Knowledge of the cost of an injection mold is highly significant in business and newcomers who would wish to venture into plastic product manufacturing. Many industries use injection molding due to the speed and trustworthiness of injection molding. However, the prices of molds may be baffling to new customers.
Before one embarks on an injection molding project, many people will ask: How much does injection molding cost? The solution varies depending on various criteria such as design, material and volume of production. You will come to know all in easy and simple words in this guide.
Что такое литье под давлением?
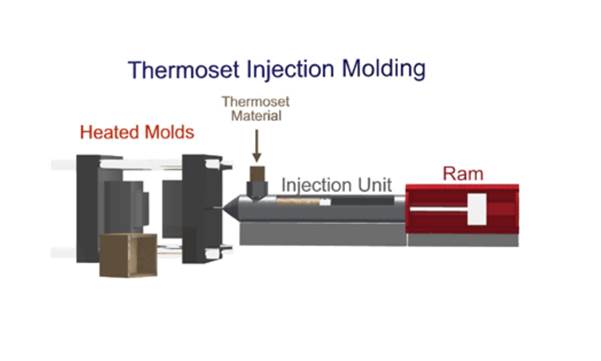
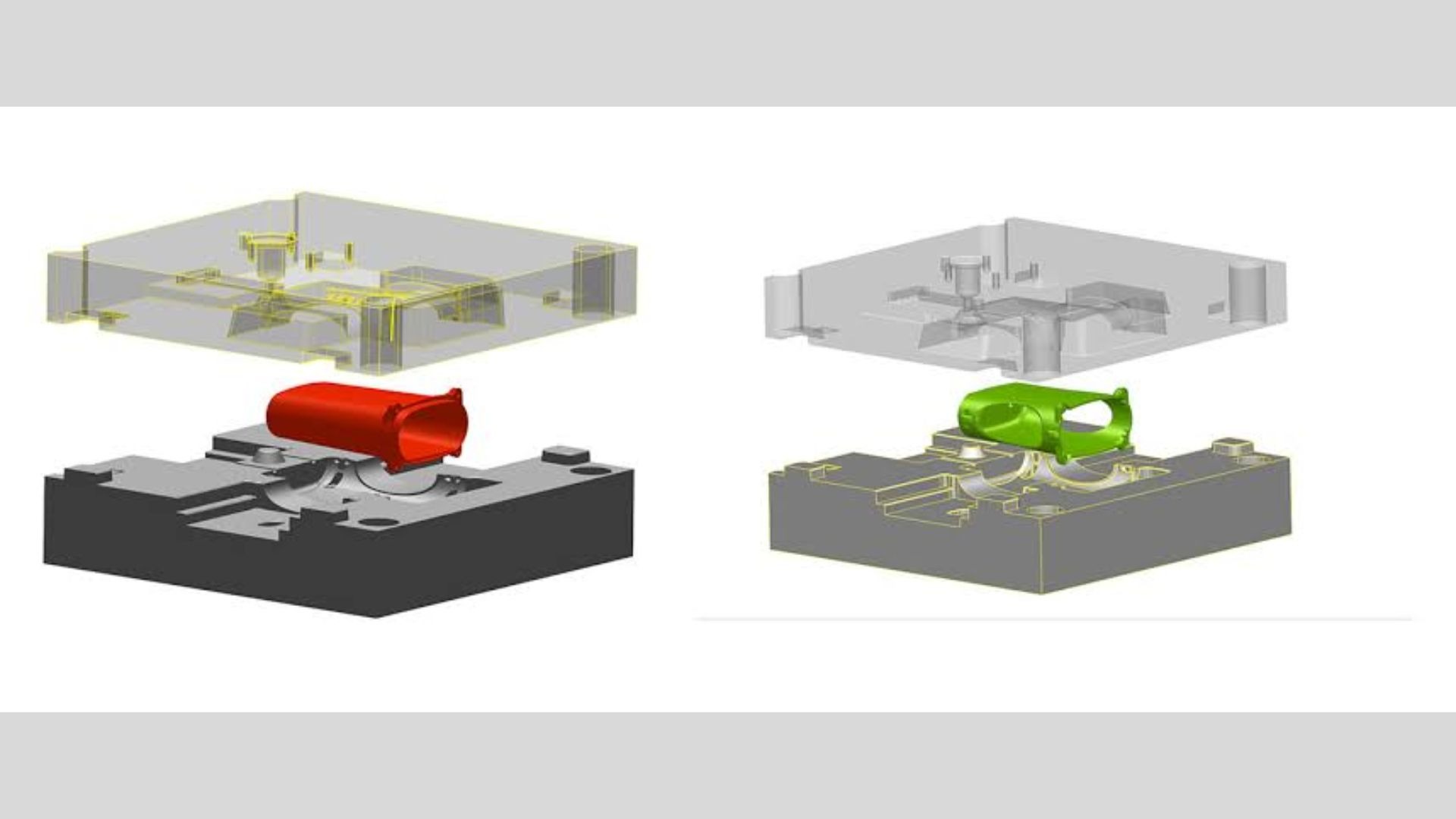
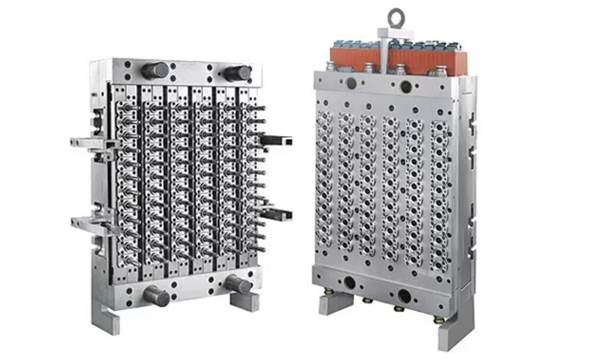
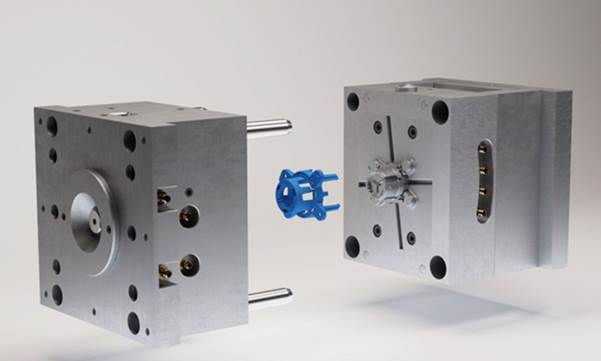
Injecting a hot material into a cavity is a production technique of plastic components called injection molding. The mixture is left to dry and it takes the form of the mold. The latter process is common since it provides precise and reproducible results. It finds application especially in the automotive, packaging and electronic industries. A mold needs to be produced prior to production. That is the reason why many people would inquire on how much does a пресс-форма для литья пластмасс под давлением cost when they are planning to do a project.
What Does an injection Mold Cost?
It might depend on the project greatly as cost. Generally, the cost of injection mold can be between 1,000 and above 100,000. The molds that are small and simple are less expensive whereas large and complex molds are costly. As an example, a simple mold can be between 1,000-5,000. A medium-level mold may cost $5,000 to $25,000. Molding in the industrial industry can exceed 50 000. That is why it is recommended to comprehend the extent to which injection molding cost is before the start.
Factors That Affect Injection Mold Cost
The amount that a plastic injection mold will cost is determined by a number of factors. All the factors contribute significantly to the end price. Knowing these aspects will assist you to make a more budget-friendly plan. We can consider the factors which have the greatest influence on the cost of a particular injection mold in real projects.
1. Mold Size and Complexity
The cost is dependent on the size of the mold. Large molds require additional material and time to be manufactured. This adds up to the aggregate price. Complex designs are also costly as it makes use of sophisticated tools and labour. Hence, the extent to which injection molding cost may vary depending on the design complexity.
2. Material Used for Mold
Molds are typically produced out of steel or aluminum. Steel molds are tough and have a better life span. They are however pricier than aluminum molds. The molds made of aluminum are less expensive and quicker to make. They are however not applicable towards high production. The decision you make will determine the amount of cost of a plastic injection mold.
3. Production Volume
It also depends on the quantity of parts that you wish to manufacture. The molds need to be strong and durable in order to produce a lot. These are more expensive molds that have a long life. In case of low production, low-cost molds can be used. That is why the cost of an injection mold varies according to your objectives of production.
4. Design and Engineering
A design has to be crafted and tried prior to the creation of a mold. The design and its design are checked by engineers to prevent any mistakes. This will be an additional cost. In case of a complex design, it will be time-consuming and more laborious. This adds to the overall costs of injection molding.
5. Mold Cavities
There may be a cavity or many cavities in a mold. Multi-cavity molds are able to make numerous parts simultaneously. This improves efficiency. They are however, more costly to construct. Therefore, the number of cavities has an influence on the cost of a plastic injection mold too.
What is the Cost of Injection Molding a Part?
Other than the cost of the mold, you should know the cost of production per part. Much of the population would like to have an idea of the cost of injection molding per unit. Smaller, plastic components may be as cheap as a few cents each. Bigger ones will require a couple of dollars. The cost is lower with the increase in the volume of production hence less costly.
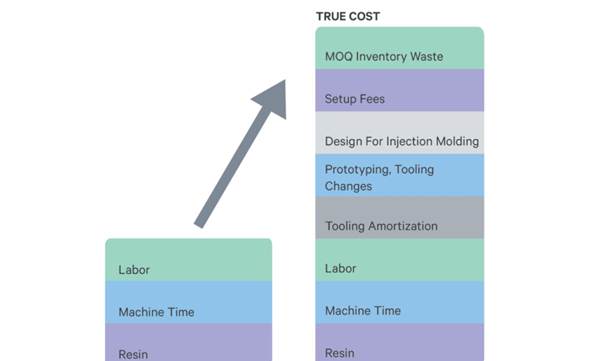
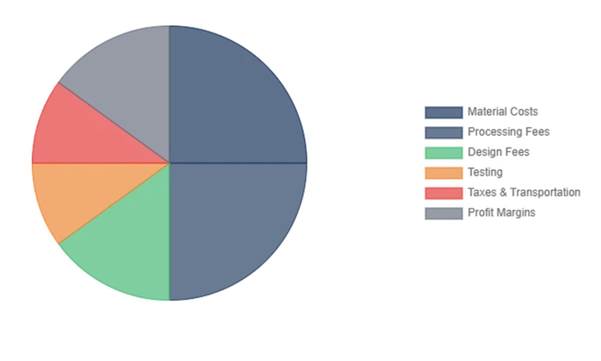
Cost Breakdown of injection Molding
In order to grasp the extent of a cost of an injection mold, it is worthwhile to review various elements of the cost. All these are a contribution to the overall price. These expenses consist of tooling, materials, labor and the operation of the machine. All these factors add up to find out the extent to which injection molding will cost in total.
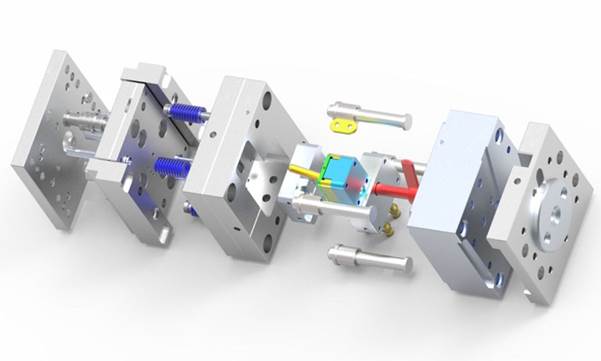
1.Tooling Cost
The largest cost of injection molding is tooling cost. It involves designing and making of the mold. The expensive molds are of high quality, which extend their life. This is the reason why tooling contributes significantly in determining the extent of cost of a plastic injection mold.
2.Material Cost
The cost of materials varies according to the plastic. There are those that are cheap and expensive depending on the properties of the plastics. The selection of the appropriate material can regulate the extent to which an injection mold costs as well as quality of the product.
3.Labor Cost
Staff with expertise is required to design molds and run machines. Their experience provides a smooth running of the process. The cost of labor is a significant aspect of the cost of injection molding of any project.
4.Machine Cost
The cost of acquiring as well as maintaining injection molding machines is high. They also use electricity when working. When determining the cost of a plastic injection mold, as well as the total production cost, these costs are accounted.
Inexpensive vs. Expensive Injection Molds
Inexpensive molds are applicable to smaller projects, and shorter production cycles. They are simple to manufacture, but can be worn out. More durable and better quality results are offered by expensive molds. This is why the amount of money to spend on an injection mold should be regarded as a long-term investment.
Reducing Cost of Injection Mold
It can be done to lower the extent to which injection molding is costly, without compromising quality. Prudent planning will save money. Simple design decisions as well as choosing the appropriate materials could be used to reduce the amount the plastic injection mold would cost.
Simplify Design
The straightforward designs are less complicated and less expensive to manufacture. Don’t use irrelevant information that complicates the matter. This will minimize the cost of an injection mold, as well as accelerate the production.
Select the appropriate Media
It is highly important to choose the appropriate material. It ought to be compatible with your product requirements and costs. This choice impacts performance and the extent to which is injection molding expensive.
Reduce Mold Cavities
Initial cost of mould can be reduced using lesser cavities. Single cavity molds are less expensive and not as difficult to maintain. It is an ideal choice when the quantity of production runs is small, and assists in managing the amount of inquiry a plastic injection mold cost.
Work with Experts
The accomplished manufacturers are able to mentor you to better decisions. They assist in the prevention of expensive errors. The collaboration with professionals will make sure that the amount of money needed by an injection mold does not exceed the budget.
Injection Molding vs. other techniques
A lot of individuals contrast injection molding to other forms of manufacturing. They would also wish to know how much injection molding cost is as compared to the other alternative. Large-scale production is more suitable to injection molding. Although the cost of a plastic injection mold is very expensive, the cost per unit is lowered as time goes by.
Should we Injection Mold?
Businesses which require high production of products are good candidates of injection molding. It is fast, accurate and reliable. The initial cost might be high but knowing how much does an injection mold cost, will aid in making smart decisions.
Распространенные ошибки, которых следует избегать
Numerous inexperienced individuals commit errors which raise the cost of injection molding. With good planning, such errors can be avoided. Some of the common errors made are intricate designs, improper choice of materials and lack of proper planning. Preventing them will lower the cost that a plastic injection mold costs.
Real-Life Cost Examples
Live cases can be used to learn more about the extent to which an injection mold is more cost-effective. The prices are subject to change depending on the size and complexity of project. Small molds may cost $1,000 to $3,000. Medium molds can cost $5,000 to $15,000. Big molds are over 50, 000.
What is the Time Taken to make an injection Mold?
The other significant consideration when discussing how much does an injection mold cost. It is not an immediate process of making a mold. This may require a couple of weeks or even months based on complexities. It can take 2 to 4 weeks to be simple molds. Intricate molds that are elaborately designed may require up to 8 to 12 weeks or more. This time also influences how much does injection molding cost since the longer the project, the more the labor and resources that would be required.
Custom Injection Mold Price
Custom molds are custom made to particular products. The cost of these molds is higher since it entails special designs and design engineering. It is the reason why most people may tend to inquire how much does a plastic injection mold cost a custom project.
Custom molds can range from $5,000 to over $100,000. The cost is determined by size, material and complexity of the design. When developing a custom product then it is quite important to know how much the cost of an injection mold is.
Differences by country in cost
Injection molding is also influenced by the country of manufacture, thus its cost varies. There is a difference in the costs of labor and production in various areas. This directly influences the extent of the cost of injection molding.
As an illustration, the molds produced in China tend to be less expensive as compared to molds produced in the USA or Europe. But quality and communication must also be perceived to determine the extent to which a plastic injection mold costs.
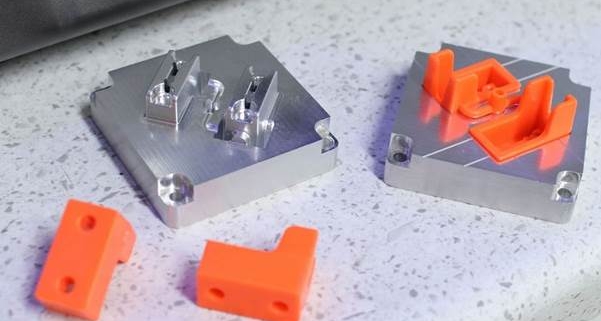
Cost of Prototype vs Production Mold
Testing and low-volume production is done by using prototype molds. They are less expensive, and quicker to manufacture. This assists companies in trying out their concepts prior to the entire production. Molds of production are made to be long-lasting and in large quantity. They cost more, but are more durable. This variation is very important in determining the extent to which an injection mold costs.
The upkeep of Injection Molds
When determining the cost of injection molding many people forget the maintenance calculation. Molds should be regularly cleaned and repaired to work well. The cost of maintenance is dependent on the use and the quality of materials. Careful treatment enhances growth of moulds and minimizes cost in the long run. This too influences the amount of money a plastic injection mold would cost in the long run.
Effect of Design Change on cost
Design modifications have the potential to make a project more expensive. In case of alterations implemented to the mold after the creation, it might have to be reworked or possibly a new mold. This can go a long way in determining the amount of cost of injection mold. This is the reason why one should design the final product prior to starting the production process in order to control the extent to which injection molding is expensive.
Use of Technology in Cost saving
The technology of today is aiding in the cost reduction in manufacturing. The use of advanced software enhances accuracy of designs and minimizes errors. This is beneficial in saving time and money. Production is also speeded up and is more efficient with automation. In most industries, these advancements are gradually lowering how much does a plastic injection mold cost.
Large vs Small Volume Production
The amount of production is also important in determining the cost. Mold cost is diffused among high volume production. This will lower the cost per part. High cost per unit is experienced in low volume production due to the lack of a wide distribution of the mold cost. This is a big consideration in estimating the cost of how much an injection mold cost.
Selecting the proper Manufacturer

It is quite crucial to choose the appropriate manufacturer. An excellent manufacturer is one who offers quality work and assists to manage expenses. This makes sure that results are improved. The knowledgeable manufacturers will be able to advise you regarding the cost of injection molding as well as recommend how to save money. It also aids in controlling the extent of the cost of a plastic injection mold.
Small Business injection Molding cost
High start-up costs are a concern to small businesses. However, the injection molding can be an option as well with appropriate planning. To begin with basic patterns and small amounts of molds may aid in reducing the cost of an injection mold, how much does an injection mold cost? It is now easier to enter the market by small businesses.
Environmental Impact and Cost
Environmentally-friendliness is making its way into the production process. A lot of businesses are currently employing recyclable materials and energy saving machines. Such developments could have minor impacts on how much does injection molding cost, but they contribute to safeguarding the environment. They are also able to minimize the cost of a plastic injection mold, in the long-term, by efficiency.
Trends in Injection Molding in the future
Injection molding is getting enhanced with the help of technology. Labor costs and efficiency are being decreased and increased with automation. The degree to which injection molding cost can be reduced in the future due to improved technology is yet to be determined. Nevertheless, there will always be quality molds that will demand investment.
Заключительные размышления
You now have a clear picture of how much does an injection mold cost, and how it depends on various factors. The price varies as per design, material and production requirements. Never take any chance and collaborate with specialists. This will assist in controlling the extent to which is injection molding cost effective and achieve improved results.
Ultimately, put emphasis on value rather than price. An investment made today will be able to save money in future, as it will be able to see how much a пресс-форма для литья пластмасс под давлением costs.
Вопросы и ответы
1. What is the average cost of injection mold?
The injection mold depends on size and complexity and has a wide range of cost per injection mold. The average price of injection moulding could be between 1,000 and more than 100,000. Simple molds are less expensive in comparison to complex industrial molds, which are very expensive.
2. Why injection molding is so costly initially?
This is primarily because of the mold. Prior to production, a tool of high accuracy has to be produced. This is the reason why the amount of costs to be incurred in injection molding is high at first, but as large quantities of production run it would be cheaper per unit.
3. What is the cost of a plastic injection mold of small scale projects?
The average cost of a plastic injection mold varies between $1,000 and 5,000 depending on the type of small or simple projects. These types of molds are applied in low volume production or simple parts of plastic that contain simple designs.
4. Is it possible to decrease injection mold cost?
Yes, it is possible to decrease the cost by simplifying the design, decreasing the number of cavities and selecting appropriate materials. The right planning also assists in reducing the amount that an injection mold costs without compromising on the quality of products.
5. Is it cost effective to use injection molding to produce in mass?
Injection molding is indeed very economical at large scale production. Despite the high initial cost, the cost of injection molding, per unit, is very low when producing in the thousands of parts.