Wire EDM machining services are important to businesses all over the world in order to maintain uniformity, minimize waste and enhance efficiency in production. This technology can make you make more production decisions, regardless of whether you are a small business or a large manufacturer. Parts of high precision and complicated design are needed in industries including aerospace, automotive, medical, and electronics. In this regard, wire EDM machining services are required. The technique of high precision machining enables the manufacturer to make ultra detailed parts with high precision.
Wire EDM is also a process that does not require direct contact with the materials to be machined unlike traditional cutting methods which make use of electrical sparks to cut the material shape. This is suitable when handling hard metals and sensitive components.
What Are Wire EDM Machining Services?
The wire EDM machining services are a special type of manufacturing process where a fine conductor, an electrically charged wire, is employed to slice a conductive material. This is done through the creation of controlled electrical sparks that cut the material creating accurate cuts.
Among the advantages that come about as a result of this process, there is the fact that there is no physical contact between the material and the tool. This would remove mechanical stress and minimize the chances of deformation. This means that wire EDM machining is ideal in the manufacture of complicated shapes and delicate parts.
The wire employed in this operation is of a metallic kind of brass or copper and is usually fed continuously through the work piece. The machine is operated with the help of a computer system, which guarantees accuracy and repeatability. Such level of control enables manufacturers to manufacture complex shapes which would have been hard or impossible to manufacture using the traditional machining processes.
How Wire EDM Technology Works?
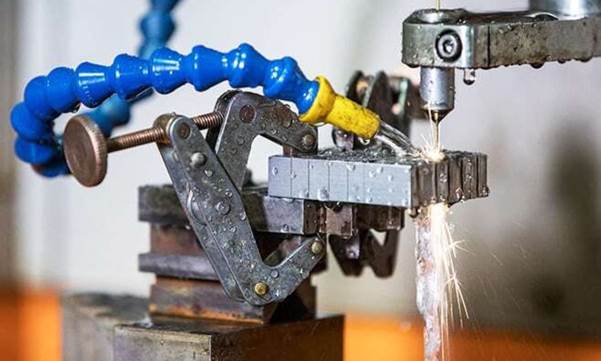
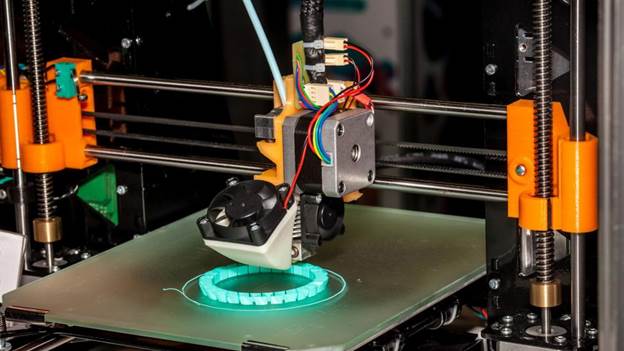
Wire EDM technology has the ability to work on the basis of electrical discharge machining. This is done by three principal parts, which include the wire electrode, workpiece and a dielectric fluid. Dielectric fluid which is typically deionized water is an insulator and regulates the electrical discharge.
Sparks are created between the work-piece and the wire when voltage is applied. These sparks burn and evaporate bits of the material and cut through it. The process is very controlled thus giving it a high level of precision and smooth finishes.
Manufacturers choose wire EDM machining services since they are able to produce tight tolerance often in the micron range. This renders this process the best on industries that require precision. Also, the computer-controlled systems are used and this means that there would be consistency in the outcomes of various production runs.
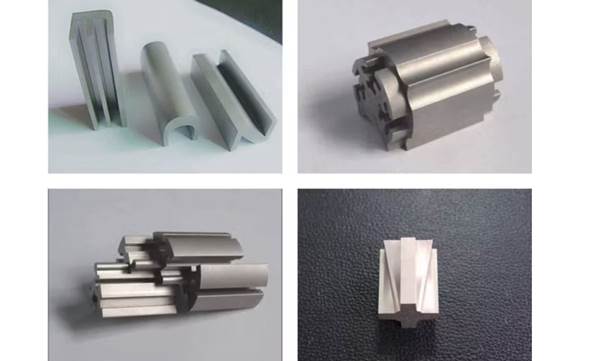
Importance of Wire EDM Machine Parts
Any EDM machine largely relies on how quality the parts are. Wire EDM machine parts are of high quality which guarantees smooth operation and quality results. These components consist of wire electrode, guides, power supply and the control system.
Quality wire EDM machine components can be used to ensure the process of cutting is stable. They also help minimize the probability of machine breakdown and enhance the overall productivity. The flow of investing in quality of its parts will guarantee that the machine will run smoothly and produce reliable results.
Besides, the parts of the advanced wire EDM machines are made in order to increase the precision and durability. The modern machines are made using better materials and technologies to better its performance and decrease the maintenance needs. This renders them an important resource to any production enterprise.
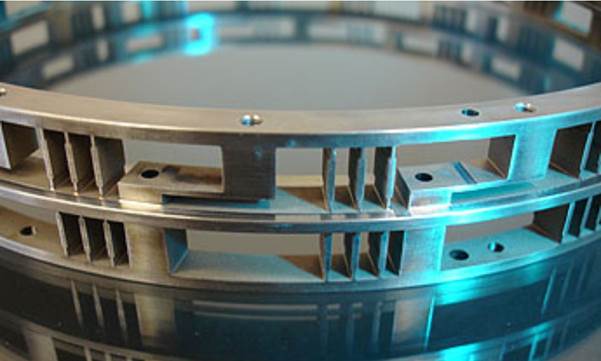
The most important advantages of wire EDM Machining
Manufacturers have numerous reasons as to why they opt to use this technology as opposed to using traditional machining techniques. Among the largest strengths is the fact that it is capable of producing highly accurate and intricate parts. It is a fact that wire EDM machining services provide high accuracy even with the most complicated designs.
The other significant advantage is that this process would give very good surface finish. Wire EDM does not leave rough edges and burrs unlike conventional cutting methods. This saves time and costs and lowers the number of finishing processes to be done.
The fact that the process is not contractual is also an added benefit. It does away with mechanical stress, which may cause damage to fragile parts. This renders the wire EDM machining services as the best in dealing with thin or delicate materials.
Moreover, it is very versatile and may be applied on a vast variety of conductive materials, such as steel, aluminum, titanium, and the others. This flexibility enables it to be applicable in different industries and applications.
Anvendelser på tværs af brancher

Wire EDM has made a lot of inroads in various industries owing to its accuracy and flexibility. It is also applied in the aerospace industry to make complex parts that are very accurate. There are also stringent quality requirements of these parts and wire EDM is the best solution.
The process is applied in the medical industry in the production of surgical tools and implants. These parts must be of accurate size and finishes to be of a smooth type so that they are safe and effective. Wire EDM technology facilitates easy fulfillment of these requirements.
This technology is also useful in the automotive industry. It is employed to manufacture engine parts, transmission parts and other important parts. Its capability to make high-detailed durable components qualifies it as a crucial tool to the manufacturers.
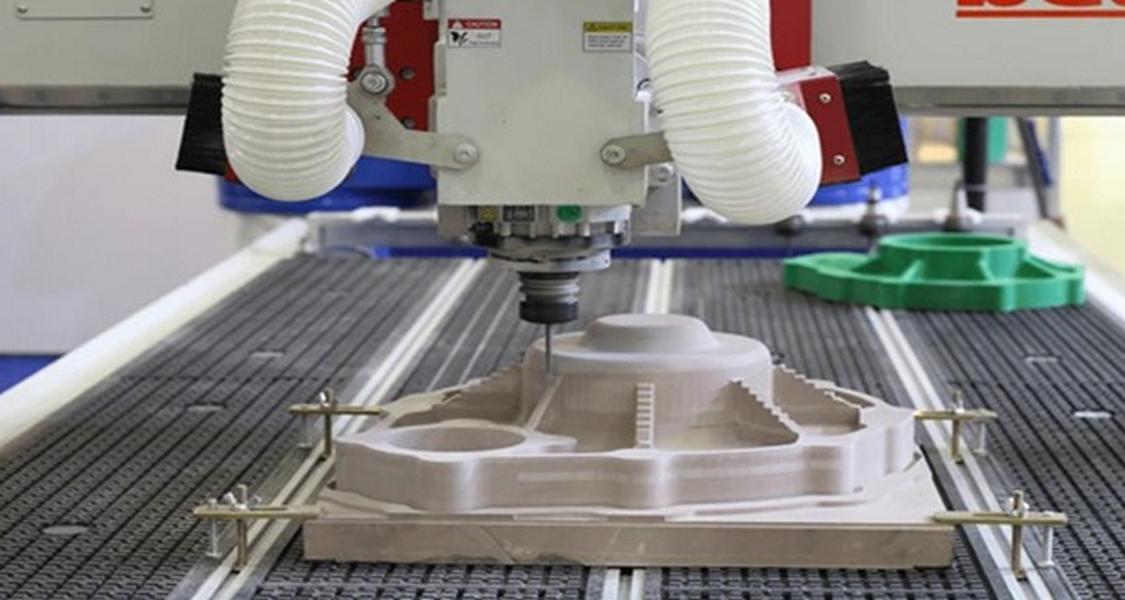
Also, wire EDM is common in tool and die making. It enables production of molds and dies of complex shapes and fineness. This assists in enhancing production processes in terms of quality and efficiency.
Materials Used in Wire EDM Machining
The wire EDM has been particularly developed to cut electrically conductive materials. This renders it to be applicable in various metal types of industrial use. Some of the common materials are hardened steel, stainless steel, aluminum, brass, copper and titanium.
Among the greatest benefits of this process is the fact that material hardness has no influence on the cutting ability. It is even possible to shape such extremely hard metals with high precision. That is why manufacturers rely on wire EDM machining services to do such applications which require a lot of effort where conventional tools cannot perform.
The flexibility of production also rises as a result of being able to work with various materials. Wire EDM can accommodate all types of requirements, be it prototypes or mass production.
Wire EDM vs Traditional Machining Methods
There are a number of differences that are evident when comparing the wire EDM to traditional machining methods. Conventional processes comprise the physical contact between the material and cutting tool. It may result in wear and tear and also it may cause deformation of the workpiece.
Wire EDM on the other hand is a non-contact process. This implies that the material is not stressed mechanically. It therefore gives cleaner cuts and preserves the integrity of component.
The other important difference is accuracy. The tolerances available with wire EDM are significantly smaller than those of conventional machining. This is why it is suitable in the business that needs very precise components.
Also, the wire EDM is able to produce complicated shapes and sharp edges that are not easily done with conventional tools. This ability provides it with a major edge in the contemporary production.
Role of Automation in Wire EDM
In the contemporary manufacturing, automation has gained a significant role in it and wire EDM has not been left behind. Modern machines will have computer numerical control (CNC) systems which can be programmed and operated with precision.

The automatic systems decrease the use of manual intervention and thus minimize errors and enhance uniformity. This also raises the speed and efficiency of production. Manufacturers are able to conduct numerous activities without much supervision, hence saving time and cost of labor.
The other advantage of automation is better repeatability. When a program is established, the machine has the ability to make the same parts of constant quality. This is particularly needed in large volumes of production where consistency is paramount.
Cost Efficiency and Production Benefits
Although it might appear that the wire EDM is very costly in the short term, it has quite substantial cost advantages in the long term. The high degree of precision minimizes and removes waste in the material used and also reduces the amount of rework. This results in savings on costs in general.
It is also used to remove further finishing in most instances. The cuts are smooth and accurate so that less polishing or grinding is required. This also minimizes the production time and cost.
In addition to that, modern machines and components are more robust which guarantees long-term reliability. Companies that make an investment on this technology will be able to enjoy the increased efficiency and the decreased maintenance expenses eventually.
Common Challenges and How to Overcome Them
As any production process, wire EDM has its difficulties. Among these is the problem of slower cutting speed than in traditional methods of machining. This however is usually countered with the high accuracy and lower finishing requirements.
The other limitation is the necessity of current bearing materials. Wire EDM cannot be used to work with non-conductive materials. The manufacturers should make sure that they get the right materials in their projects.
It is also important that machines are maintained. Frequent checking and changing of the parts are used to ensure the performance and avoidance of down time. It is possible to achieve efficiency by using quality parts and maintenance practices.
Quality Control in Wire EDM Machining
A manufacturing process is very critical in terms of quality control. The primary concern of wire EDM is precision and accuracy. Modern machines have a monitoring system that makes sure that it performs well.
The dimensions and tolerances are usually verified with the use of inspection tools, like coordinate measuring machines (CMM). These tools are used to assist in ensuring that every component is of the desired specifications.
The high norms of quality control that are followed assist in establishing trust with the customers and provides dependability in the performance of the end product. This is more so in such industries as aerospace, medical, and where serious consequences can be caused by even minor mistakes.
Customization and Design Flexibility
A highlighting aspect of wire EDM is that it can be used to deal with custom designs. The manufacturers are allowed to design shapes and elaborate patterns depending on specific needs. Such customization is hard to have with other machining processes.
The flexibility in design enables companies to be innovative and be able to produce new items. Engineers do not have to be concerned with the limitations of the tools because they can experiment with complex geometries. This creates new opportunities in developing products.
Regardless of whether it is a prototype or a final product, wire EDM gives the flexibility to support the varying requirements of the manufacturing process.
Miljøpåvirkning og bæredygtighed
The concept of sustainability is gaining relevance in the manufacturing industry. The wire EDM is an ecologically friendly process as opposed to most of the traditional methods. It is less wasteful and efficient in consumption.
Dielectric fluids that are used can be controlled and reused, thereby not having much impact on the environment. Also, accuracy of the process reduces waste of materials thus sustainable production practices. Wire EDM is a solution that may be taken into account by companies that plan to embrace eco-friendly manufacturing methods.
Tips for Maximizing Efficiency
Wire EDM is sensitive and using it requires some best practices in order to achieve the best results. To begin with, make sure to properly set and calibrate machines. This contributes to the creation of proper cuts and minimizes mistakes.
Second, apply fine quality materials and parts. This enhances efficiency and increases the life of the machine. The equipment should also be serviced regularly to ensure that they run well. Lastly, collaborate with seasoned same-sex practitioners. They can maximize production and get superior output with their knowledge.
Factors to Consider When Choosing a Service Provider
It is always important to choose the appropriate machining service in order to get the expected results. The experience and expertise of the provider is one of the initial conditions. An organisation that has a track record of success has a high likelihood of producing high quality outputs.
Quality of equipment and technology used also remains another important factor. Any modern machines and computer programs provide a higher level of accuracy and efficiency. This is the reason why most businesses are inclined to wire EDM machining services offered by the companies investing into the latest technology.
Customer support and communication are necessary too. An efficient supplier must be capable of knowing your needs and provide the answers to your needs. Effective communication prevents misunderstanding and smooth execution of a project.
Also, the cost and turnaround time. Affordability is also significant but it must not be at the expense of quality. The best choice is to select a provider that provides a balance between cost and quality.
Finding the Best Wire EDM Machining Near Me
Discovering wire EDM machining near me, one has to pay attention to a number of issues. The selection of the appropriate service provider may be a big determinant of the quality and success of your project. Find a firm that is experienced and up to date with equipment and has a good reputation in the business.
Local companies that provide wire EDM machining around my area are able to give quicker turnaround time and improve on communication. This is necessary particularly to projects that have a strict deadline. It is also possible to collaborate and control the quality of work with a nearby service provider.
The portfolio and customer feedback of the company should be checked before a decision is made. This will provide you with an impression of their abilities and trustworthiness. The choice of the correct provider in the wire EDM machining near me will help to be sure that your project is performed efficiently and to the highest quality.
Reasons Why China is the best choice in Wire EDM Machining
Besides the local requirements, China is also a promising location to be taken into account by a great number of businesses. Chinese manufacturers have been associated with a high quality, cheap, and high-technology.
Cost-effectiveness is one of the major strengths. Most of the companies in China tend to offer competitive prices, which do not affect the quality. This explains why they are a good option to businesses that want to lower the production expenses.
The other key consideration is good infrastructure. Most Chinese manufacturers have used the contemporary CNC and EDM machines hence they are able to work on complex design with high accuracy. They can handle small and large production runs making them very flexible to various project requirements.

A huge strength is also experienced in skilled Labor. China boasts of a high workforce that is skilled in precision machining hence ensuring high and reliable outputs. Besides, most firms ascribe to international standards of quality, and this aspect aids in ensuring the consistency of products.
Scalability and speed of production are also good features. The Chinese manufacturers are good in prototyping as well as in mass production because they can easily increase production depending on demand.
Comparing the local options with the international ones such as China, the businesses are able to select the best option based on their financial capacity, time constraints and quality of service.
Prospects of the wire EDM Technology.
The future of wire EDM technology is good, and it is able to keep advancing its capabilities. The modern machines are being made more efficient, precise, and user-friendly. The wire EDM machining services are becoming increasingly more affordable to both small and large businesses.
Digital integration and automation are also taking a major part in the development of such technology. The machining process could be better controlled and monitored using smart systems and software. This results in higher productivity and lower mistakes.
The relevance of the wire EDM technology will increase even more as industries are increasingly insisting on better accuracy and efficiency. Companies that embrace the technology have the ability to have competitive advantage and enhance their production mechanisms.
Konklusion
Conclusively, the services of wire EDM machining offer a proven and effective remedy towards accuracy in production. This technology has many advantages to other industries, starting with development of complex parts to the provision of smooth finishes. The quality of wire EDM machine parts is also high and guarantees consistency and long-term reliability.
In case you need machining, solutions which are both of high quality and are accurate then you can visit wire EDM machining near me and possibly find the service provider you want. With skilled personnel and technology, you will get good outcomes on your projects.
Wire EDM is still the future of the manufacturing industry as it provides unparalleled accuracy and flexibility. Its knowledge and use can assist companies in making wise decisions and remain competitive in the market.
Ofte stillede spørgsmål
1. What are the applications of wire EDM machining services?
Wire EDM machining services are utilized in producing very accurate and complicated parts made of metal. They are widely applied in such industries as aerospace, automotive, medical and electronics where precision and fine tolerances are necessary.
2. Which materials are cut with wire EDM?
Wire EDM is able to cut all conductive substances which are electrically conducting such as steel, stainless steel, aluminum, brass, copper and titanium. This renders it a hybrid to numerous manufacturing demands.
3. Which is the best wire EDM machining that I can select?
In the case of wire EDM machining near me, find a provider that has a high-tech equipment, trained workers, and customer feedback. Their previous projects should also be checked and it should be fully guaranteed that they are of quality.
4. Do performance parts of wire EDM machines matter?
Yes, good parts of wire EDM machine are necessary to produce good and consistent results. Good components enhance efficiency of the machine, minimize machine downtime, and offer long-term reliability.