
TPE-Umspritzung
Jetzt ist es an der Zeit, mit dem Umspritzen von thermoplastischen Elastomeren (TPEs) zu beginnen. TPEs wurden traditionell als Ersatz für Gummi verwendet, aber neue Trends auf dem Verbrauchermarkt haben die Idee des Überspritzens zu einer Tatsache in der Geschäftswelt gemacht. Die Nachfrage und die Trends auf dem Verbrauchermarkt nehmen zu: bessere Ergonomie und Haptik, Griffigkeit, Aussehen, Aufprallschutz, Schwingungsdämpfung und Isolierung. Die Designer von Konsumgütern setzen den Standard, den die Materialhersteller erfüllen müssen, indem sie Lösungen entwickeln, die gut aussehen und sich gut anfühlen und in anspruchsvollen Endanwendungen gut funktionieren.
In diesem Aufsatz geht es um die TPE-Umspritztechnik im Allgemeinen und um eine Gruppe von Materialien, die für die Entwicklung von Lösungen für diesen immerwährenden Trend verwendet werden können. Bei den starren Trägermaterialien sind Polypropylen (PP), Polyethylen (PE), Polystyrol (PS), hochschlagfestes Polystyrol (HIPS), Polyphenylenoxid (PPO), glykolmodifiziertes Polyethylenterephthalat (PETG), Acrylnitril-Butadien-Styrol (ABS) und teilkristalline polare Kunststoffe wie Polyester (PET, PBT) und Polyamid (Nylon 6, Nylon 66) einige Beispiele. Neue Technologien zum Mischen und Kompatibilisieren von Materialien haben es möglich gemacht, Produkte herzustellen, die auf diese verschiedenen Substrate aufgeformt werden können.

Beim Umspritzen von TPE auf starre Oberflächen sind viele Dinge sehr wichtig. Der erste und wichtigste Punkt ist die Wahl des TPE-Typs, der mit der starren Unterlage funktioniert. Wichtig sind auch das Umspritzverfahren (z. B. Insert- oder 2K-Moulding), die Art der Maschine, die Prozessbedingungen, die Aufbereitung des Materials, das Design des Teils und das Design der Form. Einzigartige Materialtechnologien, neue Teile- und Werkzeugdesigns und Verbesserungen in der Umspritztechnik werden die Designer auf Trab halten, damit sie die ständig wachsenden Bedürfnisse der Verbraucher nach Komfort, gutem Aussehen und Mehrwert erfüllen können.
TPE-Umspritztechnik
TPE-Umspritzung Beim Spritzgießen wird ein Material (Over-Mold) auf ein anderes Material (Substrat) aufgetragen. Das umspritzte Material sollte so auf dem Substrat haften, dass es in der Endanwendung hält und gut funktioniert. Beim Over-Molding werden keine Klebstoffe und Primer mehr benötigt, um TPEs auf harten Materialien zu befestigen. Die Overmolding-Technologie gibt den Designern mehr Freiheit, senkt die Produktionskosten und macht die Herstellung von Produkten einfacher. Multiple Material Moulding und Insert Moulding sind die beiden Hauptverfahren für das Overmolding.
Das Spritzgießen mit mehr als einem Material wird auch als Mehrfarben- oder Zweikomponenten-Spritzgießen bezeichnet. Abbildung 1 zeigt die Art von Werkzeugen, die verwendet werden. Sie haben zwei oder mehr Spritzeinheiten. Die Arme der Spritzgießmaschine können parallel zueinander oder rechtwinklig zueinander angeordnet sein. In der Form befinden sich zwei Sätze von Löchern. Ein Satz formt das Basismaterial, der andere Satz formt das Deckmaterial.
Das Two-Shot-Molding-Verfahren besteht aus zwei Schritten. Im ersten Schritt füllt der erste Zylinder die Löcher des Substrats. Sobald das Substrat abgekühlt ist, wird die Form geöffnet und die Seite, die sich bewegen lässt, wird um 180° gedreht, ohne dass das Substrat aus der Form kommt. Anschließend wird die Form geschlossen und das Material für die Überformung in den zweiten Zylinder eingespritzt. Die zweite Hälfte der Form wird auf der Seite, die stillsteht, gefüllt. Wenn das Überformmaterial auf beiden Seiten des Teils geformt werden muss, kann die Form die Teile zwischen zwei Sätzen von Löchern bewegen, anstatt sich zu drehen.
Maschinen mit rotierender Platte vs. Maschinen mit rotierender Matrize: Ein Drehteller auf dem zweiten Teil der Presse ist manchmal in die Maschine eingebaut, damit sie sich drehen kann. Wenn eine Drehplatte viermal separat verwendet wird, werden in der Regel Formhälften verwendet, die darauf montiert sind. Manchmal ist die Drehung in das Werkzeug selbst eingebaut, und es gibt nur zwei Formhälften, aber vier Sätze von Formlöchern.
Bewegen: Das Werkzeug im Core-Verfahren hat einen beweglichen Teil, der durch Hydraulik oder Luft angetrieben wird. Nachdem das erste Substrat eingespritzt wurde und Zeit zum Abkühlen hatte, zieht sich ein Formteil zurück und schafft so Platz für das TPE-Überformmaterial. Das TPE wird dann eingebracht, meist von der Seite des Lochs aus, die beim Zurückziehen des Einsatzes sichtbar ist. Diese Methode hat schnellere Zykluszeiten, mehr Kavitation und eine bessere Maschinenleistung. Das einzige Problem ist, dass nur eine konstante Dicke des TPE verwendet werden kann.

Insert Molding - Umspritzen von Einlegeteilen
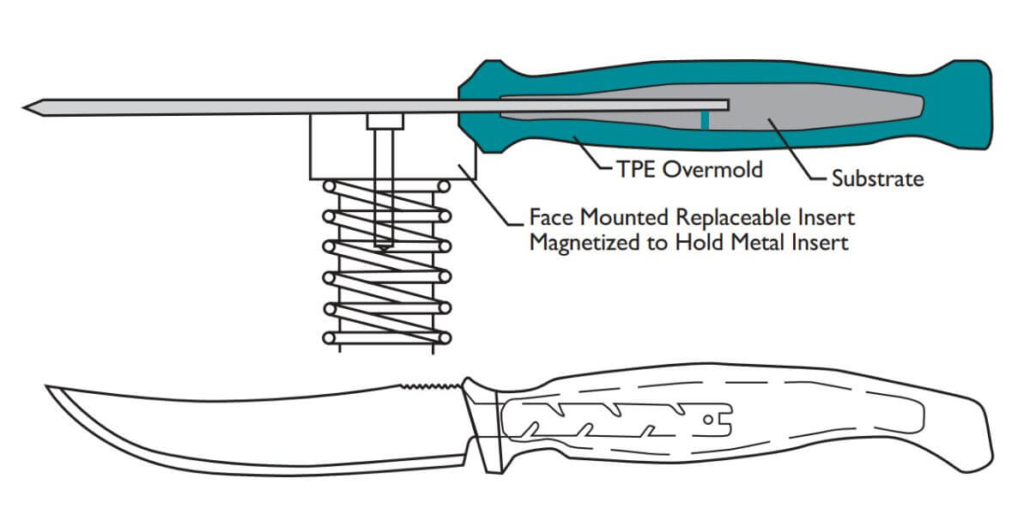
Beim Insert Molding wird ein hartes Kunststoffsubstrat oder ein Metallteil, das bereits geformt wurde, von einem Roboter oder einer Person in das Loch eingesetzt (Abbildung 2). Das zweite Material, das so genannte "Overmold", wird auf eine Seite des Einsatzes oder in anderen Fällen um das ganze Teil herum aufgetragen. Für das Einspritzgießen werden Standard-Spritzgießwerkzeuge verwendet.
Drehen oder verschieben? Tischspritzguss: Eine horizontale Spritzeinheit oder ein Roboter wird verwendet, um ein Substrat zu formen oder einen Einsatz in die zweite Kavität in der ersten Position zu setzen. Der Tisch fährt oder dreht sich zur nächsten Station, wo eine weitere horizontale oder vertikale Spritzeinheit das TPE einbringt. Sie können einen heißen Anguss verwenden oder den Angusskanal an der Spaltlinie anbringen. Eine dritte Drehung des Tisches der Dreheinheit führt zu einer Entladestation, wo das fertige zweiteilige Teil ausgestoßen wird.
TPE-Umspritzverfahren
Welches der möglichen Verfahren und Formdesigns zum Einsatz kommt, hängt von dem gewählten Material, den Arbeitskosten, den verfügbaren Werkzeugen und Maschinen sowie der Wirtschaftlichkeit der Herstellung einer großen Anzahl von Formen ab. Handelt es sich bei dem Einsatz nicht um einen thermoplastischen Kunststoff, muss das Spritzgussverfahren angewendet werden. Wenn Sie nur eine kleine Menge des Kunststoff- oder Metallsubstrats benötigen, die Arbeitskosten vor Ort niedrig sind und Sie die Kosten für die Werkzeuge niedrig halten müssen, sollten Sie sie von Hand einlegen. Bei größeren Arbeitsmengen können Pendelwerkzeuge eingesetzt werden. Wenn der Arbeitsaufwand die Kosten rechtfertigt, können robotergestützte Einsätze und Drehtischwerkzeuge verwendet werden. Wenn Sie viele Teile herstellen müssen oder die Arbeitskosten an Ihrem Wohnort hoch sind, sind Zweistoff-Formmaschinen für Kunststoffsubstrate am besten geeignet. Für die höchsten Produktionszahlen und die am besten aussehenden Teile sind Heißkanalsysteme mit Nadelverschlüssen am besten geeignet.
Überlegungen zum Design von umspritzten Teilen
Bei der Gestaltung von Overmoldings gibt es viele verschiedene Aspekte, und in diesem Beitrag werden einige allgemeine Aspekte behandelt, die zu beachten sind.
Für klebbare TPEs gelten strengere Regeln als für herkömmliche TPEs, was die Materialien betrifft. Das Gleiche gilt für die Herstellung von Teilen. Bei der Konstruktion von zweiteiligen Teilen muss man sich Gedanken darüber machen, wie die beiden verschiedenen flexiblen Materialien schrumpfen werden, was sich von der Konstruktion einteiliger Teile unterscheidet. Beide haben ihre eigenen Anschnitt- und Angusssysteme, die je nach den Eigenschaften des verwendeten Materials angepasst werden müssen.
Um eine optimale Zykluszeit zu erreichen, sollten die dünnen Wände der Basis und der Überformung so gleichmäßig wie möglich sein. In den meisten Fällen lassen sich Wandstärken zwischen 1 mm und 3 mm gut verbinden. Wenn das Teil dicke Bereiche benötigt, sollten diese entkernt werden, damit das Teil nicht zu stark schrumpft und um Zykluszeit und Gewicht zu reduzieren. Um Fließprobleme wie Hinterfüllungen und Gaseinschlüsse zu vermeiden, sollten Änderungen der Wanddicke langsam vorgenommen werden. Das Hinzufügen von Kreisen (mindestens 0,5 mm) an scharfen Ecken kann dazu beitragen, die Spannung in diesem Bereich zu verringern. Tiefe dunkle Taschen oder Rippen, die sich nicht öffnen lassen, sollten vermieden werden. Lange Züge sollten einen Zug von 3 bis 5 Grad haben, damit der Ball besser herauskommt. Tiefe Hinterschneidungen können mit Überformmassen hergestellt werden, allerdings nur, wenn beim Öffnen der Form ein Vorlaufkern verwendet wird, das Teil keine scharfen Kanten aufweist und das Elastomer sich beim Herauskommen aus der Form biegen kann.
Die meisten TPE-Mischungen schrumpfen beim Formen in Fließrichtung ziemlich stark, in Querfließrichtung jedoch nur wenig. Dies kann dazu führen, dass das Überspritzungsmaterial stärker schrumpft als das Trägermaterial, wenn das Teil aus dem Werkzeug entnommen wird. Dies kann dann dazu führen, dass sich das Substratteil verzieht oder verbeult, und zwar im Allgemeinen in Fließrichtung des Umspritzmaterials. Dies gilt insbesondere für Teile, bei denen das Trägermaterial dünner ist als das Umspritzungsmaterial oder bei denen ein Trägermaterial mit geringer Steifigkeit verwendet wird. Dies kann teilweise durch die Verwendung von Basismaterialien mit höherem Modul und das Hinzufügen von Versteifungsrippen zum Substrat behoben werden. Es ist auch hilfreich, dünnere Schichten und eine Überspritzungsqualität mit geringerer Härte zu verwenden. Eine Verschiebung des Anschnitts, um das Fließmuster des TPE zu verändern, könnte ebenfalls helfen.
Zur Messung von TPE-Materialien wird die Shore-Härte verwendet, d. h. die Widerstandsfähigkeit eines Materials gegenüber Beulen auf einer Formplatte mit einer Mindestdicke von 6,3 mm (ASTM D2240). Ein Artikel mit einer geringeren Härte fühlt sich von außen weicher an, auch wenn er die gleiche Dicke hat. Da jedoch nur die dünne Haut des TPE überspritzt wird, beeinflusst die harte Unterlage darunter, wie weich es sich anfühlt. Bei einem Härtetest zeigt ein kleinerer Eindruck, dass der Stein härter ist, auch wenn die Haut weich ist. Wenn die Gummiüberformung auf beiden Seiten der Teile (A und B) erfolgen soll, müssen zwei Materialformen verwendet werden, die sich zwischen den Formabschnitten bewegen können.Um eine glatte Schicht auf einem Teil oder die gesamte Seite eines einfachen Teils herzustellen, sollten Sie zwei Materialformen mit beweglichen Kernen verwenden. Die Ausstoßleistung kann sehr hoch sein, je nachdem, wie dick die Wände des Elastomers und des Substrats sind.
Wie TPE an technischen Thermoplasten haftet
Es gibt viele Faktoren, die die Haftung von hartem technischen Kunststoff und weichem Gummi beeinflussen können. Um spezifische Beziehungen zwischen Materialien aufzubauen, ist es wichtig, dass die Oberflächenenergien beider Materialien gleich sind. Die Fähigkeit von TPE, an einer Oberfläche zu haften, ist ein weiterer wichtiger Faktor. Damit bestimmte Reaktionen zwischen dem TPE und dem Substrat stattfinden können, müssen sie sich sehr nahe kommen und die Oberfläche muss nass sein. Die Art der Theologisierung der TPEs, wie in Abbildung 3 dargestellt, bestimmt, wie sie benetzt werden. Overmolding-Materialien haben keine sehr hohe Viskosität. Sie sind außerdem scherempfindlich und zeigen ein scherverdünnendes Verhalten.
Die Abbildung unten zeigt, dass die Viskosität bei hoher Fließgeschwindigkeit am unteren Ende des Bereichs liegt. Dies trägt dazu bei, dass das TPE in dünnwandige Bereiche läuft und diese ausfüllt, wie es beim Umspritzen üblich ist.

Die Chemie des TPE und die Art des Industriekunststoffs haben einen großen Einfluss auf die Benetzungseigenschaften. Neben den Haftungseigenschaften spielen auch die Diffusions- und viskoelastischen Eigenschaften des Elastomers eine Rolle. Der Punkt, an dem das TPE und der steife Untergrund zusammentreffen, ist sowohl für die Haftfestigkeit als auch für die Art des Versagens, das entweder kohäsiv (C) oder adhäsiv (A) sein kann, sehr wichtig. Wenn man nach Anzeichen für eine starke Verbindung sucht, ist das kohäsive System in der Regel der beste Weg, dies zu erkennen. Aber ein schwaches TPE mit nur mäßiger Haftfestigkeit kann den Anschein erwecken, dass die Verbindung stark ist. Es gibt Fälle, in denen eine gute Bindung besteht, auch wenn der Klebstoff versagt. Es gibt drei Arten von Prozessen an der Kontaktstelle, die dazu beitragen können, dass das starre Substrat und das weiche thermoplastische Elastomer zusammenkleben. Diese sind in der folgenden Abbildung zu sehen.

Das Design macht die mechanische Verbindung möglich. Es wird keine echte Verbindung zwischen den beiden Oberflächen hergestellt, aber jedes TPE funktioniert in diesem Fall. Der zweite Weg funktioniert, weil das Substrat und das umspritzte TPE-Material chemisch kompatibel sind. Die chemische Kompatibilität beruht auf den Oberflächenenergien, die damit zusammenhängen, wie gut Substrat und TPE aneinander haften. Wenn das Formverfahren und die Temperatur stimmen, kann sich eine Grenzfläche bilden, an der sich die Moleküle des Grundmaterials und des überspritzten Materials vermischen. Eine Grenzfläche kann mit einem styrolhaltigen TPE oder einem olefinischen TPE gebildet werden, das auf Polyethylen als Basis geformt wurde. Der dritte Weg kann in das TPE eingebaut werden. Der Klebeprozess besteht aus spezifischen polaren Wechselwirkungen oder chemischen Reaktionen zwischen den Gruppen des TPE und dem starren Substrat.
Mit einem "90-Grad-Schältest" lässt sich feststellen, wie stark die Verbindung zwischen dem TPE und dem Industriekunststoff ist. Wir haben die ASTM D903-Methode für Kunststoffe geändert, um zu testen, wie gut weiches TPE auf hartem Thermoplast haftet. Für die Tests wird eine geformte Unterlage mit einer darauf geformten TPE-Hauteinlage verwendet. Mit einem Instron-Spannungsprüfgerät wird ein ein Zoll breiter TPE-Streifen im rechten Winkel zur Basis geschnitten und gezogen. Er wird auf dem Rad fixiert, so dass der 90-Grad-Winkel gleich bleibt, während der Gummi gezogen wird. Die Haftfestigkeit wird durch die Kraft bestimmt, mit der das Elastomer von der Unterlage weggezogen werden kann. Diese Kraft liegt in der Regel über 2 Zoll. Sie wird in zwei Gruppen eingeteilt, je nachdem, ob sie aufgrund von Adhäsionsbruch (A) oder Kohäsionsbruch (C) versagt. Adhäsives Versagen bedeutet, dass keine TPE-Rückstände auf dem Material verbleiben. Bei den angegebenen Zahlen handelt es sich um den Durchschnitt von drei verschiedenen Untersuchungen zur Adhäsion. Da der Kunde ein bestimmtes Maß an Adhäsion wünscht, haben wir beschlossen, dass eine Adhäsionszahl von mehr als 12 pli gut genug ist.
Heute besteht ein großes Interesse am Umspritzen von TPEs auf starre Substrate, insbesondere für Marktgüter, die sich weich anfühlen sollen. Neue TPEs werden auf eine wachsende Zahl von Trägermaterialien umspritzt. Dies gibt den Designern mehr Gestaltungsfreiheit und die Möglichkeit, ihre Produkte in einem Markt voller "Me-too"-Kopien hervorzuheben.
TPEs sind sehr berühmt, weil sie den Verkauf am Point of Sale unterstützen. Heutzutage haben die Menschen in den Geschäften eine riesige Auswahl an Waren, und die Unternehmen, die Waren herstellen, wollen ihre Produkte hervorheben. Es gibt viele gute Gründe, sich für ein Produkt mit einem TPE zu entscheiden Umspritzen Oberfläche, wie z. B. neue Farben, Texturen, Muster und Komfort. Für viele Menschen fühlt sich eine "warme", weiche Oberfläche besser an als eine harte Plastikoberfläche. Und Dinge, die wie Gummi aussehen und sich auch so anfühlen, werden oft als wertvoller angesehen. Die Menschen sind schlauer, wenn es darum geht, Waren zu finden, die sich besser an ihren Körper anpassen und Vibrationen reduzieren, da sie jetzt mehr über Ergonomie und die Zunahme von Gelenküberlastungsschäden wissen. Überspritzte TPEs können auch aus anderen Gründen als Haptik und Benutzerfreundlichkeit nützlich sein. Einige Beispiele dafür sind ein sicherer, fester Griff in nassen Bereichen, wasserdichte Dichtungen, eingegossene "Bumper" zum Schutz vor Stößen und zur Verhinderung eines vorzeitigen Bruchs sowie die Reduzierung von Vibrationen.

")




")



Hinterlasse einen Kommentar
An der Diskussion beteiligen?Hinterlasse uns deinen Kommentar!