ガラス繊維入りナイロン射出成形は、今日の製造業において非常に重要なプロセスである。ガラス繊維のような柔軟性と強度を持つプラスチックを一体化することで、軽量、高強度、高精度の部品が生まれます。高応力・高温部品ガラス繊維入りナイロン射出成形は、高応力・高温部品を安定した品質で生産するために、多くの産業で利用されています。.
メーカーがこの材料を使用するのは、性能に妥協することなく大量生産が可能だからである。現代では、自動車、電子機器、工業プロセスにおいて、強度が高く、信頼性が高く、費用対効果の高い部品を製造するために、このプロセスが必要とされている。.
ガラス繊維入りナイロンとは?
ポリアミド強化素材はガラス繊維入りナイロンである。ナイロンに小さなガラス繊維を混ぜて、機械的特性を向上させたものである。ガラス繊維入りナイロンを射出成形することで、プレーンナイロンに比べて硬く、強く、耐熱性のある部品ができます。.
ガラス繊維が含まれることで、冷却過程での反りや収縮が抑えられる。最終製品が適切なサイズであることを保証し、これは工業や自動車の分野で不可欠である。.

ガラス繊維入りナイロンの主な特性は以下の通り:
- 高い引張強度
- 高い寸法安定性。.
- 溶血性および化学的抵抗性。.
- 金属に比べて軽量。.
ガラス繊維入りナイロンの射出成形による生産は、部品の耐久性を保証するだけでなく、大量生産時のコスト効率も向上させる。.
物理的、化学的、機械的特性
射出成形用ガラス繊維入りナイロンと題されたこの記事は、高い柔軟性を持つナイロンと、高い強度とユニークな特性を持つガラス繊維の混合物である。これらの知識は、信頼性の高いコンポーネントを作成するのに役立ちます。.
物理的性質
- 密度だ: 1.2 -1.35 g/cm 3で、未充填ナイロンよりわずかに重い。.
- 吸水性: 1-1.5%(ガラス繊維入り30%)は、繊維の含有率が高くなるにつれて低下する。.
- 熱膨張: 低い寸法安定性係数(1535 µm/m -C)
化学的性質
- 抵抗力がある: 燃料、オイル、ほとんどの化学薬品に対して高い。.
- 引火性: グレードによってV-2からV-0。.
- 腐食: 金属のように腐食しないので、悪環境に最適。.
機械的特性
- 引張強さ: 120-180 Mpaで、繊維の含有量によって異なる。.
- 曲げ強度: 180-250MPa。.
- 耐衝撃性: 中庸で、繊維含有量の増加とともに減少する。.
- 硬さ: 剛性は高く(5 8Gpa)、剛性の高い耐荷重コンポーネントを提供する。.
- 耐摩耗性: ギア、ベアリング、可動部品に優れている。.
射出成形プロセス
ガラス繊維入りナイロンの射出成形は、複合材料を溶融し、高圧下で金型に注入することによって行われる。手順はいくつかのステップに分けられます:
- 素材の準備: 適量のガラス繊維とナイロンペレットを混合する。.
- 溶解と注入: 材料は溶けるまで加熱され、型に押し込まれる。.
- 冷却: これは繊維を固定する固化プロセスである。.
- 退場とフィニッシュ: ソリッドの下地は型から取り出され、トリミングや研磨が施される。.
射出成形用ガラス繊維入りナイロンに含まれるガラス繊維は、部品が冷却されてもその形状や強度を失わないようにサポートします。これは、公差が厳しく非常に複雑な設計で特に必要とされます。.
ガラス繊維入りナイロンの利点
ガラス繊維入りナイロン射出成形という素材は、従来の素材と比較していくつかの利点がある:
- 強度と耐久性:ガラス繊維を使用することで、引張強度と曲げ強度が得られる。.
- 耐熱性:これは、部品が変形することなく高温に耐えられることを意味する。.
- 寸法精度: 収縮が少ないことは、異なるロットの類似性を保証するものである。.
- 軽量だ: この素材は強度が高いが、軽量化することで自動車や航空宇宙用途での効率が高まる。.
- コスト効率: 生産時間を短縮し、廃棄物を減らすことでコストを下げることができる。.
全体として、射出成形ガラス繊維強化ナイロンという用語は、高性能部品のメーカーが効率的に部品を作成し、現代の産業のニーズに対応することを可能にします。.
ガラス繊維入りナイロン加工用チップ
いつ ガラス繊維入りナイロンの射出, そのため、材料の挙動と機械の設定に注意を払うことが重要である。ガラス繊維の存在により、流動性、冷却性、熱特性が変化します。正しい指示に従えば、ガラス繊維入りナイロンの射出成形は、頑丈で正確な、完璧な部品を作ることができます。.

材料の準備
ガラス繊維入りナイロンは吸湿材として使いやすい。濡れた素材は、気泡やボイドが発生し、表面の仕上がりが悪くなることがあります。80~100℃で46時間以内に乾燥させてください。均一な強度を得るために、ガラス繊維がナイロン中で固まらないようにしてください。.
溶融温度
推奨ナイロングレードの溶融温度を保つ:
- PA6: 250-270°C
- PA66: 280-300°C
過剰な温度はナイロンをダメにし、繊維を腐らせる可能性がある。一方、過度に低い温度は、ガラス繊維入りナイロンの射出成形において、流動不良と不十分な充填を引き起こす。.
射出圧力と射出速度
適度な射出速度と圧力:70~120Mpaが普通。速い射出は繊維を変形させ、繊維内に応力を発生させる。適切な速度は、スムーズな流れを可能にするだけでなく、一貫した繊維配向を生成し、より強い部品につながります。.
金型温度
表面仕上げと寸法精度は金型の温度に左右される。80~100℃を維持する。金型の温度が低いと反りやヒケが生じますが、温度が高いと流動性が高まり、サイクルタイムが短くなります。.
冷却時間
肉厚は冷却時間と等しくなければならない。短すぎると反り、長すぎると効率が悪くなります。適切な冷却流路は、ガラス繊維入りナイロン射出成形の均一な冷却と正確な寸法を確保するのに役立ちます。.
排出され、後処理されるとこうなる。
抜き勾配は1~2度程度にし、スムーズな突き出しができるようにします。繊維を引っ張ったり、部品が折れたりするような強い排出力を避けることが重要です。加工後、内部応力を解消するために、トリミング、研磨、アニールなどを行う。.
繊維含有量の考慮
ガラス繊維の含有量は通常30 50%である。繊維含有量が増加すると、強度、剛性、耐熱性は向上するが、衝撃靭性は低下する。繊維含有量を調整することにより、欠陥が生じないように加工パラメータを制御する。.
ガラス繊維入りナイロン代替品の可能性
射出成形によるガラス繊維入りナイロンは強度と耐久性に優れているが、特定の条件下ではより良い素材が使用されることもある。.
- 未充填ナイロン(PA6/PA66): ナイロンは軽量で安価、作業も簡単で、ストレスの少ない作業にはお勧めだが、ガラス繊維入りナイロンほどの剛性はない。.
- ポリカーボネート(PC): 衝撃強度と耐熱性が高く、剛性はガラス繊維入りナイロン射出成形品より低い。.
- ポリフェニレンサルファイド(PPS): これは耐薬品性、耐熱性ともに非常に強く、高温用途にも使用できる。.
- アセタール(POM): 寸法安定性、低摩擦性、耐熱性と剛性に弱い。.
- 繊維強化複合材料: カーボンやアラミド強化繊維は、より強く、より硬く、加工が複雑でコストがかかる。.

ガラス繊維入りナイロンの特性
ガラス繊維入りナイロンの射出成形は、機械的および熱的特性が優れているため、厳しい用途に耐えることができます。ガラス繊維入りナイロンの添加により、材料の強度、剛性、寸法安定性が向上します。主な特性は次のとおりです:
高い引張強度
ナイロンを含むガラスは、引っ張られたり伸びたりする力に対して強い耐性があります。このため、ガラス繊維入りナイロン射出成形は、自動車や産業用途の構造部品に適しています。.
優れた耐熱性
ガラス繊維は熱安定性を高めるので、部品は高温でも強度を保つことができる。これはエンジンの熱にさらされる部品や電子機器にとって非常に重要である。.
寸法安定性
ガラス繊維は、冷却中の収縮や変形を最小限に抑えます。ガラス繊維入りナイロンを射出成形することで、複雑なデザインでも形が崩れず、正確な寸法の部品を作ることができます。.
剛性の向上
ガラス繊維入りナイロンは通常のナイロンより硬く、圧力がかかっても曲がりにくい。これはギヤ、ブラケットおよび機械ハウジングとのそれに適する。.
ファッションと摩擦抵抗
ガラス繊維は耐摩耗性も向上させるため、可動部品の摩耗を減少させます。ガラス繊維入りナイロン射出成形を使用することで、部品の耐用年数を延ばすことができ、特に摩擦の多い環境に適しています。.
軽量
強力ではあるが、ガラス繊維入りナイロンは金属製品よりかなり軽いため、軽量化が重要な自動車部品、航空宇宙、電子製品などに使用されている。.
耐薬品性
ナイロンはガラス繊維で充填されており、油、燃料、ほとんどの化学薬品に耐えることができるため、過酷な環境に適している。そのため、工業や自動車部品における耐久性が保証される。.
ガラス繊維入りナイロンの種類
ガラス繊維入ナイロンにはいくつかの種類があり、それぞれガラス繊維入ナイロン射出成形とガラス繊維入ナイロン射出成形で使用することを意図している。.

ガラス充填PA6
ガラス繊維で強化されたナイロン6(PA6)は、強靭で硬く、耐摩耗性に優れている。主に工業部品や自動車部品に使用されている。.
ガラス充填PA66
PA66(ナイロン66)はPA6よりも耐熱性が高く、機械的特性も若干優れている。エンジン部品や電気ハウジングなどの高温用途に最適です。.
ガラス充填PA6/PA66ブレンド
PA6の硬度とPA6,6の耐熱性を併せ持つブレンドは、強度、剛性、寸法安定性のバランスを実現します。.
専門グレード
ガラス繊維入りナイロンには、潤滑剤、難燃材料、紫外線安定剤などが含まれることがあり、電子機器、アウトドア部品、安全ギアなどに使用される。.
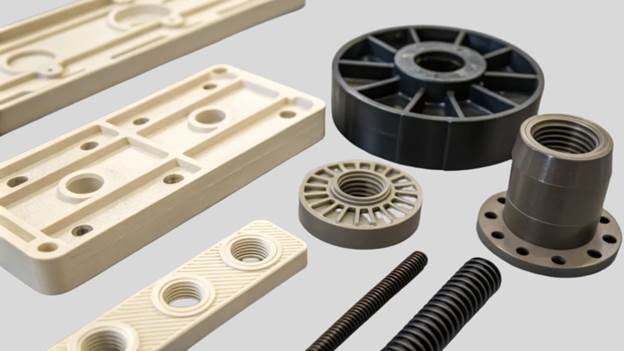
ガラス繊維入りナイロン射出成形の用途
ガラス繊維入りナイロンの射出成形は、その強度、耐熱性、精度の高さから、幅広い産業分野で多くの用途が見つかっています。その一般的な用途の例としては

自動車
- ギアとブッシュ
- ブラケットとハウジング
- クリップとファスナー
エレクトロニクス
- 電気コネクタ
- スイッチハウジング
- 絶縁部品
産業機械
- 耐摩耗部品
- 機械機能部品。.
消費者製品
- 家電部品
- スポーツ用品
- 耐久性のあるケーシング
このような用途の射出成形にガラスを充填したナイロンを適用すれば、困難な条件下でも良好な長寿命と信頼性の高い作業が保証される。.
ガラス繊維入りナイロン射出成形の設計ガイドライン
ガラス繊維入りナイロン射出成形に使用される部品は、可能な限り強度が高く、精密で、同時に耐久性があるよう、細心の注意を払って設計されなければならない。.

壁厚
- 沈みや反りを避けるため、同じような肉厚にする。.
- ほとんどのガラス繊維入りナイロン部品は、必要な荷重にもよるが、厚さ2~5mを推奨する。.
極細断面は繊維構造の弱化につながるので避けるべきであり、厚い断面は冷却ムラや内部応力の原因になるので避けるべきである。.
コーナー半径
- 鋭利な角は丸みを帯びたものに変えるべきである。.
- 応力集中は、肉厚の0.5倍から1.5倍の半径で最小化される。.
- ガラス繊維入りナイロンの射出成形では、鋭利なエッジがあるため、繊維の切断や亀裂が発生する可能性がある。.
リブ・デザイン
- リブは素材を増やさず、製品を硬くする。.
- 隣接する壁のリブ50~60%のメンテナンス。.
- リブの高さは肉厚の3倍以下でなければならず、そうでないとヒケや反りが発生する。.
正しいリブ設計は、ガラスを充填したナイロン射出成形の強度と寸法安定性を高める。.
ボス・デザイン
- スクリューの取り付けはボスで行う。.
- 肉厚と底部のフィレットの厚さの比率は1:1。.
細長いボスは、ガラス充填ナイロン射出成形の硬化中にゆがむ可能性があるため、避けるべきである。.
ドラフト角度
- 金型から排出しやすくするため、抜き勾配は絶対につけないこと。.
- 垂直の壁には、両側に最低1~2度のドラフトを設ける。.
脱型時のキズや変形、繊維の引き抜きは、適切なドラフトを行う過程で避けることができる。.
繊維の柔軟性の方向性。.
- 射出成形用ガラス繊維入りナイロンのガラス繊維は、射出時に流れ方向に移動するように配向している。.
- 最大限の強度を得るために、応力の経路が繊維に対して平行かつ垂直となるような設計の詳細を得る。.
繊維のバンチングやミスアラインを引き起こすような特徴は、機械的性能の低下を招く可能性があるため避けるべきである。.
収縮と反り
また、ガラス繊維入りナイロンは未充填のナイロンに比べて収縮が少ないが、肉厚が不均一だと反りが生じる可能性がある。.
肉厚のばらつき、リブ、不十分な冷却溝は、寸法のばらつきを最小限にするために使用されるべきである。.
表面仕上げ
- ガラス繊維が含まれているため、表面が少し粗くなる可能性がある。.
- 滑らかな仕上げが非常に重要な場合は、磨き型や後加工を施す。.
- ガラス繊維入りナイロン射出成形の繊維を乱さないように、磨きすぎないこと。.
人気のある合併症と治療法
ガラス繊維入りナイロンの射出成形は効果的だが、課題もある:
- 繊維の破断: ミキシングでせん断が過剰になると起こる。.
- 治療法 攪拌時間と溶液スクリューの速度を調整する。.
- 部品の歪み冷却ムラにより部品が歪むことがある。.
- 治療法 金型の温度と金型設計を微調整する。.
- 表面の粗さ繊維によって仕上がりにムラが出ることがある。.
- 解決策 金型と工程を磨く。.
- 水分摂取: ナイロンは吸水性があり、これが品質に影響する。.
- 解決策 成形する前に、材料を予備乾燥させる必要がある。.
メーカーはこれらの問題に対処することで、ガラス繊維入りナイロンの性能を最大限に引き出すことができるだろう。.
環境とコストへの配慮
金属を使用する場合、ガラス繊維入りナイロン射出成形の方が環境に優しい場合があります:
- エネルギー消費が少ない: より軽い素材は、製造におけるエネルギー使用を最小限に抑える。.
- 材料の無駄が少ない: 正確な成形により、スクラップは最小限に抑えられる。.
- 製品寿命の延長: 耐久性のある部品は交換の回数が少なく、環境への影響も少ない。.
また、高速化と廃棄物の減少によるコスト削減のメリットもあり、ガラス繊維入りナイロンの射出成形は大規模生産において有利な選択となる。.
メーカーによるベストプラクティス
ガラス繊維入りナイロンの射出成形を成功させるためのベストプラクティスには、次のようなものがある:
- 湿気による不具合を避けるため、乾燥前の材料を拭き取る。.
- 適切なスクリュー設計を使用する。.
- 金型の温度と射出速度を最大化する。.
- モニターの冷却をチェックし、ゆがみがないことを確認する。.
- 表面は高品質の金型を使用すべきである。.
これらの慣行に従うことで、高品質で安定した、優れた性能を持つ部品が実現するのである。.
今後の動向
ガラス繊維入ナイロン射出成形の用途が拡大しているのは、そのためである:
- 自動車用軽量部品のニーズが高まる。.
- 家電は高性能。産業オートメーションに使われる耐熱部品。.
繊維の整列をより良くし、サイクルタイムを短縮し、この素材がリサイクルされる時間を増やすことができるよう、現在も研究が続けられている。.
Sincere Techについて
ウェブサイト https://plas.co
Sincere Techは、プラスチック射出成形のサービスを提供する評判の良い会社です。我々は、ガラス充填ナイロン射出成形を専門としています。.
事業内容
当社の丈夫で正確な部品は、自動車、電子機器、産業用アプリケーションで使用されています。各要素は、高品質の基準に準拠するように検査されています。.
選ばれる理由
- 私たちは長持ちする高品質な部品を生産しています。.
- 私たちのスタッフは高度な資格を持つプロフェッショナルです。.
- 費用対効果が高く、迅速なソリューションを提供します。.
- 私たちは顧客満足に注意を払ってきた。.
Sincere Techでは、お客様にご満足いただける高品質の製品をご提供いたします。.
結論
ガラス繊維入りナイロン射出成形と 射出成形ガラス管ナイロン射出成形は、今日の製造業において非常に重要な工程です。強靭で耐熱性に優れ、寸法が安定し、コストパフォーマンスに優れています。自動車、電子機器、産業機械において、ガラス繊維入りナイロンを使用することで、高性能、耐久性、信頼性の高い部品を確保することができます。メーカー各社は、ベストプラクティス、設計、工程管理を駆使することで、高品質で一貫性のある結果を実現してきました。ガラス繊維入りナイロン射出成形は、強度、軽量性、低コストという点で、産業界にとって最も現実的で効果的なソリューションの一つとなっています。.