Aluminiumssprøytestøpeformen er en viktig del av produksjonsindustrien i dag på grunn av sin hurtighet, effektivitet og overkommelige pris. Med behovet for raskere produksjonssykluser og fleksibilitet i design, har industrien funnet aluminiumsformer å være nyttige. Plastdelene lages ved å sprøyte det smeltede plastmaterialet inn i et nøyaktig laget hulrom, og plastmaterialet antar formen til hulrommet mens det avkjøles. Aluminiumsformer har mye kortere ledetid, er enklere å bearbeide og veier betydelig mindre enn stålformer. Dette er et godt alternativ for prototyper og små og mellomstore produksjonsserier. Dette er en foretrukket metode for bedrifter, siden det sparer dem for tid i konstruksjonen av applikasjonen og garanterer at rutinen utvikles med høy kvalitet. I takt med den teknologiske utviklingen øker bruken av sprøytestøpeformer i aluminium raskt i ulike bransjer, blant annet bilindustrien, medisin, elektronikk og forbruksvarer.
Hva er en sprøytestøpeform av aluminium?
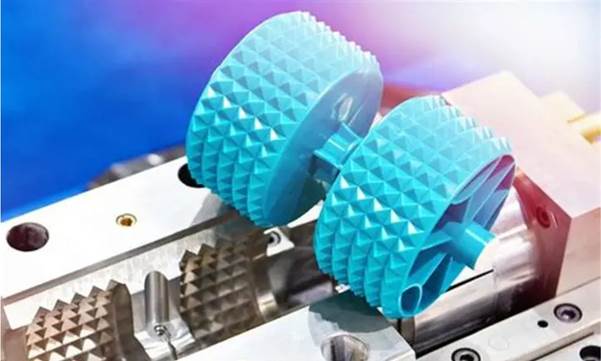
En sprøytestøpeform i aluminium er en form som brukes til å forme plastdeler. Den er laget av aluminium og ikke stål. I dette smeltes plasten og injiseres deretter i et formhulrom. Materialet avkjøles og replikerer deretter formen på formen. Etter at det er avkjølt, fjernes det endelige produktet. Forekommer i mange repetisjoner i produksjonsprosessen. Den største fordelen er at det avkjøles raskere og produserer raskere enn andre materialer, som for eksempel plast. Den viktigste fordelen er at det kjøles ned raskt, og produserer raskere enn plastmaterialer. Det er derfor man i dag bruker sprøytestøpeformer i aluminium.
Hvordan aluminiumsformer fungerer i sprøytestøping?
Aluminium sprøytestøpeformer må ha en bestemt prosedyre for å gjennomføre, og de er ganske effektive. Hvert trinn er avhengig av de andre og er avgjørende for å kunne produsere plastkomponenter av høy kvalitet på en rask og pålitelig måte.

Trinn 1: Valg og klargjøring av materialer
Det første du må gjøre er å velge en egnet plast. ABS, polypropylen og polyetylen er typiske materialer som brukes. Det finnes en rekke materialer med ulike egenskaper, for eksempel styrke, fleksibilitet og varmebestandighet. Plasten leveres normalt i pelletsform i en beholder over maskinen. Materialet må være rent og tørt før bruk, ellers kan fuktighet forårsake feil i produktet.
Trinn 2: Mating av plasten inn i maskinen
Deretter settes formen opp, og plastpellets plasseres i sprøytestøpemaskinen. Disse mates inn i beholderen hvor de varmes opp i et fat. En skrue som roterer inne i fatet, skyver plasten fremover. Mens den beveger seg, begynner materialet å varmes opp, noe som smelter materialet.
Trinn 3: Smelting av plasten
Varmen og trykket som genereres av skruen, smelter plasten i tønnen. Etter hvert som tiden går, vil faste pellets sakte omdannes til en tykk substans kjent som “smeltet plast”. Her er det svært viktig å ha kontroll på temperaturen. For høy temperatur kan skade materialet, mens for lav temperatur kan føre til problemer med smeltingen.
Trinn 4: Injeksjon i aluminiumsformen
Når plasten er helt oppløst, blir den injisert. Skruen gir et høyt trykk når den skyves inn. Den smeltede plasten presses inn i aluminiumsformen ved hjelp av en dyse. Formen på formhulen bestemmes av formen på produktet som skal produseres, for å få nøyaktige resultater.
Trinn 5: Fyll ut hulrommet i formen
Plasten smeltes og helles i formen for å fylle ut alle mellomrommene helt. Fyller ut all informasjon og alle former, og gjør alle formene helt ferdige. For å forhindre luftbobler og tomrom, påføres riktig trykk. Dette trinnet er svært viktig, da det er ellers produktet vil være defekt.
Trinn 5: Fyll ut hulrommet i formen
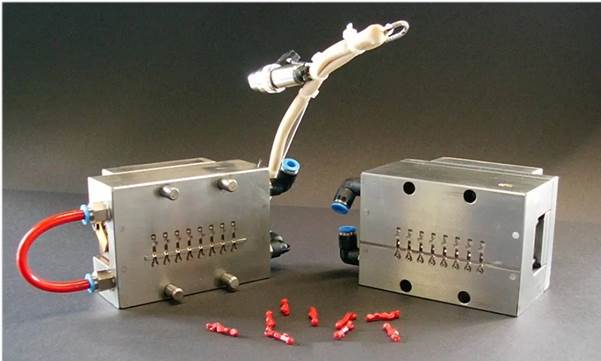
Etter at den er fylt, begynner avkjølingsprosessen. Aluminium har en svært høy varmeoverføringsevne, og plasten kjøles derfor raskt ned. Temperaturen holdes konstant ved hjelp av kjølekanaler. Plasten stivner, og formen på støpeformen skapes etter hvert som plasten avkjøles. Jo kaldere metallet er, desto raskere går syklusen og desto raskere blir produksjonen.
Trinn 7: Åpning av formen
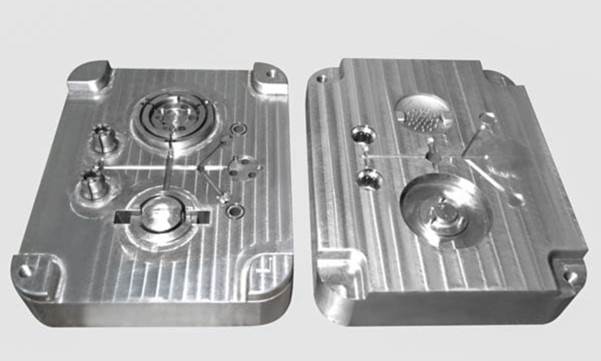
Når plastmaterialet har stivnet helt, fjernes formen forsiktig og langsomt fra plasten. Dette er for å sikre at det ikke oppstår skader på formen. På dette stadiet består formen av to deler som skilles fra hverandre. Når delen er støpt, kan den enkelt støpes ut av formen. Denne prosessen er svært tidssensitiv. Det er viktig at formen ikke åpnes for tidlig, da produktet kan bøye seg eller miste formen. Derfor venter produsentene alltid til plasten er fast før de åpner formen.
Trinn 8: Utstøting av den ferdige delen
Når delen er støpt, fungerer utstøterpinnene slik at den støpte delen støpes ut av formen. Forsiktig fjerning av komponenten - ingen skader. Den skal deretter tas bort for neste prosedyre. Hvis du har et godt utformet utstøtingssystem, blir det ingen merker eller defekter igjen på overflaten.
Trinn 9: Inspeksjon og etterbehandling
De blir kvalitetskontrollert etter at de er fjernet fra fabrikken. Produsentene tester for eventuelle formfeil, bobler eller sprekker. Noe etterbehandling (skjæring og/eller glatting) gjøres etter behov (mindre). Aluminiumsformer har en god overflatekvalitet og krever generelt minimalt med etterbehandling.
Trinn 10: Gjenta syklusen
Formen kastes ut, og syklusen gjentas når formen lukkes. Dette gjør det mulig å produsere alt fra enkeltstykker til masseproduksjon. Raskere avkjøling av aluminium gir kortere syklustid, noe som gjør prosessen mer effektiv og bidrar til å redusere produksjonskostnadene.
Hvorfor velge aluminium i stedet for stålformer?
Det er en rekke mennesker som har gjort sammenligningen mellom aluminiumsform og stålform. Stålformer er dyre, tidkrevende og vanskelige å lage. Sammenlignet med aluminiumsformer er de raskere, billigere og lett modifiserbare. Disse er perfekte for testing, så vel som for korte produksjonskjøringer. For moderne industri anbefales det derfor å bruke sprøytestøpeformer i aluminium.
Viktige fordeler med sprøytestøpeformer i aluminium
Fordelen med sprøytestøpeformer i aluminium er blant de største, nemlig hastigheten. Produksjonstiden reduseres sammenlignet med stål på grunn av den raske avkjølingshastigheten til aluminium. En annen stor fordel - KOSTNAD! Kostnaden for aluminiumssprøytestøpeform er mye lav sammenlignet med kostnadene for stålformer, noe som kan hjelpe bedriftene i kostnadsreduksjonsprosessen. I tillegg, hvis det er en endring i design, kan aluminiumsformene enkelt byttes ut. De gir også en suveren overflatefinish; derfor forbedrer kvaliteten på produktene.
Forståelse av kostnadene for sprøytestøpeformer i aluminium
Prisene på aluminiumssprøytestøpeformen kan bestemmes av flere faktorer. Størrelsen på formen er viktig siden større former vil trenge mer materiale. Kostnaden påvirkes også av utformingen av formen: En enkel form krever billigere enn en kompleks. Også antall hulrom er viktig. Former med flere hulrom koster mer, men gir et større antall deler. Til tross for disse utgiftene er aluminiumsformer fortsatt mer kostnadseffektive enn stålformer.
Når skal man bruke sprøytestøpeformer i aluminium?
Aluminiumsformer er best egnet for små til middels store serier. De er utmerkede til prototyping og testing av produkter. Disse brukes vanligvis av selskaper som ønsker å selge produktet raskt, eller selskaper som tror de vil måtte gjøre designendringer i produktet. Hvis man ønsker en produksjonsform i stål, kan det være mer hensiktsmessig å bruke en stålform enn en aluminiumsform, ettersom stålformene er mer holdbare. For de fleste prosjekter kan imidlertid en aluminiumsform for sprøytestøping brukes med stor effekt.
Bransjer som bruker sprøytestøpeformer i aluminium
Injeksjonsformer av aluminium brukes til å produsere en rekke bransjer. De har blitt brukt til å teste deler i bilindustrien. De har også applikasjoner innen medisin for utvikling av utstyr. De er ansatt av elektronikkselskaper for rask produktproduksjon. De brukes i emballasje for forbruksvarer og husholdningsartikler av selskaper. De er ganske fleksible og kan brukes på mange forskjellige måter.
Materialer som brukes i sprøytestøping av aluminium
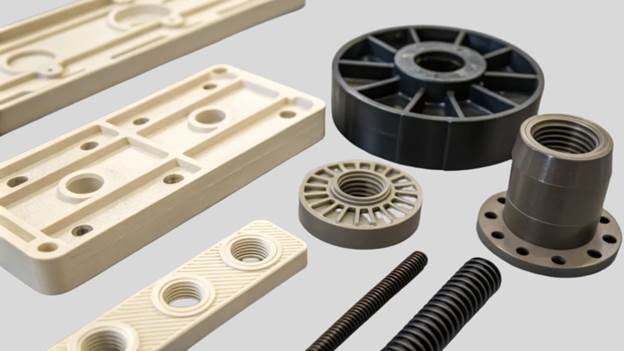
Avhengig av produkttype og produktets ytelseskrav kan andre plastmaterialer brukes sammen med sprøytestøpeformen i aluminium. Materialene kan ha ulike egenskaper, for eksempel være sterke, fleksible, slitesterke og motstandsdyktige mot varme. Kvaliteten på produktet vil være svært avhengig av materialvalget.

Vanlige materialer som brukes
ABS (akrylnitril-butadien-styren): ABS er en slagfast og sterk plast som brukes i en rekke ulike bransjer. Den er svært populær på grunn av sin holdbarhet og seighet. Det finnes i elektroniske kabinetter, leker og kjøretøykomponenter. Den har en god del styrke og stivhet, så den er veldig sterk for daglig bruk.
- Polypropylen (PP): Dette er en myk, billig og fleksibel plast. Den er kjemisk motstandsdyktig og egner seg derfor godt til en rekke bruksområder. Det er mye brukt i emballasje, oppbevaringsbeholdere og forbrukerprodukter. Den er også svært lett og enkel å forme, noe som gjør den egnet for produksjon i stor skala.
- Polyetylen (PE): Polyetylen er en seig, sterk og holdbar plast. Den kan brukes i emballasjefilmer, plastflasker og rør. En av de største fordelene er at den er effektiv ved lave temperaturer. Dette gjør den ideell for industrielle og innenlandske formål.
- Nylon (polyamid): Teknisk plast; sterk. Motstandsdyktig og langvarig mot varme. Brukes i mekaniske komponenter og industrielle deler.
En svært slitesterk, klar plast som polykarbonat (PC). Det brukes til linser og i beskyttelsesdeksler og sikkerhetsutstyr på grunn av sin høye slagfasthet.
Begrensninger ved sprøytestøpeformer av aluminium
Selv om det er en rekke fordeler med sprøytestøpeformer i aluminium, er det også noen ulemper. De er ikke like holdbare som stålformer, og kan bli utslitt tidligere. De anbefales ikke for svært kompliserte produksjoner eller svært høyt trykk (HP). Men de fleste bruksområder har ikke disse ulempene, og fordelene er flere. Aluminium bør brukes med god overflatekvalitet, noe som kan påvirkes over tid ved lange serier. Det kan også være mer utsatt for riper enn stål. Dermed er bruken av det først og fremst begrenset til lave eller middels produksjonsnivåer. Det fungerer imidlertid svært godt til prototyper og testing.
Tips for å redusere kostnadene for aluminiumssprøytestøpeform
Det er mulig å spare penger på sprøytestøpeform i aluminium. Mindre bearbeidingstid oppnås med enkle design. Det senker også kostnadene for standarddeler. Rydd opp eventuelle unødvendige funksjoner, det bidrar til å spare tid og penger. Det kan også forbedres til en mer effektiv prosess hvis det gjøres med erfarne produsenter. Et viktig tips når man designer for produksjon, er å fullføre designprosessen før produksjonen starter. Utgiftene kan bli høyere hvis det gjøres designendringer i etterkant. Den andre viktige faktoren er å bruke riktig materiale i forhold til produktkravene. Så lenge man er godt forberedt, reduseres alltid det totale budsjettet.
Injeksjonsform av aluminium vs. stålform
Avhengig av produksjonsbehovet vil man velge mellom aluminiumsformer og stålformer. Aluminiumsformer er de raskeste og billigste av de ulike formtypene. Stålformer er mer holdbare, har lengre produksjonskjøringer og varer lenger. Aluminiumsformer er billigere og sterkere enn stålformer, men er også lettere å bearbeide og lettere, og tar lengre tid å lage.
Aluminiumsformer egner seg utmerket til markedstesting, siden de er enkle å lage og har utmerket kvalitet. Stålformer er mer egnet for masseproduksjon - millioner av deler produseres. Hvis fleksibilitet og hastighet er nøkkelen, er det bedre å bruke aluminium. Når lang levetid er ønsket, er stål det foretrukne materialet.
Designhensyn
Utformingen av sprøytestøpeformen i aluminium spiller en viktig rolle. Enkle konstruksjoner er best. Ved god veggtykkelse vil styrken avhenge av kjølingen. Vinkler for å gjøre det enkelt å fjerne deler. Utformingen av kjølekanalen gjør den mer effektiv. En god form minimerer feil og forbedrer produktkvaliteten. Det bidrar også til å minimere spenninger i formen når det er på tide å lage delen. Det forhindrer dannelsen av hårnålssvinger eller luftfeller eller sprekker i glatte strømningsbaner. Ingeniører må alltid vurdere kostnader, hastighet og styrke. Formens levetid og ytelse forbedres ved riktig design.
Produksjonshastighet og effektivitet
Aluminiumsformer lages i høy hastighet. Dette skyldes at aluminium kjøler ned plasten raskere enn stål, noe som reduserer syklustiden. Dette bidrar til å øke produktiviteten og effektiviteten. Raskere produksjon hjelper også bedrifter med å overholde tidsfrister og øke fortjenesten. Syklustiden kan i mange tilfeller forkortes i stor grad. Det betyr flere deler på kortere produksjonstid. Det kan også redusere energiforbruket for hver enkelt komponent. Årsaken til den utstrakte bruken av aluminiumsform for sprøytestøpeform i den raskt voksende industrien er at det er et utmerket valg.
Vedlikehold og levetid
Injeksjonsformen i aluminium må vedlikeholdes. Fett og rengjøringsmidler brukes regelmessig for å forlenge delenes levetid. De kan brukes til å lage tusenvis av deler, og er ikke fullt så holdbare som stålformer. De er et godt valg for lav til middels produksjon. Når formene ikke er i bruk, må de oppbevares på riktig måte og brukes på riktig måte. Fuktighet og støv vil bidra til å bevare overflaten. Inspeksjon vil hjelpe og hindre tidlig slitasje. Ved riktig bruk vil den vare lenge.
Miljømessige fordeler
Aluminiumsformer forårsaker ikke like stor skade på miljøet. De trenger mindre energi til produksjon/drift. Aluminium er også bærekraftig fordi det er resirkulerbart! I tillegg fører den økte produksjonen også til mindre energibruk. De passer for virksomheter som driver grønn produksjon. Redusert energiforbruk betyr redusert karbonavtrykk. Den andre fordelen er at det produseres mindre industriavfall under resirkuleringen av aluminiumet. Dette er en merverdi for moderne, bærekraftige produksjonssystemer.
Vanlige bruksområder
Injeksjonsformene i aluminium brukes i ulike bransjer. De brukes i bilindustrien som prototyper. De brukes i medisinsk sektor for å lage utstyr. Anerkjent og adoptert av elektronikkfirmaer for rask produksjon. De brukes av produsenter av forbruksvarer til forbruksvarer. De har også anvendelse i emballasje, husholdnings- og industrielle applikasjoner. De kan brukes i små og mellomstore prosjekter på grunn av deres allsidighet. For mange nystartede bedrifter er de det foretrukne alternativet for å vitne om produktlanseringen. Dette gir dem en større verdi i dagens markeder.
Utfordringer
Noen problemer med aluminiumsformene. Ikke like holdbar som stål, og kan bli utsatt for slitasje. Anbefales ikke for svært store mengder. Men med riktig design og bruk kan disse problemene minimeres. De andre er at det har en svak styrke ved høye trykk, og at det ikke er vanntett. Svært kompliserte konstruksjoner kan føre til tap av ytelse med tiden. Alt i alt er de imidlertid i stand til å prestere godt i de typiske brukstilfellene. De kan vedlikeholdes godt, og hvis de brukes på riktig måte, fungerer de svært effektivt.
Avsluttende tanker
Tidene er intelligente og effektive produksjonsmetoder for sprøytestøping av aluminium. Det gir hurtighet, allsidighet og besparelser. Ideell for rask produktutvikling, lavvolumproduksjon og prototyper. Lavere prispunkt for aluminium sprøytestøpeform gjør det rimelig for oppstartsbedrifter og skaleringsbedrifter. I mellomtiden fungerer det også perfekt og kan brukes i store bransjer. Med alle disse fordelene og ulempene som er kjent for deres virksomhet, kan de da dra nytte av det i full grad. Med teknologiutviklingen vil innflytelsen på den fremtidige produksjonen til og med være mer på aluminiumsformer.
Ofte stilte spørsmål
Hva er en sprøytestøpeform i aluminium, og hvorfor er den viktig?
Aluminium Injection Moulding er en presse som kan brukes til å injisere mykgjort plast i formhulen for å lage plastprodukter. Det er viktig fordi det kan gjøre det mulig å produsere på kort tid, redusere produksjonskostnadene og også produsere produkter av god kvalitet. Det er et yndet materiale for prototyping og for kravene til hastighet og fleksibilitet i korte produksjonskjøringer og brukes i en rekke bransjer.
Hva er de påvirkende faktorene for prisen på aluminiumssprøytestøpeform?
De ulike faktorene som kan påvirke kostnadene for sprøytestøpeformer i aluminium inkluderer formstørrelse, kompleksiteten i formdesignet, antall former og typen formmateriale. Prisen vil variere basert på formens kompleksitet - enkle former vil være billigere enn mer kompliserte former. Prisen varierer også avhengig av antall produksjoner og spesifikasjonene til det ferdige produktet.
Hvorfor er aluminiumsformer raskere å bruke i sprøytestøping enn stålformer?
Siden ledningsevnen til aluminium er høy, er aluminiumsformene som brukes til sprøytestøping raske. Den har høy varmeledningsevne, noe som gjør at plasten raskt avkjøles i formhulen. Dette reduserer ikke bare syklustiden, men øker også produksjonshastigheten, noe som igjen er mer effektivt.
Når du velger mellom sprøytestøping av aluminium og stålstøping, hvilken skal du bruke?
Sprøytestøpeformer i aluminium er et godt alternativ når det gjelder produksjonshastighet, lave kostnader og designfleksibilitet. De kan brukes til prototyper, tester og lave til middels store volumer. Selv om det skal lages mange produkter, kan stålformer være mer effektive, siden de også varer lenger.
Hva er det beste med Aluminium Injection Mold?
De største fordelene med sprøytestøpeformer i aluminium er De er raskere i produksjon, billigere, svært allsidige og gir en god overflatefinish. Alle disse fordelene gjør dem til et attraktivt alternativ for bedrifter som søker effektive og fleksible produksjonsløsninger.