Anpassad plastinsprutningsgjutning Kina är nu bland de mest använda produkterna i den konkurrenskraftiga tillverkningsvärlden, vilket ger företag noggrannhet, skalbarhet och överkomliga priser. Oavsett om det är en start eller ett etablerat varumärke, oavsett val, kan det vara värt att lära sig hur man använder en anpassad plastinsprutningstjänst och fatta rätt beslut om produktutveckling och uppnå resultat på hög nivå.
Genom den anpassade plasten formsprutning kan företagen tillverka en detaljerad design med repeterbarhet, till lägre kostnad och inom en strikt tidsfrist. Det är också en flexibel tillverkningsmetod eftersom den kan vara flexibel när det gäller materialval och kundanpassning och därför kan tillämpas inom olika branscher som fordons-, medicin-, elektronik- och konsumentvaruindustrin.
Vad är anpassad plastinsprutningsgjutning?
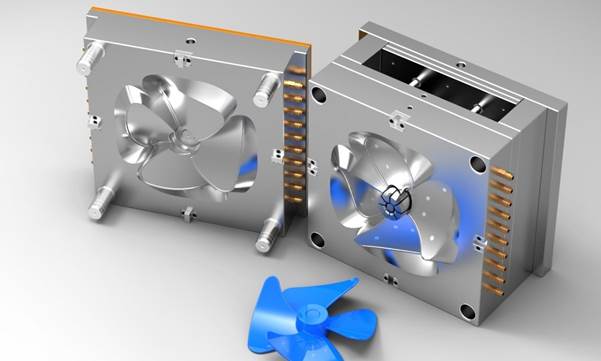
Anpassad plastformsprutning är en tillverkningsteknik där smält plast tvingas in i en form för att bilda vissa former och delar. Tillämpningen av denna metod har varit vanlig inom fordons-, medicin-, elektronik- och konsumentvaruindustrin. Impressionister kan skapa sofistikerade mönster med hjälp av den anpassade formsprutade plasten som är mycket exakt och konsekvent.
Plast i anpassade formsprutningsmaterial
Framgångsrik anpassad formsprutning av plast innebär val av material. Olika material har varierande egenskaper som styrka, smidighet och värmebeständighet.
De material som vanligen används är:
Betydelsen av materialval
Att identifiera materialet är ett av de viktigaste besluten som fattas för att uppnå högkvalitativ produktion i anpassad plastinsprutningsgjutning i Kina. Valet av material är betydelsefullt eftersom det påverkar prestandan, hållbarheten och den övergripande funktionaliteten hos slutprodukten. Olika plaster har olika egenskaper som styrka, flexibilitet, kemisk resistens och värmetolerans, varför valet av material är en stor utmaning bland tillverkare och företag.
Vanliga material som används
De kan lätt modifieras till ABS, polypropen, polyeten, polykarbonat och nylon, som är de mest populära formsprutade plasterna. Användningsändamålet och produktens behov avgör på förhand om ett visst material ska användas eller inte.
ABS (Akrylnitril-butadienstyren)
ABS är också extremt populärt för sin styrka och slagtålighet. Det används ofta inom bilindustrin, för elektronikhöljen och hushållsartiklar eftersom det motstår slitage och ger en fin finish.
Polypropylen (PP)
Polypropylen är ett mycket lätt material och dessutom är det mycket kemikaliebeständigt. Inplastning är också en vana hos människor eftersom det är giftfritt och flexibelt, och används för att plasta in medicinska delar, matförpackningar och förpackningar.
Polyeten (PE)
Polyeten är en robust plast. Den används normalt i behållare, plastpåsar och rörsystem där det krävs hög seghet och vattenbeständighet.
Polykarbonat (PC)
Polykarbonat är fruktansvärt tålig och transparent. Det är en typisk säkerhetsprodukt som är avsedd för linser och optik där skärpa och slaghållfasthet är en nödvändighet.
Nylon (PA)
Nylon är ett hårt och slitstarkt material. Andra användningsområden är verkstadsindustrin, kugghjul och industrielement.
När det gäller arbetet med anpassad plastinsprutningsgjutning kommer tillverkarna att ta hänsyn till produkternas tjänst när de väljer rätt material. Alla anpassade plastinsprutningsgjutningskina som kan använda ett otroligt antal material erbjuder alla möjliga lösningar som företagen kan erbjuda med höga nivåer av anpassning och lönsamhet.
Processen för anpassad formsprutning av plast

Denna kunskap om processen hjälper företag att planera produktionen på ett bättre sätt och uppnå bekanta resultat. Processen med anpassad plastformsprutning i Kina är inriktad på precision i processen, effektivitet och fin kvalitet till ett brett segment av industrier.
Formkonstruktion
Det börjar med konstruktionen av gjutformen där ingenjörerna tar fram en ritning av gjutformen utifrån produktspecifikationerna. Detta är ett viktigt steg eftersom formen, storleken och noggrannheten hos den slutliga produkten kan bestämmas av formen. Anpassad formsprutning av plast görs ofta med avancerad programvara och teknik som ser till att designen och funktionaliteten är perfekt.
Val av material
Därefter väljer man ett lämpligt plastmaterial. De olika materialen har olika egenskaper som styrka, flexibilitet och värmebeständighet. Valet av lämpligt material är en förutsättning för hållbarheten och prestandan i anpassad formsprutad plast.
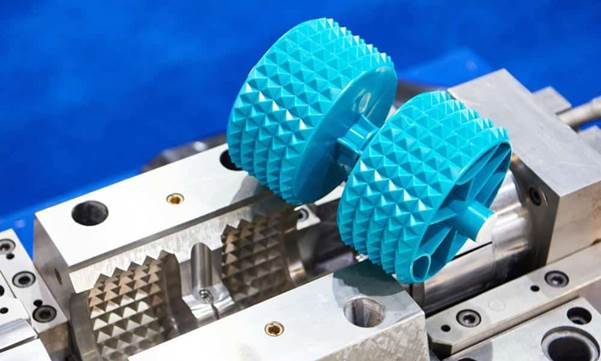
Injektion
Efter att de två har förberetts appliceras högtrycket på formen och smält plast under högt tryck sprutas in i den. Denna åtgärd används för att säkerställa att materialet anpassar sig till formens alla hörn och att alla detaljer fångas perfekt.
Kylning
Plasten sprutas in och får sedan svalna och härda i formen. Tillräcklig kylning krävs för att säkerställa att produktens form och struktur inte påverkas.
Utskjutning och efterbearbetning
Slutligen pressas den stelnade produkten ut ur formen. Ytterligare efterbehandling kan göras för att förbättra produktens utseende och funktionalitet genom trimning, polering eller beläggning.
Detta är en effektiv och förenklad process och anledningen till att anpassad plastinsprutningsgjutning i Kina är mycket tillämplig i storskalig och högkvalitativ produktion.
Anpassad plastinsprutningsgjutning i Kina - Kvalitetskontroll
Kvaliteten på anpassade plastformsprutningstjänster är också en hög prioritet. Bra tillverkare observerar höga kvalitetskontrollåtgärder som inkluderar:
- Inspektion av råmaterial
- Kvalitetskontroller under processens gång
- Testning av slutprodukten
- Internationella standarder (ISO-certifieringar) har använts.
Dessa metoder kommer att garantera att anpassade formsprutade plaster är de bästa när det gäller kvalitet i världen.
Fördelar med att göra affärer med de kinesiska producenterna
Att samarbeta med företag som tillhandahåller skräddarsydd formsprutning av plast i Kina är en bred fördel för företag som är intresserade av att utöka produktionen till en låg kostnad och hög volym. Kina har under åren visat sig vara ett tillverkningsnav i världen med företag från alla delar av världen som etablerar sin närvaro i Kina på grund av dess kapacitet och konkurrensfördelar.
Snabbare handläggningstider
Bland de viktigaste fördelarna med beslutet att använda den anpassade plastinsprutningsgjutningen i Kina kan snabbare produktion och leverans nämnas. Moderna maskiner och slimmade produktionsförfaranden gör det möjligt för kinesiska tillverkare att hantera stora produktionsvolymer under strikta tidsfrister. Denna hastighet hjälper företag att få ut produkter på marknaden snabbare och ligger före sina konkurrenter.
Tillgång till global frakt
Den andra betydande möjligheten är att den har tillgång till välutvecklade sjöfartsnätverk i världen. Företag som tillhandahåller anpassade tjänster för formsprutning av plast i Kina är mycket erfarna inom internationella logistiktjänster, och därför uppnås en smidig och snabb leverans av produkter globalt. Detta har förenklat processen genom vilken företag kontrollerar leveranskedjor och får tillgång till internationella marknader utan några problem.
Låg grad av rigiditet i anpassningen
Kinesiska tillverkare är mycket flexibla när det gäller kundanpassning. Formsprutad plast kan utformas för att passa exakt dina krav, oavsett om det krävs unik design, specifika material eller komplexa former. En sådan grad av kundanpassning gör det möjligt för företagen att tillverka unika kvalitetsprodukter.
Effektiva nätverk för leveranskedjor
Kina har ett välutvecklat ekosystem för försörjningskedjan, vilket gör det möjligt att köpa råvaror och komponenter på ett effektivt sätt. Detta stora nätverk garanterar hög kvalitet och minimala förseningar i produktionen i de anpassade plastinsprutningsgjutningsprojekten i Kina.
Kostnadseffektiva lösningar
Förutom ovanstående fördelar har kostnadseffektivitet varit en viktig faktor som driver företagen mot anpassad formsprutning av plast på en porslin. Minskade kostnader för arbetskraft och produktion hjälper företagen att maximera vinsten och fortfarande vara av hög kvalitet.
Sammantaget gör dessa styrkor att Kina är en optimal partner för utländska företag som vill hitta högkvalitativa, skalbara och tillförlitliga tillverkningsalternativ.
Vad är det rationella valet av anpassad plastinsprutningsgjutning Kina?

Anpassad plastinsprutningsgjutning Kina är ett toppval bland olika företag i den nuvarande tillverkningsindustrin över hela världen på grund av dess höga kvalitet, effektivitet och låga kostnader. Kina har visat sig vara ett stort centrum för formsprutning av plast med en mängd olika fördelar som har gjort det till en bra destination för många företag på den globala marknaden.
Kostnadseffektivitet
Kostnadseffektivitet är en av de främsta faktorerna som tvingar företag att tillgripa anpassad plastformsprutning i Kina. Priserna på de kinesiska tillverkarna är mycket konkurrenskraftiga och påverkar inte kvaliteten. Detta gör att de kan göra stora volymer formsprutad plast som är skräddarsydda till ett reducerat enhetspris. Massproduktion är billigare och lämpar sig bäst för nystartade företag och väletablerade varumärken som vill ha en hög vinstmarginal men samtidigt bevara sina kvalitetsstandarder.
Avancerad teknik
Modern teknik är en annan fördel med beslutet om anpassad formsprutning av plast i Kina. Maskiner, automatisering och de senaste produktionsmetoderna finns i fabriker i Kina. Detta kommer att garantera att alla tillverkade produkter är korrekta, enhetliga och är av global kvalitet. Högteknologi gör det också möjligt för produktionstiden att vara mycket snabbare och hantera mycket komplexa mönster i anpassad plastinsprutningsgjutning.
Kvalificerad arbetskraft
De kinesiska tillverkarna har en mer erfaren arbetsstyrka med många års erfarenhet av anpassade plastformsprutningstjänster. Dessa experter är utbildade för att hantera komplexa operationer, använda material effektivt och även för att tillhandahålla pålitliga och kvalitetsprodukter. De är så bra att de får företag att få anpassad formsprutad plast som är exakt enligt specifikationer och funktionalitet.
Skalbarhet
Den andra anledningen till att anpassad plastinsprutningsgjutning Kina är mycket populär är skalad. Kinesiska tillverkare kan hantera små partier som ska användas vid prototypning eller en storskalig produktionskörning beroende på vilken mängd ett företag kan behöva. Detta ger företag lätthet att växa och utvecklas utan att behöva oroa sig för produktionsbegränsningar.
Kostnadsfaktorer att ta hänsyn till
Anpassad formsprutning av plast i Kina har ett pris som varierar beroende på ett antal faktorer:
- Komplexitet i formkonstruktionen
- Typ av material
- Produktionsvolym
- Specifikationer för ytbehandling
Även om de första kostnaderna för formen kan vara dyra, kommer massproduktion att spara mycket pengar på enhetspriset, så anpassad formsprutning av plast kommer att vara extremt kostnadseffektiv.
Anpassad formsprutad plast Användningsområden
Injicerad plast Anpassad formsprutad plast hittar breda applikationer i olika branscher i olika avseenden eftersom de kan tillverkas med precision enligt behoven och är hållbara eftersom de lätt kan användas i olika applikationer. Anpassad plastformsprutning är en nödvändig lösning för dagens industrier eftersom det är en flexibel metod för att producera kvalitetsprodukter som är specifika för många applikationer.
Fordonsindustrin
Fordonsindustrin är ett av de viktigaste områdena där anpassade formsprutade plaster används. Tillverkare använder dessa plaster för att tillverka delar av instrumentpaneler, stötfångare, interiörlister och motordelar. Den anpassade formsprutningen av plast i Kina gör det möjligt för fordonsföretagen att vara mycket exakta och konsekventa, vilket är viktigt när det gäller säkerhet och prestanda.
Medicintekniska produkter
De anpassade tjänsterna för formsprutning av plast används inom den medicinska sektorn där de används för att tillverka delar av kirurgiska instrument, diagnostisk utrustning samt medicinska förpackningar. Anpassad formsprutad plast är viktig inom sjukvården eftersom de kan producera sterila, exakta och långvariga delar med den viktigaste faktorn som är kvalitet och tillförlitlighet.
Elektronik
Elektronik är en annan stor industri som är beroende av anpassad formsprutning av plast. Sådana komponenter som höljen, kontakter, brytare och höljen produceras genom denna process. Plastinsprutningsgjutning Kina tillverkare i Kina kan erbjuda högkvalitativa produkter som kan passa de exakta specifikationerna som behövs med elektroniska enheter.
Förpackningslösningar
Formsprutad plast har utmärkt sig i förpackningar på grund av sin lätta vikt, kostnadseffektivitet och gjutning i komplexa former. De anpassade formsprutningstjänsterna för plast kan användas effektivt för att tillverka produkter inklusive flaskor, lock, behållare och skyddsförpackningar.
Hushållsprodukter
Formsprutning av plast används i stor utsträckning för att tillverka starka och attraktiva hushållsartiklar, såsom köksredskap, förvaringsbehållare etc. Detta kan göras på en storskalig produktion och kvalitet och konsistens säkerställs.
Anpassad plastformsprutning Kina är mångsidig och pålitlig vilket har gjort det till det föredragna valet av ett företag i olika branscher. Efter att ha tillhandahållit exakta, ekonomiska och skalbara tillverkningsprocesser gör anpassade formsprutade plaster det möjligt för företag att tillfredsställa sina produkter effektivt och effektivt.
De största fördelarna med anpassade tjänster för formsprutning av plast
Tjänster för formsprutning av plast kan anpassas för att ge ett brett utbud av fördelar för företag som söker högkvalitativa, tillförlitliga och kostnadseffektiva tjänster inom tillverkning.
Hög precision och noggrannhet
Precision är en av dess främsta fördelar. Anpassad formsprutning av plast används också när varje komponent måste tillverkas enligt en mycket specifik specifik specifikation, och även när en hög grad av konsekvens och kvalitet är nödvändig i produktionen.
Materialets flexibilitet
Tjänsterna erbjuder flexibilitet vid val av material. Tillverkarna kan använda ett stort antal olika plaster, vilket gör att företagen kan välja det lämpligaste materialet när det gäller hållbarhet, styrka eller viss funktionalitet.
Minskat avfall
Systemet är mycket effektivt och det minskar slöseriet med material. Detta gör anpassad plastformsprutningsbaserad porslin som en grön tillverkningsmetod men till lägre produktionskostnad.
Snabb produktion
När formen väl är tillverkad är den snabb och enhetlig att göra. Stora mängder anpassad formsprutad plast kan tillverkas på kort tid, vilket stöder såväl småskaliga som storskaliga tillverkare.
Fördelarna med det senare är det som gör anpassade plastformsprutningstjänster till en avgörande lösning för den moderna produkttillverkningen.
Valet av lämplig tillverkare i Kina
Processen att välja lämplig partner för att tillhandahålla anpassad plastinsprutningsgjutning Kina är mycket viktig. Här är några tips:
- Certifieringar och kvalitetsstandarder för kontroller.
- Titta igenom tidigare projekt och recensioner av kundfeedback.
- Tänk på deras erfarenhet av formsprutade specialplaster.
- Se till att det finns en fungerande kommunikation och facilitering.
En effektiv leverantör av personanpassade tjänster för formsprutning av plast har potential att påverka kvaliteten på din produkt i hög grad.
Slutliga tankar
Sammanfattningsvis är det uppenbart att anpassad plastinsprutningsgjutning Kina är en effektiv lösning för företag som vill uppnå både kvalitet och kostnadseffektiv tillverkning. Det är fortfarande en av de ledande preferenserna i världen på grund av modern teknik, professionalism och mångsidig produktion.
Med rätt val av partner och kunskap om processen kommer du att kunna dra full nytta av den anpassade formsprutningen av plast och tillverka långlivade, exakta och innovativa produkter.
Vanliga frågor och svar
1. Vad är anpassad plastinsprutningsgjutning?
Formsprutning av plast är en produktionsprocess där smält plast tvingas in i en form för att utveckla exakt formade komponenter och delar. Det är vanligt förekommande i branscher som fordons-, elektronik- och medicintekniska produkter.
2. Varför är anpassad plastinsprutningsgjutning Kina vägen att gå?
Anpassad formsprutning av plast Kina är kostnadseffektiv med högteknologi, kvalificerad arbetskraft och uppskalad produktion som är lämplig i både små och stora tillverkningsprojekt.
3. Vilka är de material som kan användas i formsprutad plast?
Några av de material som tillverkarna kan använda för att uppfylla individuella krav på produkterna är ABS, polypropen (PP), polyeten (PE), polykarbonat (PC) och nylon (PA).
4. Vad är den genomsnittliga varaktigheten för processen för anpassad plastinsprutningsgjutning?
Den tid som krävs för att tillverka en form beror på formens komplexitet, materialval och antal batcher. När formen är förberedd är det möjligt att tillverka anpassad formsprutad plast på kort tid och i regelbundna kvantiteter.
5. Vilka är fördelarna med att använda anpassade tjänster för formsprutning av plast?
Bland fördelarna är hög noggrannhet, plastens smidighet, mindre slöseri, snabb tillverkning och billig produktion som gör anpassad plastinsprutning Kina till det bästa alternativet bland företag i världen.