Turnarea prin injecție a plasticului utilizează inserții de alamă pentru a oferi conexiuni filetate puternice, fiabile și reutilizabile. Componentele proiectate cu precizie sunt încorporate în piese din plastic pentru o fiabilitate structurală îmbunătățită care să le permită să reziste la condiții de stres și sarcină mai mari. Alama, în comparație cu alte metale, este prelucrabilă, rezistentă la coroziune și are o bună conductivitate termică, devenind astfel un material preferat pentru fabricarea inserțiilor de turnare prin injecție în diferite industrii, cum ar fi industria auto, electronică, dispozitive medicale și aerospațială. Diferitele tipuri de inserții din alamă sunt adecvate pentru diferite aplicații. Aplicațiile pentru carcase electronice și piese auto necesită o fixare sigură cu inserții filetate; inserțiile prin presare sunt utilizate atunci când costul este mai important și pentru aplicații cu sarcină redusă. Inserțiile ștampilate termic și cu ultrasunete asigură o fixare puternică prin lipire termică, inserțiile turnate oferă rezistență maximă prin încapsulare în timpul turnării plasticului. Aceasta include un format de inserții zimțate, modelate cu crestături care oferă o aderență sporită și o rezistență mai bună la smulgere pentru fixarea de înaltă rezistență.
Sunt necesare tehnici speciale pentru a instala inserții din alamă pentru a fi durabile și puternice. Tehnicile de montare prin presare, prin fixare termică, prin inserție cu ultrasunete și prin turnare permit integrarea inserțiilor în piesele din plastic necesare pentru aplicație. În funcție de proprietățile materialului, cerințele de încărcare și volumul de producție, există o metodă aleasă. O gamă de inserții din alamă este disponibilă în diferite tipuri de filete, cum ar fi BSW, UNC, UNF, BSP, NPT și metrici ISO pentru diverse aplicații industriale. Din aceste motive, ele sunt componente importante în producția modernă și sunt rezistente la coroziune, oferind conductivitate superioară și rentabilitate. Inserțiile din alamă sunt utilizate pe scară largă de producătorii de conectori electronici, dispozitive medicale și componente auto pentru a prelungi semnificativ durata de viață și fiabilitatea pieselor din plastic și cea mai bună soluție a noastră pentru fixarea și asamblarea repetitivă.
Acest articol vorbește despre inserțiile din alamă pentru turnarea prin injecție a plasticului, tipurile de inserții din alamă, caracteristicile, modul de instalare a inserțiilor din alamă, avantajele și aplicațiile lor industriale.
Ce sunt inserțiile din alamă pentru turnarea prin injecție a plasticului?

Inserțiile din alamă pentru turnarea prin injecție a plasticului au un metal mic, proiectat cu precizie, care este plasat în piese din plastic pentru conexiuni filetate sigure. Aceste inserții oferă o rezistență mai bună la smulgere decât alte inserții, permițând componentelor din plastic să suporte condiții mai ridicate de stres și sarcină.
Inserțiile pot fi realizate din alamă, un material excelent în măsura în care este ușor de prelucrat, rezistent la coroziune și are o conductivitate termică ridicată. Alama este o opțiune foarte bună care poate oferi un echilibru perfect între rezistență și preț în comparație cu alte metale. Prin urmare, alama este cea mai bună opțiune pentru turnarea prin injecție a inserțiilor din alamă.
Tipuri de inserții din alamă pentru turnare prin injecție
Există mai multe modele și configurații diferite de inserții din alamă care sunt potrivite pentru o anumită aplicație. Cu toate acestea, cele mai frecvent utilizate tipuri sunt:
1. Inserții filetate din alamă

Filetele interne de pe aceste inserții permit înșurubarea și montarea șuruburilor și bolțurilor în interiorul componentelor din plastic cu o fixare sigură. De obicei, acestea sunt utilizate în carcase electronice, piese auto și produse de larg consum, unde dezasamblarea și reasamblarea sunt deseori efectuate.
2. Inserție din alamă presată

Inserția prin presare este aplicată cu forțe mecanice pentru a presa inserția prin presare în orificii pre-moldate sau pre-forate în componente din plastic. Acestea au o bună retenție și reprezintă o soluție cu costuri reduse pentru aplicații în care nu este necesară o rezistență ridicată la smulgere.
3. Inserții din alamă ștampilate termic

Energia termică este utilizată pentru a instala inserțiile fixate termic, instalația înmuiind plasticul din jurul inserției, care poate fi apoi încorporată în siguranță. Pe măsură ce plasticul se răcește, inserția este mai tare și se luptă cu plasticul, formând o legătură foarte puternică și permanentă.
4. Inserții de alamă cu ultrasunete

Inserția cu ultrasunete utilizează vibrații de înaltă frecvență pentru a genera căldură, topind plasticul și permițând inserția de alamă să fie încorporată. Acest mod de formare a legăturii permite o poziționare foarte precisă și o fixare foarte bună, potrivită în special pentru lucrări de înaltă precizie.
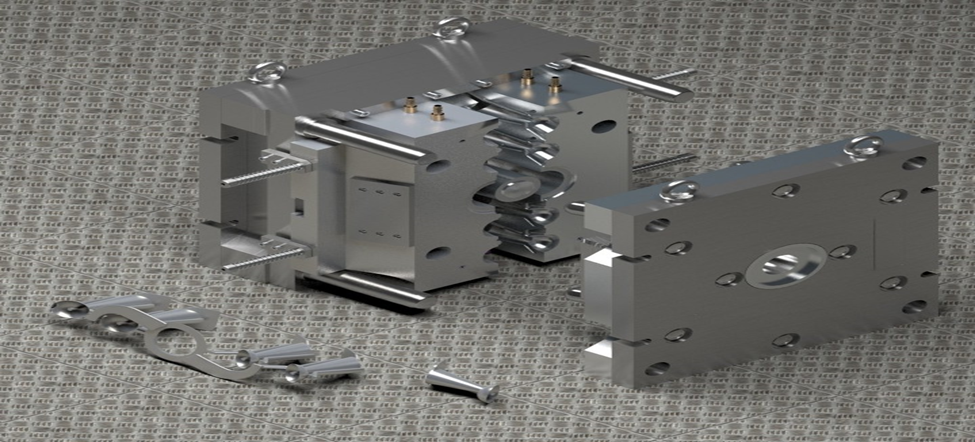
5. Inserții din alamă turnate

Inserțiile turnate sunt amplasate în interiorul matriței de injecție în care plasticul este injectat în poziție. Inserția este încapsulată complet cu plasticul care o face pentru o retenție maximă. Această metodă este frecvent utilizată în aplicații pentru turnarea prin injecție a inserțiilor din alamă cu cea mai mare rezistență și durabilitate.
6. Inserții zimțate

Inserțiile din alamă cu un model de crestături sau zimți pe exterior pentru a îmbunătăți aderența și retenția în interiorul pieselor din plastic sunt numite inserții zimțate. Acestea sunt filete care pot fi utilizate pe scară largă în turnarea prin injecție a plasticului, care oferă inserții sigure, rezistente la uzură. Acestea sunt concepute pentru a oferi o mai bună rezistență la smulgere și sunt, astfel, potrivite pentru fixarea de înaltă rezistență în multe industrii.
Proces pas cu pas pentru instalarea inserțiilor din alamă în turnarea prin injecție a plasticului

În turnarea prin injecție a plasticului, inserțiile din alamă sunt importante, deoarece acestea oferă filete puternice și reutilizabile pentru fixare. De asemenea, este important să alegeți metoda corectă de instalare pentru ca instalarea să dureze mult, structura să fie puternică, iar funcționalitatea să fie adecvată. Mai jos este prezentat un ghid detaliat, pas cu pas, cu privire la modul de instalare a inserțiilor din alamă folosind diverse tehnici.
Metoda 1: Instalarea prin presare
Aceasta este cea mai simplă metodă în care forța mecanică este utilizată pentru a împinge inserția de alamă într-o gaură pre-forată sau turnată.
Trepte
1. Găuriți sau modelați orificiul: Forați sau modelați orificiul puțin mai mic decât inserția din alamă pentru o potrivire strânsă.
2. Poziționați inserția din alamă deasupra orificiului și aliniați inserția.
3. Utilizați o mașină de presat, un ciocan sau o presă cu arbore pentru a forța inserția în poziție. Acest lucru funcționează cel mai bine atunci când se aplică o bună cantitate de forță.
4. Potrivire sigură: Inserția trebuie să stea la același nivel cu suprafața și să nu se miște.
Utilizări: Pentru aplicații rapide, cu costuri reduse, unde nu este necesară o rezistență ridicată la smulgere.
Sfaturi suplimentare
- Asigurați-vă că găurile sunt de dimensiuni adecvate pentru a preveni montarea liberă.
- Nu aplicați o forță excesivă, deoarece s-ar putea deteriora plasticul.
- Această metodă este adecvată pentru utilizarea în aplicații cu sarcină redusă în electronice de consum și piese ușoare din plastic.
Metoda 2: Instalarea cu țăruși termici
Căldura înmoaie plasticul și inserția de alamă este încorporată în siguranță.
Trepte
1. Găuriți sau modelați un orificiu: Dimensiunea orificiului trebuie să corespundă cu dimensiunea inserției.
2. Încălziți inserția de alamă: Pentru a încălzi inserția de alamă se poate utiliza o mașină de aplicat căldură, un fier de lipit sau o presă încălzită.
3. Apăsați inserția în poziție: Apăsați ușor inserția încălzită în plasticul înmuiat.
4. Răcire: Lăsați plasticul să se răcească în jurul inserției pentru a lipi plasticul și inserția împreună și pentru a crea o legătură puternică și permanentă.
Este cel mai potrivit pentru aplicații care necesită o retenție puternică și o rezistență ridicată la smulgere.
Sfaturi suplimentare
- Nu supraîncălziți inserția, deoarece prea multă căldură va distruge structura din plastic.
- Aceasta este o metodă bună pentru componentele auto, carcasele din plastic și producția de aparate.
- Ștaifarea termică oferă o rezistență mai mare decât montajul prin presare, dar necesită echipament suplimentar.
Metoda 3: Inserție cu ultrasunete
Vibrațiile cu ultrasunete sunt utilizate pentru a încălzi plasticul la o temperatură de topire, topind plasticul pentru a se încorpora în siguranță.
Trepte
1. Pregătiți gaura: Forați sau modelați o gaură puțin mai mică decât inserția din alamă.
2. Introduceți peste gaură: Puneți inserția din alamă pe gaură.
3. Sunt aplicate vibrații ultrasonice: Un aparat de sudură cu ultrasunete este utilizat pentru a încălzi materialul prin vibrații de înaltă frecvență.
4. Plasticul înmuiat înglobează inserția: Plasticul curge în jurul inserției.
5. Solidificați și răciți: Odată ce vibrațiile se opresc, întăriți plasticul pentru a fixa inserția.
Cel mai bun pentru: Aplicații de înaltă precizie, precum electronice, aerospațiale și dispozitive medicale.
Sfaturi suplimentare
- Procesul de inserție cu ultrasunete este rapid și eficient pentru producția de volume mari.
- Oferă o lipire echivalentă și fiabilă a pieselor mici și delicate.
- Trebuie să existe setări adecvate ale frecvenței pentru a evita deteriorarea plasticului și pentru a obține o distribuție uniformă a căldurii.
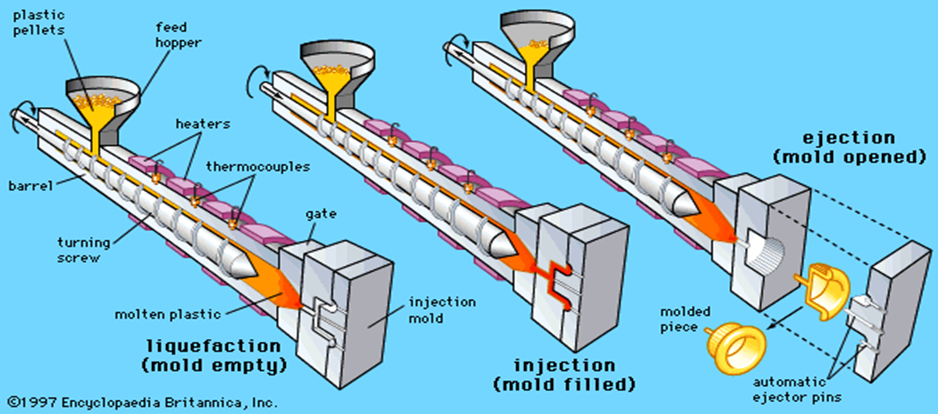
Metoda 4: Instalare prin turnare
Este cea mai sigură metodă, deoarece inserțiile de alamă sunt introduse în matriță înainte de injectarea plasticului.
Trepte
1. Puneți inserția de alamă în matriță: Puneți inserția de alamă în cavitatea matriței astfel încât inserția să fie poziționată corect.
2. Plastic: Inserția este injectată în plastic, care curge în jurul ei și o înfășoară complet.
3. Retenție maximă: Plasticul se solidifică în jurul inserției, permițând răcirea.
4. Ejectarea piesei finite: Partea finală din plastic este ejectată cu inserția încorporată permanent.
Pentru: Cele mai grele aplicații care necesită cele mai înalte niveluri de retenție.
Sfaturi suplimentare
- Alinierea inserției în matriță este critică și trebuie făcută corect.
- Cea mai mare rezistență și rezistență la smulgere este oferită de inserțiile turnate, dar acestea cresc complexitatea matriței.
- Această metodă este frecvent utilizată în utilaje industriale, aplicații aerospațiale și auto.
Caracteristici ale inserțiilor de turnare prin injecție din alamă
Inserțiile din alamă sunt disponibile în mai multe tipuri de filete, dimensiuni și modele knurling pentru diverse utilizări industriale. Unele caracteristici cheie includ:
- Fabricat din alamă de înaltă calitate: Fabricat folosind un grad ridicat de alamă, material de alamă de calitate superioară pentru a le face durabile, chiar rezistente la coroziune și foarte conductive pentru o utilizare de lungă durată.
- Filetare de precizie: Oferite în standardele metrice, UNC, UNF, BSW, BA, BSP, ISO metric și DIN pentru a se potrivi perfect într-o serie de specificații de fixare.
- Versatil pentru turnare prin injecție, turnare Roto, turnare prin injecție PVC și turnare cauciuc.
- Personalizarea designului: Poate fi adaptat la nevoile clientului în ceea ce privește modelele, eșantioanele și cerințele dimensionale în diferite industrii.
- Caneluri fine, modele diamantate, diagonală, cruce inversă, etc. - Pentru a asigura o retenție și o aderență puternice, produsele dispun de caneluri fine, modele de diamante, diagonală și cruce inversă etc.
- Proiectate cu o capacitate ridicată de încărcare - inserția poate rezista la sarcini mari, ideale pentru medii dure, așa cum necesită aplicațiile auto și industriale.
Inserțiile din alamă sunt alegerea perfectă pentru astfel de aplicații datorită acestor caracteristici.
Inserții din alamă Dimensiuni filet
Acest tabel conține informații despre dimensiunile filetului inserțiilor din alamă.
| Tip de fir | Dimensiuni imperiale (inci) | Dimensiuni metrice (milimetri) |
| BSW (British Standard Whitworth) | 1/8″, 5/32″, 3/16″, 1/4″, 5/16″, 3/8″, 1/2″, 3/4″ | 3mm, 4mm, 5mm, 6mm, 8mm, 10mm, 12mm |
| UNC (Unified National Coarse) | 1/8″, 5/32″, 3/16″, 1/4″, 5/16″, 3/8″, 1/2″, 3/4″ | 3mm, 4mm, 5mm, 6mm, 8mm, 10mm, 12mm |
| UNF (Unified National Fine) | 1/8″, 5/32″, 3/16″, 1/4″, 5/16″, 3/8″, 1/2″, 3/4″ | 3mm, 4mm, 5mm, 6mm, 8mm, 10mm, 12mm |
| BSP (British Standard Pipe) | 1/8″, 5/32″, 3/16″, 1/4″, 5/16″, 3/8″, 1/2″, 3/4″ | 3mm, 4mm, 5mm, 6mm, 8mm, 10mm, 12mm |
| NPT (filet național pentru țevi) | 1/8″, 5/32″, 3/16″, 1/4″, 5/16″, 3/8″, 1/2″, 3/4″ | 3mm, 4mm, 5mm, 6mm, 8mm, 10mm, 12mm |
| NPS (țeavă națională dreaptă) | 1/8″, 5/32″, 3/16″, 1/4″, 5/16″, 3/8″, 1/2″, 3/4″ | 3mm, 4mm, 5mm, 6mm, 8mm, 10mm, 12mm |
| ISO Metric (filete standard internaționale) | 1/8″, 5/32″, 3/16″, 1/4″, 5/16″, 3/8″, 1/2″, 3/4″ | 3mm, 4mm, 5mm, 6mm, 8mm, 10mm, 12mm |
Tabelul prezintă dimensiunile filetului de inserție din alamă care includ standarde de măsurare imperiale și metrice într-un format clar structurat.
Avantajele utilizării inserțiilor din alamă pentru turnarea prin injecție

1. Rezistență și durabilitate îmbunătățite
Durata de viață a filetelor din plastic scade în timp până când provoacă defecțiuni operaționale. Soluția puternică și durabilă de filetare din inserții de turnare prin injecție a plasticului poate funcționa în mod repetat, menținându-și calitatea inițială.
2. Rezistență superioară la coroziune
Alama demonstrează o rezistență naturală la coroziune, ceea ce o face potrivită pentru dispozitivele care trebuie să funcționeze în condiții de umiditate și expunere chimică și în condiții de mediu dure. Materialul rămâne fiabil în timp ce funcționează la niveluri ridicate de calitate datorită proprietăților sale de durabilitate.
3. Conductivitate termică și electrică îmbunătățită
Nevoia de conducție electrică și termică în producție îi orientează pe producători către utilizarea inserțiilor din alamă ca material de alegere în timpul turnării prin injecție. Proprietățile de conducție electrică și termică ale alamei fac din aceasta o alegere optimă de material pentru producerea de elemente digitale și senzori auto, precum și de sisteme industriale.
4. Tensiuni reduse asupra componentelor din plastic
Inserțiile din alamă distribuie uniform solicitările pieselor din plastic, prin urmare protejează împotriva deteriorărilor localizate care ar putea provoca fisuri. Componenta păstrează o durată de viață mai lungă, menținând în același timp performanțe constante prin inserțiile din alamă.
5. Ușurința asamblării și dezasamblării
Combinația de inserții din alamă creează un sistem de fixare sigur care protejează materialul plastic de deteriorare. Aplicațiile beneficiază de această metodă deoarece necesită asamblarea constantă a componentelor și sarcini de întreținere sau proceduri de înlocuire a componentelor.
6. Cost-eficacitate
Costul utilizării inserțiilor din alamă pentru turnarea prin injecție rămâne accesibil, chiar dacă performanța acestora depășește așteptările. Combinația oferă o îmbunătățire accesibilă a rezistenței produsului, păstrând în același timp majoritatea nivelurilor cheltuielilor de producție.
Metode de instalare pentru turnarea prin injecție a inserțiilor de alamă
Procedura de instalare a inserțiilor din alamă depinde de mai mulți factori care includ aplicațiile necesare împreună cu caracteristicile materialului și cantitățile de producție. Puteți găsi trei abordări fundamentale de instalare utilizate pentru turnarea prin injecție a inserțiilor din alamă.
1. Pichetare termică
O inserție din alamă preîncălzită se introduce prin presare într-o deschidere pre-perforată a componentei din plastic. Inserțiile din alamă realizează în cele din urmă o legătură puternică cu plasticul prin răcire, iar procesul creează o rezistență ridicată la retenție.
2. Inserție cu ultrasunete
Inserția cu ultrasunete adoptă ultrasunete de înaltă frecvență pentru a crea efecte termice restrânse care înmoaie materialul plastic înainte ca inserția din alamă să cucerească plasarea în componenta din plastic. Tehnica de inserție permite o poziționare exactă și servește multor aplicații pe parcursul turnării prin injecție a inserțiilor de alamă pentru dispozitive electronice și medicale.
3. Fixare prin presare
La presare, operatorii trebuie să utilizeze forța manuală pentru a introduce inserțiile din alamă în găurile dorite, care au fost pregătite în prealabil. Această procedură simplă rămâne atât prietenoasă cu bugetul, cât și adecvată, deoarece nu necesită o rezistență puternică la smulgere.
4. Inserție turnată
Inserția prin turnare reprezintă cea mai sigură metodă, deoarece inserția din alamă este plasată în interiorul matriței înainte de a începe injectarea plasticului. Atunci când se utilizează metoda inserției, materialul plastic acoperă și înconjoară complet inserția pentru a obține cea mai puternică capacitate de fixare.
Selectarea inserțiilor din alamă pentru turnarea prin injecție a plasticului
Selectarea inserției corecte din alamă pentru aplicația dvs. este o alegere destul de complexă și trebuie să țineți cont de mai multe lucruri atunci când alegeți.
1. Designul firului
Alegeți o inserție cu tipul de filet și pasul corecte pentru cerințele aplicației dvs. Deoarece filetele fine asigură o prindere mai bună, filetele grosiere asigură o instalare mai bună.
2. Dimensiunea și forma inserției
Inserția trebuie să aibă dimensiunea și forma potrivite pentru componenta din plastic și pentru metoda de instalare. Să presupunem că trebuie să luați în considerare factori precum grosimea peretelui, diametrul orificiului și geometria piesei.
3. Compatibilitatea materialelor
Inserția din alamă trebuie să fie adecvată pentru utilizarea cu tipul de plastic utilizat în turnare. Plasticele cu punct de topire scăzut pot avea, de asemenea, inserții realizate pentru a proteja aceste materiale plastice de deteriorarea în timpul instalării.
4. Capacitatea portantă
Vor fi evaluate proprietățile mecanice ale inserției din alamă, de la rezistența la smulgere, rezistența la cuplu până la rezistența la forfecare. Alegeți o inserție care satisface cerințele structurale ale aplicației.
5. Condiții de mediu
Evaluați mediul înconjurător al componentei din plastic. De exemplu, dacă componenta este predispusă la substanțe chimice umede sau la temperaturi ridicate, atunci alegeți inserții din alamă rezistente la coroziune, cu acoperire adecvată.
Aplicații ale inserțiilor din alamă în turnarea prin injecție
Inserțiile din alamă pentru turnare prin injecție de plastic sunt elemente esențiale, deoarece asigură o rezistență sporită, rezistență la coroziune și durabilitate pentru produsul final. Inserțiile sunt utilizate pe scară largă în acele industrii în care sunt necesare conexiuni filetate sigure longitudinale durabile. Ele sunt indispensabile datorită capacității lor de a consolida componentele din plastic, aducând soluții de fixare puternice pentru acestea. Mai jos, voi discuta câteva aplicații în mai multe industrii.
1. Industria auto
În sectorul automobilelor, inserțiile din alamă găsesc o mulțime de aplicații și sunt prezente atât în componentele structurale, cât și în cele funcționale din plastic. Rezistența ridicată, rezistența la vibrații și fiabilitatea transformă aceste inserții în piese auto de înaltă performanță.
Aplicații comune
- Panouri pentru tabloul de bord: Pentru a asigura o fixare fermă a afișajelor digitale și a instrumentelor de bord.
- Carcase pentru senzori: Furnizează puncte de montare stabile, rezistente la vibrații pentru senzorii auto din sistemele de motor și de siguranță.
- Învelișuri de motor: Îmbunătățesc durabilitatea și rezistența termică a componentelor din plastic ale motorului.
- Componente pentru tapițerie interioară: utilizate pentru înșurubarea panoului interior, a unităților de control și a butoanelor pentru o conexiune durabilă a firului.
- Asigurați-vă că fitingurile de la pompele de combustibil, carcasele filtrelor și componentele injectorului sunt bine fixate.
2. Componente electronice și electrice
Deoarece inserțiile din alamă oferă o conductivitate excelentă cu rezistență ridicată la uzură, acestea sunt utilizate pe scară largă în aplicații electronice și electrice. Acestea, așadar, oferă un suport mecanic puternic și, de asemenea, un mijloc de conexiuni electrice fiabile în carcase de plastic.
Aplicații comune
- Suporturi pentru plăci de circuite care fixează plăcile de circuite pe carcasele din plastic, astfel încât acestea să nu se poată deplasa sau deteriora.
- Conectori: Unii conectori electrici asigură conexiuni stabile și conductive.
- Carcase pentru întrerupătoare electrice: Furnizați un suport puternic pentru întrerupătoarele electrice care rezistă la o utilizare intensă.
- Compartimente pentru baterii: Acestea sunt create pentru a face o cutie puternică pentru baterii în telecomenzi, precum și în unelte electrice.
- Fixarea sigură a carcaselor din plastic ale sistemelor de distribuție electrică, cum ar fi unitățile de distribuție a energiei.
3. Dispozitive medicale
Inserțiile din alamă realizate din componente din plastic vor fi utilizate pentru rezistență, precizie și durabilitate în industria medicală. Aceste inserții permit modelelor să îndeplinească standardele stricte de siguranță și igienă, cum ar fi în aplicațiile medicale.
Aplicații comune
- Instrumente chirurgicale: Realizați conexiuni filetate sigure utilizate în instrumentele chirurgicale din plastic care urmează să fie sterilizate și reutilizate.
- Echipamente de diagnosticare: Utilizate în aparate cu ultrasunete, scanere CT și dispozitive de laborator pentru montare sigură.
- Dispozitive protetice: Asigurați conexiuni puternice în membrele protetice din plastic și implanturile medicale.
- Electronice sensibile din punct de vedere medical care trebuie plasate în diverse incinte care necesită o fixare durabilă, cum ar fi monitoarele ECG și pompele de perfuzie.
- Fixarea componentelor din plastic pentru a ajuta la menținerea centrifugelor, microscoapelor și echipamentelor de testare a probelor.
4. Produse de consum
Bunurile de larg consum se bazează foarte mult pe utilizarea inserțiilor din alamă care oferă soluții de fixare fiabile și de lungă durată pentru a preveni afectarea componentelor din plastic în timp. În plus, acestea au o bună rezistență la coroziune și rezistență la durabilitate, pentru produsele de zi cu zi.
Aplicații comune
- Învelișuri din plastic: Utilizate în gadgeturi electronice, cutii de protecție și carcase de plastic pentru unelte.
- Electrocasnice: Mașină de spălat, frigider, aspirator pentru a securiza panourile de control și mișcările pieselor.
- Acestea pot fi utilizate la asamblarea compartimentelor pentru baterii și a părților mobile din jucăriile pentru copii.
- Fitinguri pentru mobilă: Asigurați conexiuni solide în părțile din plastic ale mobilierului modular și ale dulapurilor.
- Echipamente sportive: Îmbunătățirea rezistenței componentelor din plastic din echipamentele de gimnastică și echipamentul de protecție.
5. Industria aerospațială
În aplicațiile aerospațiale, sunt utilizate inserții de alamă, soluții de fixare ușoare, puternice și rezistente la vibrații. Acestea ajută la îmbunătățirea rezistenței componentelor din plastic utilizate în sistemele aeronautice de înaltă performanță.
Aplicații comune
- Componente interioare ale aeronavelor: Elemente de fixare fixate prin panouri interioare din plastic, scaune și elemente de fixare în cabină.
- Panouri de control: Acestea furnizează conexiuni filetate / presate pentru butoane, comutatoare și panouri pentru instrumentație.
- Dispozitive de comunicare: Utilizate în sistemele de comunicații radio și prin satelit pentru conexiuni electrice și mecanice puternice.
- GPS și controlul zborului: Montarea stabilă a componentelor din plastic în dispozitivele GPS și de control al zborului.
- Componente pentru sateliți: Folosit în componente din plastic ușoare, dar durabile în sistemele de explorare spațială.
Concluzie
Printre elementele semnificative în turnarea prin injecție a plasticului se numără inserțiile din alamă care îmbunătățesc rezistența, oferă mai multă duritate împotriva coroziunii și arată longevitate. Oferind o filetare sigură și reutilizabilă, acestea previn uzura pieselor din plastic, permițând prelungirea duratei de viață a produselor și produse fiabile. Există diferite stiluri de inserții din alamă disponibile, cum ar fi filetate, zimțate, presate, fixate termic și turnate, permițând producătorului să le aleagă pe cele mai potrivite pentru aplicația sa.
Retenția și rezistența la smulgere împotriva defecțiunilor mecanice sunt obținute prin instalarea inserțiilor din alamă prin montare prin presare, prin împilare termică, prin inserție cu ultrasunete sau prin metode turnate. Aceste inserții ușurează stresul asupra pieselor din plastic prin răspândirea lor mai bună și reducerea șanselor de crăpare sau deformare. În plus, ele au o conductivitate termică și electrică excelentă, ceea ce le face potrivite pentru utilizarea în electronică, în uz pentru dispozitive medicale și industria aerospațială.
Atunci când industriile se transformă rapid, nevoia de un nivel mai ridicat de performanță și de soluții accesibile nu scade. Combinația perfectă de costuri de proprietate și rezistență face din alamă inserțiile preferate de producătorii din întreaga lume. Inserțiile din alamă sunt încă utilizate în aplicații de înaltă precizie sau pentru sarcini grele, ceea ce le face o parte importantă a producției moderne.
Întrebări frecvente
1. Inserțiile din alamă sunt utilizate pentru turnarea prin injecție a plasticului.
Utilizarea inserțiilor din alamă oferă fire puternice reutilizabile în componentele din plastic, îmbunătățind durata de viață a acestora și fixarea sigură în industria auto, electronică, a dispozitivelor medicale.
2. Care este nomenclatura utilizată pentru inserțiile din alamă?
Există mai multe tipuri de inserții din alamă, cum ar fi inserțiile filetate, presate, capsate termic, cu ultrasunete, turnate și zimțate, utilizate pentru aplicații specializate și metode de instalare.
3. Care sunt motivele pentru utilizarea inserțiilor din alamă în locul filetelor din plastic?
Rezistența superioară, rezistența la coroziune și rezistența la uzură sunt oferite de inserțiile din alamă, spre deosebire de firele din plastic, ceea ce le face durabile pentru a dura mult timp, fără a solicita asamblarea și dezasamblarea repetată.
4. Cum se introduc inserțiile din alamă în piesele din plastic?
Diferitele tehnici de instalare a inserțiilor din alamă sunt montarea prin presare, fixarea termică, inserția cu ultrasunete și turnarea lor în piese din plastic în timpul procesului de turnare prin injecție.
5. Când sunt utilizate inserțiile din alamă în industrie?
Conexiunile filetate puternice și fiabile sunt solicitate în multe industrii, inclusiv industria auto, electronică, aerospațială, dispozitive medicale și produse de larg consum, unde inserțiile din alamă sunt utilizate pe scară largă.