfutási idővel rendelkező iparágak. Az orvosi, az autóipari, a repülőgépipari és a fogyasztási cikkeket gyártó ágazatokban gyakran használják őket.
2. Mennyi ideig tartanak az alumínium fröccsöntőformák?
A Delta D rendkívül hatékony, hosszú élettartamot biztosít az ügyfelek számára a fémmegmunkáláshoz, de az alumínium szerszámok élettartama az anyagminőségtől, a karbantartástól és a gyártási körülményektől függ. Átlagosan 10 000 és 100 000 ciklus között ciklizálnak, ami alkalmassá teszi őket kisszériás és prototípusgyártásra.
3. Az alumínium fröccsöntőszerszámok olcsóbbak, mint az acélszerszámok?
Az alumínium fröccsöntés sokkal kevesebbe kerül, mint az acél fröccsöntés. A gyorsabb gyártási sebesség és a kevesebb megmunkálási idő, az alacsonyabb kezdeti költségek miatt gazdaságosak a kisszériás gyártáshoz.
4. Mik az alumíniumformák határai, ha nagynyomású fröccsöntésnek vannak kitéve?
Bár az alumínium öntőformák képesek kezelni a mérsékelten nagynyomású fröccsöntést, nem olyan tartósak, mint az acél öntőformák a nagyon nagy üzemi nyomás és a nagy volumenű alkalmazások esetében. Mindazonáltal védőbevonatokkal és megerősítésekkel megerősíthetők.
5. Mely iparágaknak kedveznek leginkább az alumínium fröccsöntő szerszámok?
Emiatt az alumínium fröccsöntőformák nagyon hasznosak az olyan iparágakban, mint az orvosi eszközök, a fogyasztói elektronika, az autóipari prototípusgyártás és még a repülőgépipar is.
https://plas.co/wp-content/uploads/2025/03/Aluminum-Injection-Mold.jpg500800A cikk szerzőjehttp://plas.co/wp-content/uploads/2023/02/plas-co-1.jpgA cikk szerzője2025-03-13 23:30:002025-03-14 11:26:42Teljes útmutató az alumínium fröccsöntő szerszámokhoz és azok költséghatékonyságához
Az ABS fröccsöntés jó ütésállósággal és sima felülettel rendelkezik, és számos iparágban kedvelt módszer a kiváló minőségű műanyag alkatrészek gyártására. Az akrilnitril-butadién-sztirol (ABS) egy hőre lágyuló műanyag, amelyet szilárdsága, tartóssága és könnyű feldolgozhatósága miatt nagyon gyakran használnak fröccsöntésben. Az ABS műanyag fröccsöntés költséghatékony és megbízható a tömeggyártáshoz szükséges nagy mennyiségű termék előállításához, beleértve az autóipari alkatrészeket, a szórakoztató elektronikát és az orvosi eszközöket. Az olyan alapműanyagok, mint az ABS, akrilnitrilből állnak a kémiai ellenállóság, butadiénből a szívósság és sztirolból a merevség és a fényes megjelenés érdekében, ami nagyszerűvé teszi az öntéshez. Ezt tovább fokozza a kiváló olvadási hőmérséklet (200 és 250°C között), a kiváló megmunkálhatóság és a mérsékelt hőállóság. Az ABS-formázásnak azonban ugyanúgy megvannak az előnyei és hátrányai, mint minden anyagnak; beleértve az UV-érzékenységet és a mérsékelt hőállóságot stb.
Ahhoz, hogy hibamentes termékeket állítsunk elő az ABS műanyag fröccsöntési eljárással, a szárított anyag hűtésével, a hőmérséklet szabályozásával, a falvastagsággal, a fröccsöntési nyomással, valamint a szerszám tervezésével kapcsolatos minden egyes tényezőt gondosan figyelembe kell venni. Az ABS mellett a gyártók által használt egyéb műanyagok közé tartozik a polipropilén (PP), a polikarbonát (PC), a polietilén (PE), a poliamid (Nylon) és a PET, mindegyiknek megvannak a maga előnyei. Az ABS vagy alternatív anyag kiválasztása az adott anyag tulajdonságainak megértésétől függ.
Ez a cikk hosszasan tárgyalja az ABS fröccsöntés főbb jellemzőit, a kémiai összetételének feldolgozását, előnyeit és hátrányait, valamint összehasonlítását más műanyagokkal. Az olvasó az oldal végén részletes ismeretekkel fog rendelkezni arról, hogy az ABS miért áll még mindig a jelenlegi gyártásban kiemelten kedvelt anyagként.
Mi az ABS fröccsöntés?
Az ABS fröccsöntésnek nevezett eljárás segít tartós, könnyű és ütésálló műanyag alkatrészek előállításában akrilnitril-butadién-sztirolból (ABS).Az ABS műanyagot olvadásig melegítik, majd egy formába fecskendezik, majd lehűtik és a kívánt formára szilárdítják. Közismert arról, hogy erős, hőálló és könnyen formázható, és az autóipari alkatrészek, elektronika, játékok és háztartási készülékek gyártásában használják. Ez egy olyan módszer, amely lehetővé teszi a tömeggyártást egyenletes minőségben, megfizethető és sokoldalú megoldást nyújt számos ágazat számára. A jobb esztétikum és funkcionalitás érdekében polírozott, textúrázott vagy színes ABS alkatrészek is használhatók.
Az ABS kémiai szerkezete és összetétele
Az ABS a következőkből áll:
Akrilnitril (C₃H₃N) - Kémiai ellenállást és hőstabilitást biztosít.
Butadién (C₄H₆) - Növeli a szívósságot és az ütésállóságot.
Sztirol (C₈H₈) - Hozzájárul a merevséghez és a fényes felülethez.
Molekuláris szerkezet
Az ABS egy olyan molekuláris elrendeződés, amelynek gerincét egy hosszú polimerlánc alkotja, amely az akrilnitril-sztirol mátrixban butadiéngumi részecskékkel van kitöltve. E két tulajdonság kombinációja kiválóan alkalmas az ABS műanyagformázásra.
Kémiai tulajdonságai ABS műanyag
Az ABS néhány legfontosabb kémiai tulajdonsága teszi az ABS-t az ABS fröccsöntés népszerű anyagává.
Könnyen feldolgozható, olvadáspontja 200-250 C körül van.
Könnyű, mégis erős, sűrűsége 1,04-1,07 g/cm³.
A savak, lúgok és olajok ellenállnak, de a szerves oldószerek, például az aceton, károsítják.
Hőmérséklet: Hőálló 80-100°C-ig, azonban a magas hőhatásnak való tartós kitettség károsítja az anyagot.
Az ABS öntvények természete és fizikai jellemzői
Az ABS nem éles olvadáspontú hőre lágyuló műanyag, mint a legtöbb más műanyag (azaz amorf), de megolvasztható. Ehelyett egy bizonyos hőmérséklet-tartományban lágyul, és elég jól megfelel az öntési alkalmazásokhoz. A legfontosabb fizikai tulajdonságai közé tartoznak:
Nagy ütésállóság - Ellenáll a hirtelen ütéseknek és a stressznek.
Jó méretstabilitás - Különböző körülmények között is megőrzi alakját.
Fényes és sima felület - esztétikus megjelenést biztosít a fogyasztói termékek számára.
Pontosan megmunkálható és formázható, valamint könnyen vágható és fúrható.
ABS műanyag fröccsöntési folyamat
Az ABS műanyag fröccsöntési folyamatának lépései a következők.
Anyagszárítás - Az ABS pelleteket a nedvesség eltávolítása érdekében szárítják.
200-250 °C-ra történő felmelegítés és nagy nyomás alatt történő préselés egy formába (olvasztás és fröccsöntés).
Lehűtés és megszilárdulás - A műanyag lehűti a formát, ahol a műanyag felveszi a forma alakját.
Kilövés és befejezés - A megszilárdult terméket kilövik, megmunkálják, festik vagy bevonják.
Az ABS öntés alkalmazásai
Az ABS sokoldalúságának köszönhetően széles körben használják mindenféle iparágban.
A műszerfalak, a lökhárítók és a belső burkolatok alkotják az autóipart.
Laptop burkolatok, billentyűzetek, telefonborítók stb.
Háztartási termékek: Konyhai eszközök, porszívók és játékok (pl. LEGO téglák).
Orvosi berendezések: Sebészeti műszerek és diagnosztikai eszközök házai.
Az ABS fröccsöntés előnyei és hátrányai
Előnyök
Az ABS műanyag (az akrilnitril-butadién-sztirol rövidítése) nagy ütésállósággal rendelkezik, ami azt jelenti, hogy kemény és tartós az ütésekkel szemben, ezért tartós termékek előállítására használják.
Könnyen formázható, vágható, fúrható és feldolgozható - Kiváló megmunkálhatóság.
Jó kémiai és hőállóság - A savak, lúgok és mérsékelt hőhatások nem szedik áldozatukat, mint a kevésbé jó vasöntvények.
Sima felületkezelés - Fényes, esztétikus, fogyasztói termékekhez alkalmas alkatrészek előállítása.
Mivel olcsóbb, mint a legtöbb műszaki műanyag, az ABS költséghatékony.
Erős, de könnyű - Kiváló anyag olyan alkalmazásokhoz, amelyekhez szilárdságra van szükség, de nem tömegnövelő.
Biológiailag lebomló - Az ABS egy újrahasznosítható műanyag, amely újra feldolgozható, mivel természeténél fogva környezetbarát.
Hátrányok
A napfénynek való tartós kitettség sárgulást és törékenységet okoz.
Gyúlékony - Hacsak nem módosítják égésgátló adalékanyagokkal, könnyen ég.
Az ABS-alkatrészek hajlamosak a vetemedésre - ha az alkatrészek nem megfelelő sebességgel hűlnek le, akkor zsugorodhatnak vagy deformálódhatnak.
Alacsony időjárásállóság - Szélsőséges kültéri körülmények között hajlamos a károsodásra.
Az ABS hajlamos a kémiai érzékenységre, ezért az olyan oldószerek, mint az aceton, feloldják.
Mérsékelt hőállóság - Magas hőmérsékleten (100°C) megolvad, ezért nem alkalmas rendkívül forró környezetben való használatra.
Az ABS fröccsöntéses gyártásnak számos kulcsfontosságú tényezője van.
Az ABS fröccsöntött ABS műanyag alkatrészek gyártásához számos változót kell figyelembe venni, és a megfelelő módon kell kidolgozni a dolgokat a kiváló minőségű, erős és megfizethető gyártás elérése érdekében. Az alábbiakban olyan tényezőkre kell összpontosítani:
Anyag kiválasztása
A szükséges szilárdság, hőállóság és felületi felület eléréséhez használjon kiváló minőségű ABS-gyantát.
Az alkalmazási követelmények, például az UV-állóság, az égésgátlás vagy az ütésállóság alapján azonban speciális ABS-minőségek választhatók.
Száraz ABS gyanták előkezelése
Elnyelik a nedvességet, ezért higroszkóposak, és megfelelően szárítani kell őket, különben olyan hibák keletkezhetnek, mint a buborékok és a felületi hibák.
Szárítási folyamat
A formázáshoz az ABS pelletet 80-90°C-on 2-4 órán keresztül célszerű szárítani.
A hidrolízis gyengíti a mechanikai tulajdonságokat és következetlen formázási eredményekhez vezet, és megfelelő szárítással megelőzhető.
Hőmérséklet-szabályozás
Az optimális folyás és a szerszámkitöltés 200-250°C-os olvadási hőmérsékleten történik.
50 - 80°C öntési hőmérséklet a vetemedés, az egyenetlen zsugorodás és a hibák megelőzése érdekében.
A hűtési sebességnek lassúnak és egyenletesnek kell lennie a méretpontosság és a mechanikai szilárdság javítása érdekében.
Ha a falvastagság nem egyenletes, az vetemedést, süllyedésnyomokat, feszültséget okoz az anyagban és anyagfelhalmozódást.
A végleges alkatrészek méretbeli instabilitását az egyenetlen hűtés okozhatja.
Tervezési ajánlások
A legjobb eredmény akkor érhető el, ha a vastagság 1,2 és 3,5 mm között van.
A szakaszról szakaszra történő fokozatos átmenetek megakadályozzák a stresszpontok vagy gyenge pontok kialakulását.
Éles sarkok helyett használjon lekerekítéseket, mivel ez kiegyenlíti a feszültséget.
Befecskendezési nyomás és sebesség
Az optimális nyomást azonban 50-150 MPa között kell beállítani a teljes és hibamentes szerszámkitöltés biztosítása érdekében.
Szabályozott sebesség
Ezután következnek az égésnyomok, a megnövekedett belső feszültség és az anyagromlás, a → túl gyorsaság miatt.
Hibák → rövid lövések (hiányos töltés), hegesztési vonalak és a tapadás hiánya.
A nyomás és a sebesség megfelelő beállítása javítja az öntött alkatrészek felületi minőségét, szilárdságát és pontosságát.
Mold Design & szellőzés
Ez biztosítja, hogy ne legyenek sem légcsapdák, sem égésnyomok, sem a beszorult gázok által okozott hibák.
A kapuk elhelyezését optimalizálni kell a zökkenőmentes és feszültségmentes anyagáramlás érdekében.
A folyásnyomok és felületi hibák csökkent kockázata a sima, egyenletes formafelületeknek köszönhető.
Ha a szerszám több üregből álló szerszám, a töltést és a hűtést úgy kell kiegyensúlyozni, hogy az üregeket egyenletesen töltse ki és hűtse le.
Zsugorodás és vetemedés
Talán a legfontosabb szempont az ABS szerszámok tervezésekor a magas, 0,4-0,7% zsugorodási arány, ezért a hűtés utáni méretváltozásokat figyelembe kell venni.
Lényeges a fokozatos hűtés az alkatrész mérettorzulásának vagy deformációjának elkerülése érdekében.
Az olyan megerősítő szerkezetek, mint a bordák és a rácsok akkor megfelelőek, ha segítenek az alak és a stabilitás megőrzésében.
Utófeldolgozás és befejezés
Az ABS alkatrészek festhetők, bevonhatók, polírozhatók vagy lézergravírozhatók a jobb megjelenés érdekében.
Ez a lépés az élek simaságának biztosításáról, valamint a felesleges anyag eltávolításáról szól, amelyet trimmeléssel, csiszolással és sorjázásmentesítéssel távolítunk el.
A felületen lévő krómozás vagy UV-bevonat teszi a megoldást tartóssá és a környezeti tényezők számára nehézzé.
ABS anyag tulajdonságai
Az ABS műanyag általános jellemzői
Az akrilnitril-butadién-sztirol (ABS) egy nem mérgező, szagtalan hőre lágyuló műanyag, amely általában elefántcsontszínű, áttetsző vagy átlátszó szemcsék vagy por formájában jelenik meg. Sűrűsége, amely 1,05 és 1,18 g/cm³ között mozog, lehetővé teszi, hogy könnyű, mégis erős legyen. Az ABS-hez hasonlóan zsugorodási sebessége 0,4% és 0,9% között van, és jó méretstabilitást biztosít az öntött alkatrészeknél. Rugalmassági modulusa 2 GPa, Poisson-tényezője pedig 0,394, ami azt jelenti, hogy nem túl gyenge és nem is túl merev. Kevesebb, mint 1% nedvességet szív fel, olvadáshőmérséklete 217°C és 237°C között van, hőbomlása pedig 250°C felett kezdődik.
Mechanikai szilárdsága ABS műanyag
Az ABS széles körben ismert a nagyon nagy ütésállóságáról és az alacsony hőmérsékleten való kiváló tartósságáról. A kopásállósága jó, ezért alkalmas az állandó mozgást vagy súrlódást igénylő alkatrészekhez. Ez a műanyag biztosítja az öntött alkatrész méretstabilitását, így az megtartja alakját. Emellett az ABS mérsékelt olajállósággal rendelkezik, ezért elfogadható alternatíva alacsony sebességű, közepes terhelésű csapágyazott alkalmazásokhoz.
Hőállóság és hőstabilitás
Az ABS hőterhelési hőmérséklete (HDT) 93°C és 118°C között van, ami azt jelzi, hogy csak mérsékelt hőhatás mellett tartja meg szerkezetét. Hőállósága azonban nagyjából 10°C-kal javulhat, ha lágyítják, ami növelné alkalmazhatóságát a nagyobb hőteljesítményt igénylő alkalmazásokban.
Elektromos szigetelési képességek
Az ABS műanyag nagyszerű elektromos szigetelő, ezért az elektronikai házak és elektromos alkatrészek anyagának választása. A szigetelési tulajdonságai különböző hőmérsékleti, páratartalom és frekvencia viszonyok között stabilak, így különböző helyzetekben egyenletes teljesítményt nyújt.
Kémiai és környezeti ellenállás
Az ABS ellenáll a víznek, a szervetlen sóknak, a lúgoknak és a savak széles skálájának, és alkalmas ipari és fogyasztói alkalmazásokban való felhasználásra. Ketonokkal, aldehidekkel vagy klórozott szénhidrogénekkel érintkezve azonban nem bomlik, de ecetsavval, növényi olajjal stb. érintkezve feszültség okozhat repedéseket.
Az ABS, mint polimer, minden előnye ellenére rosszul ellenáll az időjárásnak. Az anyag gyengül, ha ultraibolya (UV) sugárzásnak van kitéve. Vizsgálatai azt mutatják, hogy hat hónapos kültéri kitettség után ütőszilárdsága közel 50% csökkenhet, az alkalmazástól függően a gyanta kezdeti tartalma ez rámutat arra, hogy a kültéri alkalmazásokban UV-stabilizátorok vagy védőbevonat használatára van szükség.
Az ABS műanyag és a fröccsöntés költségei
Az ABS műanyag költségét meghatározó tényezők a nyersanyagköltség, a feldolgozás költsége és az esetlegesen szükséges utófeldolgozás költsége. Ezek azok a költségek, amelyek az ABS fröccsöntési folyamat során valószínűleg felmerülnek:
Nyersanyagköltség
Az ABS-gyanta ára függ a piaci ártól, a gyártótól származó kínálattól, a minőségtől és az esetlegesen szükséges további tulajdonságoktól, mint például az égésgátló ABS, az UV-stabilitás vagy a nagyobb szilárdságú ABS-ek. Általánosságban a standard ABS-gyanta ára a következőképpen alakul:
$1,50 - $3,50/kg a standard ABS granulátumokra.
$3,00 - $5,00 kg-onként a speciális ABS esetében, amely magában foglalja az égésgátló, UV-stabilizált vagy nagy ütésállóságú ABS minőségeket.
Mindezen típusok közül az ABS drágább, mint a polipropilén (PP), de olcsóbb, mint a polikarbonát (PC) és a nejlon (PA).
Fröccsöntési költségek
Az alábbiakban bemutatunk néhány olyan tényezőt, amelyek befolyásolják az ABS műanyag fröccsöntés költségeit:
Kis, egyszerű alkatrészek: $0.50 - $2.00 darabonként
Nagyobb vagy összetett alkatrészek: $2,00 - $10,00+ darabonként
Nagy termelési volumen: A költségek csökkennek olyan tényezőknek köszönhetően, mint például az alapanyagok nagy tételben történő beszerzése.
Feldolgozási költségek
Gépi óradíjak: $20 - $100 óránként (a gép méretétől és típusától függően).
Munkaügyi költségek: A munkaerőköltségek: régiónként változnak, de óránként 5 és 50 USD között mozognak.
Energiaköltségek: Mivel az ABS-t 200-250 °C-ra kell felmelegíteni, ez jelentős elektromos energiafelhasználással jár.
További költségek
Festés, galvanizálás és polírozás: $0,50 - $5,00 alkatrészenként.
Anyagpazarlás és újrafeldolgozás: 10% költséget jelenthet.
Többfunkciós: Az alkatrész nagyságrendjétől és a gyártás helyétől függően.
Költséghatékony-e az ABS?
Előnyök: A nyersanyagköltségek mérsékeltek, és az anyag könnyen megmunkálható, míg a legtöbb hulladék újrahasznosítható, így alkalmas a közepes és nagy volumenű találmányokhoz.
Hátrányok: Drágább, mint a PP és a PE, de olcsóbb, mint a PC és a Nylon. Az öntőformák magas költségeit is hátránynak tekinthetjük, különösen a kisüzemi gyártás esetében.
Általánosságban elmondható, hogy az ABS fröccsöntés gazdaságos, tartós és könnyen feldolgozható, ezért sok iparág ezt az anyagot részesíti előnyben feldolgozásra.
Egyéb fröccsöntésben használt műanyagok
Az ABS műanyag mellett sok más hőre lágyuló műanyagot is gyakran használnak fröccsöntéshez. Az egyes anyagok tulajdonságai azonban különböznek egymástól, így különböző alkalmazásokhoz alkalmasak. Az alábbiakban a leggyakoribb fröccsöntéses műanyagokat hasonlítjuk össze az ABS-szel.
Polipropilén (PP) vs. ABS
A PP előnyei
Kiváló vegyszer- és nedvességállóság.
Költségvetésbarát, könnyű és alacsony költségű megoldás.
Jó ütésállóságú, de alacsonyabb, mint az ABS.
A PP korlátai
Hőállósága és merevsége alacsonyabb, mint az ABS-é.
Nem olyan erős, mint az ABS a nagy igénybevételnek kitett alkalmazásokban.
Gyakori felhasználás: Csomagolás, autóalkatrészek, orvosi tartályok és háztartási cikkek.
Polikarbonát (PC) vs. ABS
A PC előnyei
Néha kiváló ütésállóságú golyóálló üveg és másfajta védőfelszerelések esetében használják.
Nagy hőállóság és tartósság.
Ez az anyag átlátszó és könnyen színezhető vagy színezhető.
A PC korlátai
Drágább, mint az ABS.
Hajlamos a karcolódásra, és bevonatokra lesz szüksége, hogy megerősítse.
Gyakori felhasználás: Autóalkatrészek, bukósisakok, szemüveglencsék és elektromos burkolatok.
Polietilén (PE) vs. ABS
A PE előnyei
Rendkívül ellenálló a vegyi anyagokkal, vízzel és korrózióval szemben.
Alacsony súrlódási tulajdonságokkal rendelkezik, és alkalmas mozgó alkatrészekhez.
Rendkívül rugalmas és könnyű.
A PE korlátai
Alacsonyabb merevség és mechanikai szilárdság, mint az ABS.
Gyenge hőállóság - alacsonyabb hőmérsékleten megolvad.
A műanyag zacskók, palackok, csövek és élelmiszer-tartályok műanyagot használnak.
Polietilén-tereftalát (PET) vs. ABS
A PET előnyei
Nagyon könnyű, mégis kiváló gátló tulajdonságokkal rendelkezik a nedvességgel és gázokkal szemben.
Nagyfokú méretstabilitás - jól megtartja az alakját.
Jó kémiai ellenállás és újrahasznosíthatóság.
A PET korlátai
Alacsonyabb az ütésállósága, mint az ABS-nek.
Nem olyan hőálló, mint más műszaki műanyagok.
Alkalmazás: Vízpalackok, élelmiszercsomagolások, ruházati szálak és kozmetikai tartályok.
Poliamid (PA/Nylon) vs. ABS
A nejlon előnyei
Nagy mechanikai szilárdság és kiváló szívósság.
Jó hőállóság, így alkalmas magas hőmérsékletű környezetben.
Kopás- és súrlódásálló, mozgó alkatrészekhez használatos.
A nejlon korlátai
Felszívja a nedvességet, ami befolyásolja a méretstabilitást.
Drágább, mint az ABS.
Autóalkatrészek, fogaskerekek, csapágyak, ipari alkatrészek, elektromos csatlakozók.
A megfelelő anyagtípus kiválasztása a fröccsöntéshez
Az olyan tényezők, mint a mechanikai szilárdság, a vegyi ellenállás, a hőmérséklet- és költségtűrés, befolyásolják, hogy melyik műanyagból kell választania a fröccsöntéshez. Az ABS egyensúlyt teremt az erő, a tartósság és a megfizethetőség között, de más műanyagok, mint például a PP, PC, PE, PET, PET, Nylon, hogy csak néhányat említsek, bizonyos alkalmazásokban előnyben vannak önmaguk számára. Ez a betekintés lehetővé teszi a gyártók számára, hogy a teljesítmény szempontjából a legjobb döntést hozzák meg termékeik számára.
Következtetés
Az ABS fröccsöntés rendkívül sokoldalú, hatékony és alacsony költségű módja a kiváló minőségű műanyag alkatrészek gyártásának. Jó ütésállósága, sima felülete és jó feldolgozhatósága miatt ideális anyag az autóipar, az elektronika, a fogyasztási cikkek és az orvosi berendezések számára. Az ABS-formázás során a legjobb eredmények eléréséhez a gyártóknak különös figyelmet kell fordítaniuk a hőmérséklet-szabályozásra, az egyenletes falvastagságra, az optimális fröccsöntési nyomásra és a megfelelően megtervezett szerszámokra. Az ABS-gyanták nedvességfelvétele szintén előkezelést igényel, mivel buborékokat és egyéb hibákat, valamint rossz mechanikai tulajdonságokat hozhat létre. Az utókezelési technikák, mint például a festékbevonat és a felületkezelés sokkal nagyobb tartósságot és kész megjelenést eredményezhetnek az ABS-formázott alkatrészeknél.
Az ABS még mindig vezető szerepet tölt be a műanyagiparban fröccsöntés, de a PP, a PC, a PE, a PET és a Nylon az alkalmazási igények alapján más kiváló választásként ég át. A polikarbonát jobb hatású, mint a nejlon, a polipropilén pedig kémiailag ellenállóbb. A mechanikai tulajdonságok, a költségek, a környezetvédelmi kérdések és a tervezett felhasználás határozza meg a megfelelő anyagválasztást. Összességében az ABS műanyag öntés továbbra is jelentős erő a modern gyártásban, mivel a teljesítmény, az ár és a gyártás tökéletes kombinációja ideális. Az ABS megbízható és gyakran használt hőre lágyuló műanyag a fröccsöntésben, függetlenül attól, hogy az autóipari, háztartási vagy ipari piacokon alkalmazzák.
GYIK az ABS fröccsöntéssel kapcsolatban
1. Használható-e ABS műanyag kültéri használatra?
A minimális feszültségű, szinkron kefe nélküli egyenáramú motorok ezen formája gyenge UV-állósággal rendelkezik, és hajlamos arra, hogy a napfény hatására törékennyé és elszíneződötté váljon. Ennek ellenére az UV-stabilizátorok vagy bevonatok javíthatják a kültéri használatra való tartósságát is.
2. Milyen előnyei vannak az ABS fröccsöntésnek?
Az ABS hőálló, rendkívül erős, de könnyű, nagy ütésállósággal rendelkezik, jól megmunkálható, és sima felületként könnyen megmunkálható. Ráadásul még mindig könnyű, de strapabíró.
3. Az ABS műanyag ellenáll a vegyi anyagoknak?
Víz, savak, lúgok és néha szerves oldószerek, mint például az aceton, befolyásolják az ABS-t. Javíthatja az ABS vegyi anyagokkal szembeni ellenálló képességének fokozatát.