
TPE-overstøping
Nå er tiden inne for å begynne å overstøpe termoplastiske elastomerer (TPE). TPE har tradisjonelt blitt brukt til å erstatte gummi, men nye trender i forbrukermarkedet har gjort overstøping til et faktum i næringslivet. Etterspørselen og trendene i forbrukermarkedet går i retning av bedre ergonomisk følelse og berøring, gripeevne, utseende, støtbeskyttelse, vibrasjonsseparasjon og isolasjon. Designere av forbrukerprodukter setter standarden for materialprodusentene ved å komme opp med løsninger som ser bra ut og føles bra ut, og som fungerer godt i krevende bruksområder.
Dette essayet handler om TPE-overstøpingsteknologi generelt og som en gruppe materialer som kan brukes til å lage designede løsninger for denne eviggrønne trenden. Når det gjelder stive substrater, er polypropylen (PP), polyetylen (PE), polystyren (PS), slagfast polystyren (HIPS), polyfenylenoksid (PPO), glykolmodifisert polyetylentereftalat (PETG), akrylnitril-butadien-styren (ABS) og semikrystallinske, polare plastmaterialer som polyester (PET, PBT) og polyamid (Nylon 6, Nylon 66) noen eksempler. Ny teknologi for blanding og sammensetting av materialer har gjort det mulig å lage varer som kan overstøpes på disse ulike substratene.

For TPE overstøpt på stive overflater er det mange ting som er svært viktige. Det første og viktigste er å velge den typen TPE som fungerer sammen med det stive underlaget. Det er også viktig å velge overstøpingsprosess (for eksempel innsats- eller 2K-støping), maskintype, prosessbetingelser, hvordan materialet klargjøres, emnedesign og formens utforming. Unike materialteknologier, ny design av deler og verktøy og forbedringer i overstøpingsteknologien vil holde designerne i ånde, slik at de kan oppfylle forbrukernes stadig økende krav til komfort, utseende og merverdi.
TPE-teknologi for overstøping
TPE-overstøping bruker sprøytestøping til å legge et materiale (Over-Mold) oppå et annet materiale (Substrat). Det overstøpte materialet skal feste seg til underlaget på en måte som varer i sluttsituasjonen og fungerer godt. Overforming gjør at man slipper å bruke lim og grunning for å feste TPE til harde materialer. Overformingsteknologien gir designerne større frihet, senker produksjonskostnadene og gjør det enklere å lage ting. Multiple Material Moulding og Insert Moulding er de to viktigste måtene å utføre overstøping på.
Sprøytestøping med mer enn ett materiale kalles også flerfargesprøytestøping eller to-shot-sprøytestøping. Figur 1 viser hva slags verktøy som brukes. De har to eller flere injeksjonsenheter. Sprøytemaskinarmene kan settes opp slik at de er parallelle med hverandre eller vinkelrett på hverandre. Det er to sett med hull i formen. Det ene settet støper grunnmaterialet, og det andre settet støper dekkmaterialet.
Det er to trinn i prosessen med to skudds støping. Det første trinnet er at det første løpet fyller substratets hullsett. Når substratet er avkjølt, åpnes formen, og den siden som kan beveges, vendes 180° uten at substratet kommer ut av formen. Deretter lukkes formen, og overstøpningsmaterialet sprøytes inn i det andre løpet. Den andre halvdelen av formen fylles ut på den siden som står stille. Hvis overstøpningsmaterialet må formes på begge sider av delen, kan det hende at formen flytter delene mellom to sett med hull i stedet for å snu.
Roterende platemaskiner vs. maskiner med roterende matriser: En roterende plate på den andre delen av pressen er noen ganger innebygd i maskinen for å få den til å snu. Når en roterende plate brukes fire ganger hver for seg, brukes vanligvis formhalvdeler som er montert på den. Noen ganger er rotasjonen innebygd i selve verktøyet, og det er bare to formhalvdeler, men fire sett med formhull.
Bevegelig: Verktøyet i Core-prosessen har en bevegelig del som drives av hydraulikk eller luft. Når det første substratet er injisert og har fått tid til å kjøle seg ned, trekkes en formseksjon tilbake, slik at det blir plass til TPE-overformmaterialet. TPE-materialet føres deretter inn, som oftest fra den siden av hullet som er synlig når innsatsen trekkes tilbake. Denne metoden gir raskere syklustider, mer kavitasjon og bedre maskinytelse. Det eneste problemet er at det bare kan brukes en konstant tykkelse av TPE.

Insert Molding - overstøping av innsats
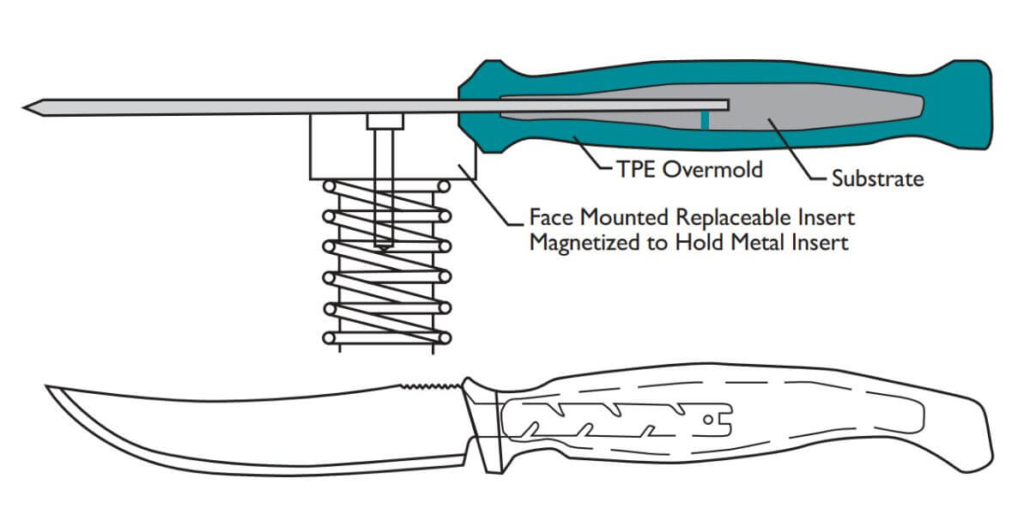
Innsatsstøping er en av typene overstøping. Under innsatsstøping settes et hardt plastsubstrat eller en metalldel som allerede er støpt, inn i hullet av en robot eller en person (figur 2). Det andre materialet, kalt "overstøp", legges på den ene siden av innsatsen eller rundt hele delen andre ganger. Til innsatsstøping brukes standard sprøytestøpeverktøy.
Rotere eller flytte rundt? Bordstøping: En horisontal injeksjonsenhet eller en robot brukes til å forme et substrat eller sette en innsats i det andre hulrommet i den første posisjonen. Bordet flyttes eller snur seg til neste stasjon, der en annen horisontal eller vertikal injeksjonsenhet brukes til å sette inn TPE-en. Du kan bruke en varm gran eller sette løperen ved delingslinjen. En tredje sving på rotasjonsenhetens bord sender den til en "off-load"-stasjon, der den ferdige todelte delen skyves ut.
TPE-overstøpingsprosess
Hvilken av de mulige prosessene og formutformingene som skal brukes, avhenger av materialvalg, arbeidskostnader, tilgjengelige verktøy og maskiner og økonomien i å lage mange av dem. Hvis innsatsen ikke er av termoplast, må man bruke innsatsstøping. Hvis du bare trenger en liten mengde av plast- eller metallsubstratet, kostnadene for lokal arbeidskraft er lave, og du må holde verktøykostnadene nede, bør du plassere dem for hånd. For større mengder arbeid kan skyttelverktøy brukes. Robotplasserte skjær og roterende bordverktøy kan brukes når mengden arbeid som skal utføres, forsvarer kostnadene. Hvis du trenger å lage mange deler eller arbeidskostnadene er høye der du bor, er to-materialstøpemaskiner best for plastsubstrater. For de høyeste produksjonstallene og de peneste delene er varmkanalsystemer med ventilporter best.
Designhensyn ved overstøping av deler
Det er mange ulike aspekter ved design av overstøpninger, og denne artikkelen tar for seg noen generelle ting man bør huske på.
Når det gjelder materialer, har bondbare TPE-er strengere regler enn vanlige TPE-er. Det samme gjelder for produksjon av deler. Når du designer todelte deler, må du tenke på hvordan de to ulike fleksible materialene vil krympe, noe som er annerledes enn ved design av endelte deler. Begge deler har sine egne port- og løpesystemer som må tilpasses basert på egenskapene til materialet som brukes.
For å få best mulig syklustid bør de tynne veggene i basen og overformen være så jevne som mulig. I de fleste overformingssituasjoner vil vegger som er mellom 1 mm og 3 mm tykke passe godt sammen. Hvis det er behov for tykke områder, bør de kjernes ut for å hindre at delen krymper for mye, og for å redusere syklustiden og vekten. For å unngå flytproblemer som tilbakefylling og gassfeller, bør endringer i veggtykkelse gjøres langsomt. Å legge til sirkler (minst 0,5 mm) i skarpe hjørner kan bidra til å redusere spenningen i dette området. Dype, mørke lommer eller ribber som ikke kan åpnes, bør unngås. Lange trekk bør ha et trekk på 3 til 5 grader for å hjelpe ballen med å komme ut. Dype underskjæringer kan lages med overformingsmasser, men bare hvis det brukes en forhåndskjerne når formen åpnes, delen ikke har noen skarpe kanter, og elastomeren får bøye seg når den kommer ut av formen.
Når de fleste TPE-forbindelser støpes, krymper de en god del i strømningsretningen, men ikke mye når de støpes i tverrstrømningsretningen. Dette kan føre til at overstøpningsmaterialet krymper mer enn substratet når delen tas ut av verktøyet. Dette kan føre til at substratdelen vrir seg eller buer seg, vanligvis i overstøpningsmaterialets strømningsretning. Dette gjelder spesielt for deler der substratet er tynnere enn overstøpningsmaterialet, eller der det brukes et substratmateriale med lav stivhet. Dette kan delvis løses ved å bruke grunnmaterialer med høyere modul og legge til avstivende ribber i underlaget. Det vil også hjelpe å bruke tynnere strøk og en overformingskvalitet med mindre hardhet. Det kan også hjelpe å flytte porten for å endre flytmønsteret til TPE-en.
Shore-hardhet, som er et materials motstand mot å bli bulket på en støpt plate med en minimumstykkelse på 6,3 mm (ASTM D2240), brukes til å måle TPE-materialer. En gjenstand med lavere hardhet føles mykere på utsiden, selv om den har samme tykkelse. Men fordi overstøping vanligvis bare gjøres på den tynne overflaten av TPE, påvirker den harde basen under hvor myk den føles. Hvis man tester hardheten, vil et mindre innrykk vise at fjellet er hardere, selv om huden er myk. Hvis gummioverformen skal være på begge sider av delene (A og B), må det brukes to materialformer som kan bevege seg mellom formseksjonene. For å lage et jevnt lag på en del eller hele siden av en enkel del, bør du bruke to materialformer med bevegelige kjerner. Utgangshastigheten kan være svært høy, avhengig av hvor tykke veggene i elastomeren og underlaget er.
Hvordan TPE fester seg til teknisk termoplast
Det er mange ting som kan endre hvor godt hard teknisk plast og myk gummi fester seg til hverandre. For å bygge spesifikke relasjoner mellom materialer er det viktig at overflateenergiene til begge er de samme. En annen viktig faktor er TPEs evne til å feste seg til en overflate. For at visse reaksjoner skal skje mellom TPE og underlaget, må de være svært nær hverandre, og overflaten må være våt. Måten TPE-ene teologiseres på, som vist i figur 3, avgjør hvordan de fuktes ut. Overstøpningsmaterialer har ikke veldig høy viskositet. De er også følsomme for skjær og viser skjærfortynnende oppførsel.
Bildet nedenfor viser at viskositeten er nær den nedre enden av området når strømningshastigheten er høy. Dette bidrar til at TPE-en kan flyte inn i og fylle ut tynnveggede områder som er vanlige ved overstøping.

Kjemien i TPE-en og typen industriplast har stor innvirkning på hvor godt den væter. I tillegg til vedheftegenskapene spiller også elastomerens diffusjons- og viskoelastiske egenskaper en rolle. Punktet der TPE-en og det stive underlaget møtes, er svært viktig for både bindingsstyrken og typen svikt, som enten kan være kohesiv (C) eller adhesiv (A). Når man ser etter tegn på en sterk binding, tror man vanligvis at det kohesive systemet er den beste måten å se det på. Men en svak TPE med bare moderat bindingsstyrke kan få det til å se ut som om koblingen er sterk. Det finnes tilfeller der det er god binding selv om limet svikter. Det finnes tre typer prosesser i kontaktflaten som kan bidra til at det stive substratet og den myke termoplastiske elastomeren fester seg til hverandre. Disse kan du se på bildet nedenfor.

Design er det som gjør mekanisk tilkobling mulig. Det lages ikke en reell kobling mellom de to overflatene, men hvilken som helst TPE vil fungere i dette tilfellet. Den andre måten fungerer fordi substratet og det overstøpte TPE-materialet er kjemisk kompatible. Kjemisk kompatibilitet er basert på overflateenergiene, som er knyttet til hvor godt substratet og TPE-materialet kleber sammen. Når støpemetoden og temperaturen er riktig, kan det dannes et grensesnitt der molekylene i underlaget og overstøpningen blandes. Du kan lage et grensesnitt med en styren-TPE eller en olefin-TPE som er støpt på polyetylen som base. Den tredje måten kan bygges inn i TPE-en. Bindingsprosessen består av spesifikke polare interaksjoner eller kjemiske reaksjoner mellom gruppene i TPE-en og det stive substratet.
En "90-graders peeltest" kan brukes for å finne ut hvor sterk bindingen er mellom TPE og industriplasten. Vi har endret ASTM D903-metoden for plast for å teste hvor godt myk TPE fester seg til hard termoplast. Til testene brukes en støpt base med en TPE-hudinnsats støpt på toppen. En Instron-strekktester brukes til å skjære og trekke en TPE-stripe som er en tomme bred, i rett vinkel mot underlaget. Den låses på plass på hjulet slik at vinkelen på 90 grader forblir den samme mens gummien trekkes. Vedheftsstyrken bestemmes ut fra hvor hardt det er å trekke elastomeren bort fra underlaget. Denne kraften er vanligvis over 2 tommer. Den deles inn i to grupper basert på om den svikter på grunn av adhesiv svikt (A) eller kohesiv svikt (C). Adhesiv svikt betyr at det ikke er noen TPE-rester igjen på materialet. Tallene som er oppgitt, er gjennomsnittet av tre ulike studier av adhesjon. Fordi kunden ønsker et visst nivå av vedheft, har vi bestemt at et vedheftstall høyere enn 12 pli er godt nok.
I dag er det stor interesse for å overstøpe TPE på stive substrater, spesielt for markedsvarer som må ha en myk berøring. Nye TPE-er overstøpes på stadig flere substrater. Dette gir designerne større designfrihet og muligheten til å skille seg ut i et marked fullt av "me-too"-kopier.
TPE er svært kjent fordi de bidrar til salg på utsalgsstedet. I dag har folk et enormt utvalg av varer å velge mellom i butikkene, og bedrifter som produserer varer, ønsker å skille seg ut. Det er mange gode grunner til å velge et produkt med TPE overstøping overflaten, for eksempel nye farger, teksturer, mønstre og komfort. For mange føles en "varm", myk berøring bedre enn en hard plastfølelse. Og ting som ser ut og føles som gummi, oppfattes ofte som mer verdifulle. Folk er blitt flinkere til å finne varer som passer bedre til kroppen og reduserer vibrasjoner, nå som de vet mer om ergonomi og det økende antallet overbelastningsskader i leddene. Overformede TPE-er kan også være nyttige for andre ting enn følelse og brukervennlighet. Noen eksempler er å gi et sikkert og sterkt grep i våte områder, vanntette pakninger og tetninger, innstøpte "støtfangere" som beskytter mot støt og forhindrer tidlig brudd, og reduserer vibrasjoner.










Legg igjen et svar
Vil du delta i diskusjonen?Du er velkommen til å bidra!