Le moulage par injection plastique utilise des inserts en laiton pour offrir des raccords filetés solides, fiables et réutilisables. Les composants fabriqués avec précision sont intégrés dans des pièces en plastique pour améliorer la fiabilité structurelle et leur permettre de résister à des contraintes et à des conditions de charge plus élevées. Comparé à d'autres métaux, le laiton est usinable, résistant à la corrosion et présente une bonne conductivité thermique, ce qui en fait un matériau de choix pour la fabrication d'inserts de moulage par injection dans différents secteurs tels que l'industrie automobile, l'électronique, les appareils médicaux et l'aérospatiale. Différents types d'inserts en laiton conviennent à différentes applications. Les boîtiers électroniques et les pièces automobiles nécessitent une fixation sûre à l'aide d'inserts filetés ; les inserts à enfoncer sont utilisés lorsque le coût est plus important et pour les applications à faible charge. Les inserts thermofixés et ultrasoniques assurent une forte rétention par liaison thermique, tandis que les inserts moulés offrent une résistance maximale en étant encapsulés lors du moulage en plastique. Les inserts moulés offrent une résistance maximale en étant encapsulés pendant le moulage du plastique. Cela inclut un format d'inserts moletés, avec des crêtes qui offrent une meilleure prise et une meilleure résistance à l'arrachement pour les fixations à haute résistance.
Des techniques spéciales sont nécessaires pour installer les inserts en laiton afin qu'ils soient durables et solides. Le montage à la presse, le piquetage à chaud, l'insertion par ultrasons et les techniques de moulage permettent d'intégrer les inserts dans les pièces en plastique nécessaires à l'application. La méthode choisie dépend des propriétés du matériau, des exigences de charge et du volume de production. Une gamme d'inserts en laiton est disponible dans différents types de filets tels que BSW, UNC, UNF, BSP, NPT et ISO pour diverses applications industrielles. Pour ces raisons, ils sont des composants importants dans la fabrication moderne, et sont résistants à la corrosion, offrant une conductivité supérieure et un bon rapport coût-efficacité. Les inserts en laiton sont largement utilisés par les fabricants de connecteurs électroniques, d'appareils médicaux et de composants automobiles pour prolonger de manière significative la durée de vie et la fiabilité des pièces en plastique et constituent notre meilleure solution pour la fixation et les assemblages répétitifs.
Cet article traite des inserts en laiton pour le moulage par injection de plastique, des types d'inserts en laiton, des caractéristiques, de la manière d'installer les inserts en laiton, des avantages et de leurs applications industrielles.
Qu'est-ce qu'un insert en laiton pour le moulage par injection de plastique ?

Les inserts en laiton pour le moulage par injection de plastique comportent un petit métal de précision qui est placé dans les pièces en plastique pour assurer la sécurité des raccords filetés. Ces inserts offrent une meilleure résistance à l'arrachement que les autres inserts en permettant aux composants en plastique de supporter des contraintes et des conditions de charge plus élevées.
Les inserts peuvent être fabriqués en laiton, un excellent matériau dans la mesure où il est facile à usiner, résistant à la corrosion et doté d'une conductivité thermique élevée. Le laiton est une très bonne option qui peut offrir un équilibre parfait entre la résistance et le prix par rapport à d'autres métaux. Le laiton est donc la meilleure option pour le moulage par injection d'inserts en laiton.
Types d'inserts en laiton pour le moulage par injection
Il existe plusieurs modèles et configurations d'inserts en laiton qui conviennent à une application particulière. Toutefois, les types les plus couramment utilisés sont les suivants :
1. Inserts filetés en laiton

Les filets internes de ces inserts permettent de visser des vis et des boulons à l'intérieur des composants en plastique et de les fixer solidement. Ils sont généralement utilisés dans les boîtiers électroniques, les pièces automobiles et les produits de consommation où le démontage et le remontage sont fréquents.
2. Insert en laiton à emboîter

L'insert à enfoncer est appliqué avec des forces mécaniques pour presser l'insert à enfoncer dans des trous pré-moulés ou pré-percés dans des composants en plastique. Ils ont une bonne rétention et constituent une solution peu coûteuse pour les applications où une résistance élevée à l'arrachement n'est pas nécessaire.
3. Inserts en laiton trempés à chaud

L'énergie thermique est utilisée pour installer les inserts thermofixés, l'installation ramollissant le plastique autour de l'insert, qui peut alors être solidement encastré. Lorsque le plastique se refroidit, l'insert devient plus dur et lutte contre le plastique en formant une liaison très solide et permanente.
4. Inserts ultrasoniques en laiton

L'insertion par ultrasons utilise des vibrations à haute fréquence pour générer de la chaleur qui fait fondre le plastique et permet l'insertion de l'insert en laiton. Cette façon de former le lien permet un positionnement très précis et une très bonne tenue, convenant particulièrement aux travaux de haute précision.
5. Inserts en laiton moulés

Les inserts moulés sont placés à l'intérieur du moule d'injection où le plastique est injecté. L'insert est complètement encapsulé dans le plastique, ce qui lui confère une rétention maximale. Cette méthode est couramment utilisée dans les applications de moulage par injection d'inserts en laiton avec une résistance et une durabilité maximales.
6. Inserts moletés

Les inserts en laiton dotés d'un motif de crêtes ou de molettes à l'extérieur pour améliorer l'adhérence et la rétention à l'intérieur des pièces en plastique sont appelés inserts moletés. Il s'agit de filets qui peuvent être largement utilisés dans le moulage par injection de plastique, ce qui permet d'obtenir des inserts sûrs et résistants à l'usure. Ils sont conçus pour offrir une meilleure résistance à l'arrachement et conviennent donc parfaitement à la fixation à haute résistance dans de nombreuses industries.
Processus étape par étape pour l'installation d'inserts en laiton dans le moulage par injection de plastique

Dans le moulage par injection de plastique, les inserts en laiton sont importants, car ils offrent des filetages solides et réutilisables pour la fixation. Il est également important de choisir la bonne méthode d'installation afin que l'installation dure longtemps, que la structure soit solide et que la fonctionnalité soit appropriée. Vous trouverez ci-dessous un guide détaillé, étape par étape, sur la manière d'installer des inserts en laiton à l'aide de différentes techniques.
Méthode 1 : Installation par emboîtement
Il s'agit de la méthode la plus simple, dans laquelle une force mécanique est utilisée pour pousser l'insert en laiton dans un trou prépercé ou moulé.
Étapes
1. Percez ou moulez le trou : Percez ou moulez le trou légèrement plus petit que l'insert en laiton pour un ajustement serré.
2. Positionner l'insert en laiton au-dessus du trou et aligner l'insert.
3. Utilisez une presse, un marteau ou une presse à arbre pour forcer l'insert à se mettre en place. Cette méthode donne de meilleurs résultats si l'on applique une force importante.
4. Une bonne tenue : L'insert doit s'appuyer sur la surface et ne pas bouger.
Utilisations : Pour des applications rapides et peu coûteuses où une résistance élevée à l'arrachement n'est pas nécessaire.
Conseils supplémentaires
- Veillez à ce que les trous soient de taille adéquate afin d'éviter qu'ils ne se détachent.
- Ne pas exercer une force excessive car cela pourrait endommager le plastique.
- Cette méthode convient aux applications à faible charge dans le domaine de l'électronique grand public et des pièces en plastique léger.
Méthode 2 : Installation d'un piquetage à chaud
La chaleur ramollit le plastique et l'insert en laiton est solidement fixé.
Étapes
1. Percez ou moulez un trou : la taille du trou doit correspondre à celle de l'insert.
2. Chauffez l'insert en laiton : Pour chauffer l'insert en laiton, il est possible d'utiliser une thermosoudeuse, un fer à souder ou une presse chauffante.
3. Appuyez sur l'insert pour le mettre en place : Pressez doucement l'insert chauffé dans le plastique ramolli.
4. Refroidissement : Laisser le plastique refroidir autour de l'insert afin de lier le plastique et l'insert pour créer une liaison solide et permanente.
Il convient parfaitement aux applications qui nécessitent une forte rétention et une grande résistance à l'arrachement.
Conseils supplémentaires
- Ne pas surchauffer l'insert, car une chaleur trop importante endommagerait la structure en plastique.
- C'est une bonne méthode pour les composants automobiles, les boîtiers en plastique et la fabrication d'appareils électroménagers.
- Le piquetage à chaud offre une meilleure résistance que le montage à la presse, mais il nécessite un équipement supplémentaire.
Méthode 3 : Insertion par ultrasons
Les vibrations ultrasoniques sont utilisées pour chauffer le plastique jusqu'à une température de fusion, faisant fondre le plastique pour le fixer solidement.
Étapes
1. Préparer le trou : Percez ou moulez un trou légèrement plus petit que l'insert en laiton.
2. Insérer sur le trou : Placer l'insert en laiton sur le trou.
3. Des vibrations ultrasoniques sont appliquées : Une soudeuse à ultrasons est utilisée pour chauffer le matériau grâce à des vibrations à haute fréquence.
4. Le plastique ramolli s'insère dans l'insert : Le plastique s'écoule autour de l'insert.
5. Solidifier et refroidir : Une fois les vibrations arrêtées, durcir le plastique pour fixer l'insert.
Idéal pour : Applications de haute précision telles que l'électronique, l'aérospatiale et les appareils médicaux.
Conseils supplémentaires
- Le processus d'insertion par ultrasons est rapide et efficace pour la production de grands volumes.
- Il offre une adhérence équivalente et fiable aux pièces petites et délicates.
- La fréquence doit être correctement réglée pour éviter d'endommager le plastique et pour obtenir une répartition uniforme de la chaleur.
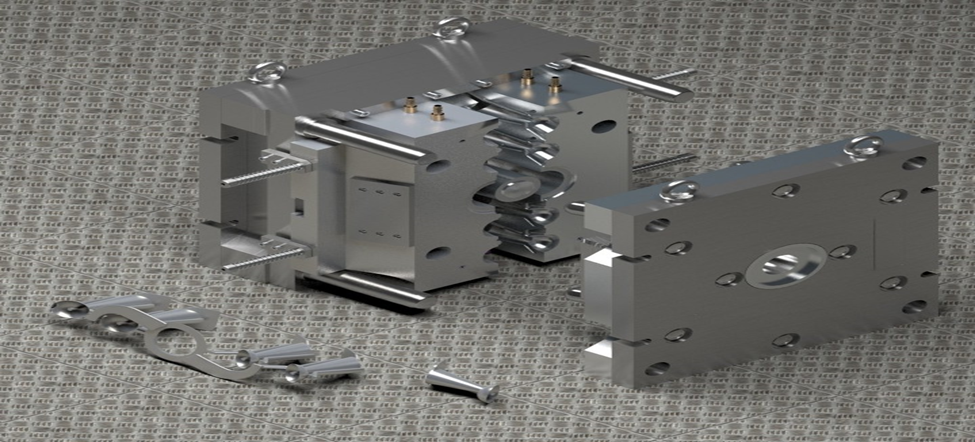
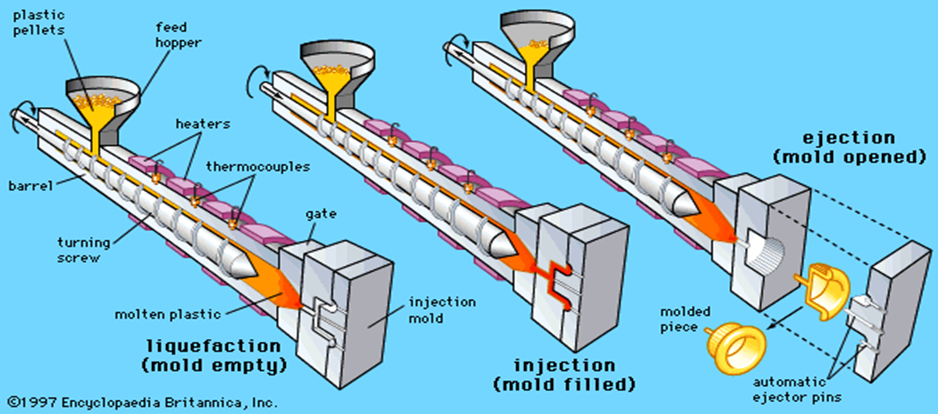
Méthode 4 : Installation par moulage
Il s'agit de la méthode la plus sûre, car les inserts en laiton sont placés dans le moule avant l'injection du plastique.
Étapes
1. Placer l'insert en laiton dans le moule : Placez l'insert en laiton dans la cavité du moule de manière à ce qu'il soit correctement positionné.
2. Plastique : L'insert est injecté dans le plastique, qui s'écoule autour de lui et l'enveloppe complètement.
3. Rétention maximale : Le plastique se solidifie autour de l'insert, ce qui permet le refroidissement.
4. Éjection de la pièce finie : La pièce finale en plastique est éjectée avec l'insert incorporé de façon permanente.
Pour : Les applications les plus lourdes qui nécessitent les niveaux de rétention les plus élevés.
Conseils supplémentaires
- L'alignement de l'insert dans le moule est critique et doit être effectué correctement.
- Les inserts moulés offrent la plus grande solidité et la meilleure résistance à l'arrachement, mais ils augmentent la complexité du moule.
- Cette méthode est fréquemment utilisée dans les machines industrielles, l'aérospatiale et les applications automobiles.
Caractéristiques des inserts de moulage par injection en laiton
Les inserts en laiton sont disponibles en plusieurs types de filets, tailles et motifs de moletage pour diverses utilisations industrielles. Voici quelques-unes de leurs principales caractéristiques :
- Fabriqué en laiton de haute qualité : Fabriqués en laiton de qualité supérieure, ils sont durables, résistants à la corrosion et hautement conducteurs pour une utilisation de longue durée.
- Filetage de précision : Fourni dans les normes métriques, UNC, UNF, BSW, BA, BSP, ISO métrique et DIN pour s'adapter parfaitement à un certain nombre de spécifications de fixation.
- Polyvalent pour le moulage par injection, le moulage par rotation, le moulage par injection de PVC et le moulage de caoutchouc.
- Personnalisation de la conception : Peut être adapté aux besoins du client en ce qui concerne les conceptions, les échantillons et les exigences dimensionnelles dans les différentes industries.
- Molettes fines, motifs en diamant, diagonale, croix inversée, etc. - Pour assurer une bonne rétention et une bonne prise, les produits sont dotés de molettes fines, de motifs en diamant, de croix diagonales et inversées, etc.
- Conçu avec une capacité de charge élevée - l'insert peut supporter une charge élevée, ce qui est idéal pour les environnements difficiles tels que les applications automobiles et industrielles.
Les inserts en laiton sont le choix idéal pour de telles applications en raison de ces caractéristiques.
Inserts en laiton Dimensions du filetage
Ce tableau contient des informations sur les tailles de filetage des inserts en laiton.
| Type de fil | Dimensions impériales (pouces) | Dimensions métriques (millimètres) |
| BSW (British Standard Whitworth) | 1/8″, 5/32″, 3/16″, 1/4″, 5/16″, 3/8″, 1/2″, 3/4″ | 3mm, 4mm, 5mm, 6mm, 8mm, 10mm, 12mm |
| UNC (Unified National Coarse) | 1/8″, 5/32″, 3/16″, 1/4″, 5/16″, 3/8″, 1/2″, 3/4″ | 3mm, 4mm, 5mm, 6mm, 8mm, 10mm, 12mm |
| UNF (Unified National Fine) | 1/8″, 5/32″, 3/16″, 1/4″, 5/16″, 3/8″, 1/2″, 3/4″ | 3mm, 4mm, 5mm, 6mm, 8mm, 10mm, 12mm |
| BSP (British Standard Pipe) | 1/8″, 5/32″, 3/16″, 1/4″, 5/16″, 3/8″, 1/2″, 3/4″ | 3mm, 4mm, 5mm, 6mm, 8mm, 10mm, 12mm |
| NPT (National Pipe Thread) | 1/8″, 5/32″, 3/16″, 1/4″, 5/16″, 3/8″, 1/2″, 3/4″ | 3mm, 4mm, 5mm, 6mm, 8mm, 10mm, 12mm |
| NPS (National Pipe Straight) | 1/8″, 5/32″, 3/16″, 1/4″, 5/16″, 3/8″, 1/2″, 3/4″ | 3mm, 4mm, 5mm, 6mm, 8mm, 10mm, 12mm |
| ISO métrique (filets standard internationaux) | 1/8″, 5/32″, 3/16″, 1/4″, 5/16″, 3/8″, 1/2″, 3/4″ | 3mm, 4mm, 5mm, 6mm, 8mm, 10mm, 12mm |
Le tableau présente les dimensions des filetages des inserts en laiton, qui incluent les normes de mesure impériales et métriques, dans un format clair et structuré.
Avantages de l'utilisation d'inserts en laiton pour le moulage par injection

1. Résistance et durabilité accrues
La durée de vie des filets en plastique diminue avec le temps jusqu'à provoquer une défaillance opérationnelle. La solution de filetage solide et durable des inserts de moulage par injection de plastique peut fonctionner à plusieurs reprises tout en conservant sa qualité d'origine.
2. Résistance supérieure à la corrosion
Le laiton présente une résistance naturelle à la corrosion, ce qui le rend approprié pour les appareils qui doivent fonctionner dans des conditions d'humidité et d'exposition chimique et dans des conditions environnementales difficiles. Grâce à ses propriétés de durabilité, ce matériau reste fiable tout en offrant des niveaux de qualité élevés.
3. Amélioration de la conductivité thermique et électrique
La nécessité d'une conduction électrique et thermique dans la production oriente les fabricants vers l'utilisation d'inserts en laiton comme matériau de choix lors du moulage par injection. Les propriétés de conductivité électrique et thermique du laiton en font un matériau de choix pour la production d'éléments numériques, de capteurs automobiles et de systèmes industriels.
4. Réduction des contraintes sur les composants en plastique
Les inserts en laiton répartissent uniformément les contraintes exercées sur les pièces en plastique et protègent ainsi contre les dommages localisés susceptibles de provoquer des fissures. Le composant a une durée de vie plus longue tout en conservant des performances constantes grâce aux inserts en laiton.
5. Facilité de montage et de démontage
La combinaison des inserts en laiton crée un système de fixation sûr qui protège la matière plastique contre les dommages. Les applications qui bénéficient de cette méthode sont celles qui nécessitent des tâches constantes d'assemblage et d'entretien des composants ou des procédures de remplacement des composants.
6. Le rapport coût-efficacité
Le coût de l'utilisation des inserts en laiton pour le moulage par injection reste abordable, même si leurs performances dépassent les attentes. Cette combinaison permet d'améliorer la résistance des produits à un prix abordable tout en conservant la plupart des coûts de fabrication.
Méthodes d'installation pour le moulage par injection d'inserts en laiton
La procédure d'installation des inserts en laiton dépend de multiples facteurs, dont les applications requises, les caractéristiques du matériau et les quantités produites. Il existe trois méthodes d'installation fondamentales utilisées pour le moulage par injection d'inserts en laiton.
1. Piquetage à chaud
Un insert en laiton préchauffé est inséré à la presse dans une ouverture prépercée du composant en plastique. Les inserts en laiton finissent par se lier solidement au plastique en refroidissant et le processus crée une grande force de rétention.
2. Insertion par ultrasons
L'insertion par ultrasons utilise des sons à haute fréquence pour créer des effets thermiques restreints qui ramollissent la matière plastique avant que l'insert en laiton ne soit placé dans le composant en plastique. Cette technique d'insertion permet un positionnement précis et sert de nombreuses applications dans le moulage par injection d'inserts en laiton pour l'électronique et les dispositifs médicaux.
3. Montage à la presse
Lors de l'emmanchement, les opérateurs doivent utiliser la force manuelle pour enfoncer les inserts en laiton dans les trous souhaités qui ont été préparés à l'avance. Cette procédure simple reste à la fois économique et adaptée puisqu'elle ne nécessite pas de résistance à l'arrachement.
4. Insertion moulée
L'insertion par moulage est la méthode la plus sûre, car l'insert en laiton est placé dans le moule avant le début de l'injection du plastique. Lorsque la méthode d'insertion est utilisée, le matériau plastique recouvre et entoure complètement l'insert afin d'obtenir sa capacité de maintien la plus forte.
Sélection d'inserts en laiton pour le moulage par injection de matières plastiques
Le choix de l'insert en laiton le mieux adapté à votre application est assez complexe, et vous devez garder plusieurs éléments à l'esprit lorsque vous faites votre choix.
1. Conception du fil
Choisissez un insert dont le type de filetage et le pas de vis correspondent aux exigences de votre application. Les filets fins offrent une meilleure adhérence, tandis que les filets grossiers permettent une meilleure installation.
2. Taille et forme de l'insert
La taille et la forme de l'insert doivent être adaptées au composant en plastique et à la méthode d'installation. Supposons que vous deviez prendre en considération des facteurs tels que l'épaisseur de la paroi, le diamètre du trou et la géométrie de la pièce.
3. Compatibilité des matériaux
L'insert en laiton doit être adapté au type de plastique utilisé pour le moulage. Les plastiques à faible point de fusion peuvent également être dotés d'inserts afin de les protéger contre les dommages causés par l'installation.
4. Capacité de charge
Les propriétés mécaniques de l'insert en laiton sont évaluées, de la résistance à l'arrachement à la résistance au cisaillement en passant par la résistance au couple. Choisissez un insert qui répond aux exigences structurelles de l'application.
5. Conditions environnementales
Évaluez l'environnement du composant en plastique. Par exemple, si le composant est exposé à l'humidité, aux produits chimiques ou à des températures élevées, choisissez des inserts en laiton résistants à la corrosion et dotés d'un revêtement approprié.
Applications des inserts en laiton dans le moulage par injection
Les inserts en laiton pour le moulage par injection de plastique sont des éléments essentiels car ils améliorent la solidité, la résistance à la corrosion et la durabilité du produit final. Les inserts sont largement utilisés dans les industries où des raccords filetés longitudinaux sûrs et durables sont nécessaires. Ils sont indispensables en raison de leur capacité à renforcer les composants en plastique en leur apportant des solutions de fixation solides. Plus loin, j'aborde quelques applications dans plusieurs industries.
1. L'industrie automobile
Dans le cadre de la secteur automobileLes inserts en laiton trouvent de nombreuses applications et sont présents dans les composants structurels et fonctionnels en plastique. Leur grande solidité, leur résistance aux vibrations et leur fiabilité font de ces inserts des pièces automobiles de haute performance.
Applications courantes
- Panneaux de tableau de bord : Pour fixer solidement les écrans numériques et les tableaux de bord.
- Boîtiers de capteurs : Fournir des points de montage stables et résistants aux vibrations pour les capteurs automobiles dans les systèmes de moteur et de sécurité.
- Couvercles de moteur : Améliorent la durabilité et la résistance thermique des composants en plastique du moteur.
- Composants de la garniture intérieure : utilisés pour assembler le panneau intérieur, les unités de commande et les boutons pour un raccord fileté durable.
- Assurez-vous que les raccords des pompes à carburant, des boîtiers de filtre et des composants de l'injecteur sont bien fixés.
2. Électronique et composants électriques
Les inserts en laiton offrant une excellente conductivité et une grande résistance à l'usure, ils sont largement utilisés dans les applications électroniques et électriques. Ils offrent un support mécanique solide et permettent également de réaliser des connexions électriques fiables dans les boîtiers en plastique.
Applications courantes
- Supports pour cartes de circuits imprimés qui fixent les cartes de circuits imprimés à des boîtiers en plastique afin qu'elles ne puissent pas bouger ou être endommagées.
- Connecteurs : Certains connecteurs électriques assurent des connexions stables et conductrices.
- Boîtiers d'interrupteurs électriques : Fournissent un support solide pour les interrupteurs électriques qui résistent à un usage intensif.
- Compartiments à piles : Ces compartiments sont conçus pour créer une boîte à piles solide pour les télécommandes et les outils électriques.
- Fixation sûre des boîtiers en plastique des systèmes de distribution électrique tels que les unités de distribution d'énergie.
3. Dispositifs médicaux
Les inserts en laiton fabriqués à partir de composants en plastique sont utilisés pour leur résistance, leur précision et leur durabilité dans l'industrie médicale. Ces inserts permettent aux conceptions de répondre aux normes strictes de sécurité et d'hygiène comme dans les applications médicales.
Applications courantes
- Outils chirurgicaux : Permet de sécuriser les raccords filetés utilisés dans les instruments chirurgicaux en plastique qui doivent être stérilisés et réutilisés.
- Équipement de diagnostic : Utilisé dans les échographes, les tomodensitomètres et les appareils de laboratoire pour un montage sûr.
- Dispositifs prothétiques : Assurer des connexions solides dans les prothèses en plastique et les implants médicaux.
- Les appareils électroniques médicalement sensibles qui doivent être placés dans divers boîtiers nécessitant une fixation durable, tels que les moniteurs ECG et les pompes à perfusion.
- Fixation des composants en plastique pour aider à maintenir les centrifugeuses, les microscopes et l'équipement d'analyse d'échantillons.
4. Produits de consommation
Les biens de consommation dépendent largement de l'utilisation d'inserts en laiton qui fournissent des solutions de fixation fiables et durables pour empêcher les composants en plastique d'être affectés par le temps. En outre, ils présentent une bonne résistance à la corrosion et à la durabilité pour les produits de tous les jours.
Applications courantes
- Boîtiers en plastique : Utilisés dans les gadgets électroniques, les boîtiers de protection et les boîtiers d'outils en plastique.
- Appareils ménagers : Lave-linge, réfrigérateur, aspirateur pour sécuriser les panneaux de contrôle et les mouvements des pièces.
- Ils peuvent être utilisés pour assembler les compartiments de piles et les pièces mobiles des jouets pour enfants.
- Raccords pour meubles : Prévoir des raccords solides dans les parties en plastique des meubles modulaires et des armoires.
- Équipement sportif : Améliorer la résistance des composants en plastique des équipements de sport et des équipements de protection.
5. Industrie aérospatiale
Dans les applications aérospatiales, les inserts en laiton sont utilisés comme solutions de fixation légères, solides et résistantes aux vibrations. Ils permettent d'améliorer la résistance des composants en plastique utilisés dans les systèmes aéronautiques de haute performance.
Applications courantes
- Composants de l'intérieur de l'avion : Fixations bloquées à travers les panneaux intérieurs en plastique, les sièges et les accessoires de la cabine.
- Panneaux de contrôle : Ils fournissent des raccords filetés / à pression pour les boutons, les interrupteurs et les panneaux d'instrumentation.
- Appareils de communication : Utilisé dans les systèmes de communication par radio et par satellite pour des connexions électriques et mécaniques solides.
- GPS et commandes de vol : Montage stable des composants en plastique dans les GPS et les dispositifs de commande de vol.
- Composants de satellites : Utilisé dans les composants plastiques légers et durables des systèmes d'exploration spatiale.
Conclusion
Parmi les éléments importants du moulage par injection de plastique, les inserts en laiton améliorent la solidité, renforcent la résistance à la corrosion et font preuve de longévité. En offrant un filetage sûr et réutilisable, ils empêchent l'usure des pièces en plastique, ce qui permet de prolonger la durée de vie des produits et de les rendre plus fiables. Il existe différents types d'inserts en laiton : filetés, moletés, pressés, piqués à chaud et moulés, ce qui permet au fabricant de choisir celui qui convient le mieux à son application.
La rétention et la résistance à l'arrachement contre les défaillances mécaniques sont obtenues par l'installation d'inserts en laiton au moyen d'un raccord à la presse, d'un piquetage à chaud, d'une insertion par ultrasons ou de méthodes d'insertion par moulage. Ces inserts soulagent les contraintes exercées sur les pièces en plastique en les répartissant mieux et en réduisant le risque de fissuration ou de déformation. En outre, ils présentent une excellente conductivité thermique et électrique, ce qui les rend aptes à être utilisés dans l'électronique, dans les appareils médicaux et dans l'industrie aérospatiale.
Lorsque les industries se transforment rapidement, le besoin d'un niveau de performance plus élevé et de solutions abordables ne faiblit pas. La combinaison parfaite du coût de possession et de la résistance fait du laiton les inserts préférés des fabricants du monde entier. Les inserts en laiton sont toujours utilisés dans des applications de haute précision ou à usage intensif, ce qui en fait un élément important de la fabrication moderne.
FAQ
1. Les inserts en laiton sont utilisés pour le moulage par injection de plastique.
L'utilisation d'inserts en laiton permet d'obtenir des filetages solides et réutilisables dans les composants en plastique, ce qui améliore leur durée de vie et garantit une fixation sûre dans les secteurs de l'automobile, de l'électronique et des appareils médicaux.
2. Quelle est la nomenclature utilisée pour les inserts en laiton ?
Il existe plusieurs types d'inserts en laiton, tels que les inserts filetés, les inserts à enfoncer, les inserts thermocollés, les inserts ultrasoniques, les inserts moulés et les inserts moletés, utilisés pour des applications et des méthodes d'installation spécialisées.
3. Quelles sont les raisons d'utiliser des inserts en laiton plutôt que des filets en plastique ?
Les inserts en laiton offrent une solidité, une résistance à la corrosion et une résistance à l'usure supérieures à celles des filets en plastique, ce qui leur permet de durer longtemps sans nécessiter d'assemblages et de désassemblages répétés.
4. Comment les inserts en laiton sont-ils insérés dans les pièces en plastique ?
Les différentes techniques d'installation des inserts en laiton sont le montage à la presse, le piquetage à chaud, l'insertion par ultrasons et le moulage des inserts dans des pièces en plastique au cours du processus de moulage par injection.
5. Quand les inserts en laiton sont-ils utilisés dans l'industrie ?
Des raccords filetés solides et fiables sont exigés dans de nombreux secteurs, notamment l'automobile, l'électronique, l'aérospatiale, les appareils médicaux et les produits de consommation, où les inserts en laiton sont largement utilisés.