
TPE overmolding
Acum este momentul să începeți să supramodați elastomerii termoplastici (TPE). În mod tradițional, TPE au fost utilizate pentru a înlocui cauciucul, însă noile tendințe de pe piața de consum au făcut ca ideea supramodelării să devină o realitate în lumea afacerilor. Cererea și tendințele de pe piața de consum sunt în creștere în ceea ce privește senzația ergonomică și tactilă, capacitatea de prindere, aspectul, protecția la impact, separarea vibrațiilor și izolarea. Designerii de produse de larg consum stabilesc standardele pe care producătorii de materiale trebuie să le îndeplinească, propunând soluții care arată și se simt bine și funcționează bine în aplicații de utilizare finală exigente.
Acest eseu vorbește despre tehnologia de supramodelare TPE în termeni generali și despre aceasta ca grup de materiale care pot fi utilizate pentru a crea soluții concepute pentru această tendință mereu actuală. În ceea ce privește substraturile rigide, polipropilena (PP), polietilena (PE), polistirenul (PS), polistirenul cu impact ridicat (HIPS), oxidul de polifenilenă (PPO), polietilen tereftalat modificat cu glicol (PETG), acrilonitril butadien stiren (ABS) și materialele plastice polare semicristaline precum poliesterul (PET, PBT) și poliamida (Nylon 6, Nylon 66) sunt câteva exemple. Noile tehnologii de amestecare și compatibilizare a materialelor au făcut posibilă fabricarea de produse care pot fi supramuiate pe aceste substraturi diferite.

Pentru TPE suprapuse pe suprafețe rigide, multe lucruri sunt foarte importante. Primul și cel mai important lucru este alegerea tipului de TPE care va funcționa cu baza rigidă. De asemenea, sunt importante procesul de supradozare (cum ar fi inserția sau turnarea 2K), tipul de mașină, condițiile de proces, modul de pregătire a materialului, proiectarea piesei și proiectarea matriței. Tehnologiile unice pentru materiale, noile modele de piese și de scule, precum și îmbunătățirile aduse tehnologiilor de supramuiere vor menține mintea designerilor activă, astfel încât aceștia să poată satisface nevoile în continuă creștere ale consumatorilor în materie de confort, aspect plăcut și valoare adăugată.
Tehnologia de supramotare TPE
TPE Overmolding utilizează turnarea prin injecție pentru a pune un material (supramoletul) peste un alt material (substratul). Materialul supramodelat ar trebui să se lipească de substrat într-un mod care să reziste în mediul de utilizare finală și să funcționeze bine. Suprapunerea elimină nevoia de adezivi și grunduri pentru atașarea TPE-urilor la materiale dure. Tehnologia de supramodelare oferă mai multă libertate proiectanților, reduce costurile de producție și facilitează realizarea produselor. Turnarea cu materiale multiple și turnarea prin inserție sunt cele două modalități principale de a realiza supramodelarea.
Turnarea prin injecție cu mai mult de un material este cunoscută și sub denumirea de turnare prin injecție multicoloră sau în două timpi. Figura 1 prezintă tipul de scule care sunt utilizate. Acestea au două sau mai multe unități de injecție. Brațele mașinii de injectat pot fi așezate astfel încât să fie paralele între ele sau în unghi drept unul față de celălalt. Există două seturi de găuri în matriță. Un set modelează materialul de bază, iar celălalt set modelează materialul de acoperire.
Procesul de turnare în două timpi are două etape. Primul pas constă în umplerea de către primul cilindru a setului de găuri ale substratului. Odată ce substratul este rece, matrița se deschide și partea care poate fi mișcată se rotește la 180° fără ca substratul să iasă din matriță. Apoi, matrița este închisă, iar materialul de supraformare este injectat în al doilea cilindru. A doua jumătate a matriței este umplută pe partea care rămâne nemișcată. În cazul în care materialul de supramuiere trebuie să fie modelat pe ambele părți ale piesei, matrița ar putea deplasa piesele între două seturi de găuri în loc să se întoarcă.
Mașini cu platan rotativ vs. Mașini cu matrițe rotative: O placă rotativă pe a doua parte a presei este uneori încorporată în mașină pentru a o face să se rotească. Atunci când o platină rotativă este utilizată de patru ori separat, se folosesc de obicei jumătăți de matrițe care sunt montate pe aceasta. Există momente în care rotația este încorporată în scula însăși și există doar două jumătăți de matriță, dar patru seturi de găuri de matriță.
În mișcare: Unealta din procesul Core are o parte mobilă care este acționată hidraulic sau pneumatic. După ce primul substrat a fost injectat și i s-a dat timp să se răcească, o secțiune a matriței se trage înapoi, creând un spațiu pentru materialul TPE de peste matriță. TPE este apoi introdus, de cele mai multe ori din partea găurii care este vizibilă atunci când inserția este trasă înapoi. Această metodă are timpi de ciclu mai rapizi, mai multă cavitare și performanțe mai bune ale mașinii. Singura problemă este că nu poate fi utilizată decât o grosime constantă de TPE.

Turnare prin inserție - supramotare prin inserție
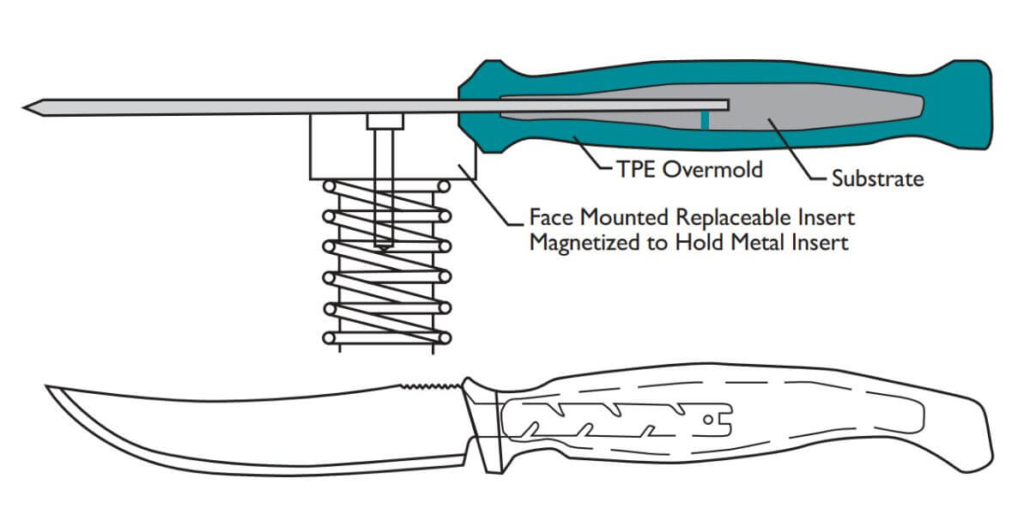
În timpul turnării prin inserție, un robot sau o persoană introduce în orificiu un substrat de plastic dur sau o piesă metalică care a fost deja turnată (figura 2). Al doilea material, denumit "supramuiere", este pus pe o parte a inserției sau în jurul întregului lucru de alte ori. Pentru turnarea inserțiilor, se utilizează unelte standard de turnare prin injecție.
Rotire sau deplasare? Turnare pe masă: O unitate de injecție orizontală sau un robot este utilizat pentru a modela un substrat sau pentru a pune o inserție în a doua cavitate în prima poziție. Masa se deplasează sau se întoarce la următoarea stație, unde se utilizează o altă unitate de injecție orizontală sau verticală pentru a introduce TPE-ul. Se poate utiliza un șnec fierbinte sau se poate pune șnecul la linia de despicare. O a treia întoarcere a mesei unității rotative o trimite la o stație de "descărcare", unde este ejectată piesa finită din două părți.
Procesul de supramodelare TPE
Alegerea procedeelor și a modelelor de matrițe care trebuie utilizate depinde de materialul ales, de costul forței de muncă, de uneltele și mașinile disponibile și de rentabilitatea fabricării unui număr mare de matrițe. Dacă inserția nu este termoplastică, trebuie să se utilizeze turnarea prin inserție. Dacă aveți nevoie doar de o cantitate mică de substrat din plastic sau metal, costul forței de muncă locale este scăzut și trebuie să mențineți costul redus al uneltelor, trebuie să le plasați manual. Pentru cantități mai mari de lucru, pot fi utilizate unelte cu navetă. Inserțiile plasate robotic și sculele cu masă rotativă pot fi utilizate atunci când volumul de lucru necesar justifică costul. Dacă trebuie să realizați o cantitate mare de piese sau costul forței de muncă este ridicat acolo unde locuiți, mașinile de turnare din două materiale sunt cele mai bune pentru substraturile din plastic. Pentru cele mai mari cifre de producție și pentru piesele cu cel mai frumos aspect, cele mai bune sunt sistemele cu canal cald cu porți de supapă.
Considerații privind proiectarea pieselor de supramotare
Există o mulțime de părți diferite în proiectarea supramuplărilor, iar această lucrare vorbește despre câteva lucruri generale de care trebuie să țineți cont.
Când vine vorba de materiale, TPE-urile lipibile au reguli mai stricte decât TPE-urile obișnuite. Același lucru este valabil și pentru realizarea pieselor. Atunci când proiectați piese din două părți, trebuie să vă gândiți la modul în care cele două materiale flexibile diferite se vor contracta, ceea ce este diferit de proiectarea pieselor dintr-o singură parte. Ambele au propriile sisteme de porți și canale care trebuie personalizate în funcție de caracteristicile materialului utilizat.
Pentru a obține cel mai bun timp de ciclu, pereții subțiri ai bazei și ai supramoletei trebuie să fie cât mai egali posibil. În majoritatea situațiilor de supramodelare, pereții cu grosimi cuprinse între 1 mm și 3 mm se vor îmbina bine. În cazul în care piesa are nevoie de zone groase, acestea ar trebui să fie scoase pentru ca piesa să nu se micșoreze prea mult și pentru a reduce timpul de ciclu și greutatea. Pentru a evita problemele de curgere, cum ar fi umplerea în spate și capcanele de gaz, modificările în grosimea peretelui trebuie efectuate lent. Adăugarea de cercuri (cel puțin 0,5 mm) la colțurile ascuțite poate contribui la reducerea tensiunii în acea zonă. Trebuie evitate buzunarele adânci și întunecate sau nervurile care nu pot fi deschise. Tragerile lungi ar trebui să aibă un draft de 3 până la 5 grade pentru a ajuta mingea să iasă. Se pot realiza decupaje adânci cu compuși supraformați, dar numai dacă se utilizează un miez avansat atunci când se deschide matrița, dacă piesa nu are margini ascuțite și dacă elastomerului i se permite să se îndoaie atunci când iese din matriță.
La turnare, majoritatea compușilor TPE se contractă destul de mult în direcția de curgere, dar nu foarte mult atunci când sunt modelați în direcția de curgere transversală. Acest lucru ar putea face ca materialul de supraformare să se micșoreze mai mult decât substratul odată ce piesa este scoasă din sculă. Acest lucru poate determina deformarea sau deformarea substratului, în general în direcția de curgere a materialului de supraformare. Acest lucru este valabil mai ales în cazul pieselor în care substratul este mai subțire decât supramoletul sau în care se utilizează un material de substrat cu rigiditate redusă. Acest lucru poate fi remediat parțial prin utilizarea de materiale de bază cu un modul mai mare și prin adăugarea de nervuri de rigidizare la substrat. De asemenea, va fi utilă utilizarea unor straturi mai subțiri și a unui grad de supra-mulare cu duritate mai mică. De asemenea, ar putea fi utilă deplasarea porții pentru a schimba modelul de curgere al TPE.
Duritatea Shore, care reprezintă rezistența unui material la lovire pe o placă turnată cu grosimea minimă de 6,3 mm (ASTM D2240), este utilizată pentru măsurarea materialelor TPE. Un element cu o duritate mai mică pare mai moale la exterior, chiar dacă are aceeași grosime. Dar, deoarece supramodelarea se face de obicei numai pe pielea subțire a TPE, baza dură de dedesubt afectează senzația de moale. Dacă aceasta este supusă unui test de duritate, o indentură mai mică va arăta că piatra este mai dură, chiar dacă pielea este moale. Dacă supramoletul de cauciuc trebuie să fie pe ambele părți ale pieselor (A și B), trebuie utilizate două matrițe de material care se pot deplasa între secțiunile matriței. pentru a realiza un strat neted pe o piesă sau pe întreaga parte a unei piese simple, trebuie să utilizați două matrițe de material cu miezuri mobile. Rata de ieșire poate fi foarte mare, în funcție de grosimea pereților elastomerului și a substratului.
Cum se lipește TPE de termoplasticul de inginerie
Există multe lucruri care pot schimba modul în care plasticul tehnic dur și cauciucul moale se lipesc. Pentru a construi relații specifice între materiale, este important ca energiile de suprafață ale ambelor să fie aceleași. Puterea TPE de a adera la o suprafață este un alt factor important. Pentru ca anumite reacții să aibă loc între TPE și substrat, acestea trebuie să fie foarte aproape una de cealaltă, iar suprafața trebuie să fie umedă. Modul în care TPE-urile se teologizează, așa cum se arată în figura 3, determină modul în care acestea se umezesc. Materialele de supra-mulare nu au o vâscozitate foarte mare. De asemenea, acestea sunt sensibile la forfecare și prezintă un comportament de subțiere la forfecare.
Imaginea de mai jos arată că vâscozitatea este aproape de limita inferioară a intervalului atunci când debitul este ridicat. Acest lucru ajută TPE-ul să pătrundă și să umple zonele cu pereți subțiri, care sunt comune în supra-modelare.

Chimia TPE și tipul de plastic industrial au un efect important asupra gradului de udare. Pe lângă calitățile de aderență, difuzia și proprietățile viscoelastice ale elastomerului joacă, de asemenea, un rol. Punctul în care TPE și substratul rigid se întâlnesc este foarte important atât pentru rezistența aderenței, cât și pentru tipul de defecțiune, care poate fi fie coezivă (C), fie adezivă (A). Atunci când se caută semne ale unei aderențe puternice, sistemul de coeziune este de obicei considerat a fi cea mai bună modalitate de a ști. Dar un TPE slab, cu o forță de aderență doar moderată, poate face să pară că legătura este puternică. Există momente în care există o legătură bună chiar și atunci când lipiciul cedează. Există trei tipuri de procese la contact care pot ajuta substratul rigid și elastomerul termoplastic moale să se lipească. Acestea pot fi văzute în imaginea de mai jos.

Designul este ceea ce face posibilă conexiunea mecanică. Nu se realizează o legătură reală între cele două suprafețe, dar orice TPE va funcționa în acest caz. A doua modalitate funcționează deoarece substratul și materialul TPE de supradotare sunt compatibile chimic. Compatibilitatea chimică se bazează pe energiile de suprafață, care sunt legate de cât de bine se lipesc substratul și TPE-ul. Atunci când metoda de turnare și temperatura sunt potrivite, se poate forma o interfață în care moleculele substratului și ale materialului de supramuiere se amestecă. Se poate forma o interfață cu un TPE stirenic sau un TPE olefinic care a fost turnat pe polietilenă ca bază. A treia cale poate fi încorporată în TPE. Procesul de lipire este alcătuit din interacțiuni polare specifice sau reacții chimice între grupele din TPE și substratul rigid.
Un "test de desprindere la 90 de grade" poate fi utilizat pentru a afla cât de puternică este legătura dintre TPE și plasticul industrial. Am modificat metoda ASTM D903 pentru materiale plastice pentru a testa cât de bine se lipește TPE moale de termoplasticul dur. Pentru teste se utilizează o bază turnată pe care este turnată o inserție de piele TPE. Un tester de tensiune Instron este utilizat pentru a tăia și a trage o bandă de TPE cu o lățime de 2,5 cm în unghi drept față de bază. Aceasta este blocată pe roată astfel încât unghiul de 90 de grade să rămână același în timp ce cauciucul este tras. Forța de aderență este determinată de cât de greu este să tragi elastomerul de pe bază. Această forță este, de obicei, de peste 2 inci. Acesta este împărțit în două grupe, în funcție de faptul dacă cedează din cauza cedării adezivului (A) sau a cedării coezive (C). Eșecul adeziv înseamnă că nu rămâne niciun reziduu de TPE pe material. Cifrele indicate reprezintă media a trei studii diferite de aderență. Deoarece clientul dorește un anumit nivel de aderență, am decis că un număr de aderență mai mare de 12 pli este suficient de bun.
În prezent, există un interes enorm pentru supramodelarea TPE-urilor pe substraturi rigide, în special pentru produsele de piață care trebuie să aibă o atingere moale. Noile TPE sunt supramuiate pe un număr tot mai mare de substraturi. Acest lucru oferă designerilor mai multă libertate de proiectare și șansa de a-și face produsele să iasă în evidență pe o piață plină de copii "me-too".
TPE-urile sunt foarte renumite pentru că ajută la vânzările la punctul de vânzare. În prezent, oamenii au la dispoziție o gamă foarte largă de produse din care să aleagă în magazine, iar companiile care produc produse doresc să le facă pe ale lor să iasă în evidență. Există multe motive bune pentru a alege un produs cu un TPE supramoulare suprafață, cum ar fi culori, texturi, modele și confort noi. Pentru mulți oameni, o atingere moale "caldă" este mai plăcută decât o atingere din plastic dur. Iar lucrurile care arată și se simt ca cauciucul sunt adesea considerate a fi mai valoroase. Oamenii sunt mai inteligenți în ceea ce privește găsirea de produse care să se potrivească mai bine corpului lor și să reducă vibrațiile, acum că știu mai multe despre ergonomie și despre creșterea numărului de leziuni cauzate de suprasolicitarea articulațiilor. TPE-urile supramuiate pot fi, de asemenea, utile și pentru alte lucruri decât senzația și utilitatea. Câteva exemple sunt asigurarea unei aderențe sigure și puternice în zonele umede, impermeabilizarea garniturilor și a etanșărilor, "barele de protecție" turnate pentru a proteja împotriva impactului și a preveni ruperea timpurie, precum și reducerea vibrațiilor.

")



")




Lasă un răspuns
Doriți să participați la discuție?Nu ezitați să contribuiți!