Produkcja kontraktowa w zakresie formowania wtryskowego tworzyw sztucznych stanowi połączenie zaawansowanej technologii formowania z profesjonalnymi usługami produkcyjnymi. Dzięki temu firma może skupić się na projektowaniu, marketingu i rozwoju działalności, pozostawiając kwestie produkcyjne w rękach producentów.
Wydajność produkcji jest jednym z głównych priorytetów przedsiębiorstw z wielu różnych branż. Firmy poszukują części wysokiej jakości, stabilnej produkcji oraz przystępnych cenowo rozwiązań. Ważną rolę odgrywa tu zlecana produkcja elementów z tworzyw sztucznych metodą wtrysku. Pozwala to przedsiębiorstwom na wytwarzanie części z tworzyw sztucznych bez konieczności posiadania kosztownego sprzętu, zaplecza produkcyjnego i wyspecjalizowanego personelu.
Elementy z tworzyw sztucznych można spotkać wszędzie. Znajdują one zastosowanie w częściach samochodowych, urządzeniach medycznych, towarach konsumpcyjnych, elektronice, opakowaniach oraz maszynach przemysłowych. Wiele firm korzysta z usług partnerów zajmujących się produkcją kontraktową w celu wytwarzania precyzyjnych wyrobów z tworzyw sztucznych, ponieważ popyt na tego typu produkty stale rośnie.
W tym artykule znajdziesz wszystkie niezbędne informacje na temat formowanie wtryskowe tworzyw sztucznych produkcja kontraktowa – od jej zalet, przez proces i zastosowania, po koszty, wyzwania i perspektywy na przyszłość.
Zrozumienie produkcji kontraktowej w zakresie formowania wtryskowego tworzyw sztucznych
Produkcja kontraktowa metodą formowania wtryskowego tworzyw sztucznych to metoda produkcji polegająca na zleceniu wyspecjalizowanemu producentowi wytwarzania części z tworzyw sztucznych dla konkretnej firmy. Producent kontraktowy będzie odpowiedzialny za formowanie, kontrolę jakości, oprzyrządowanie, planowanie produkcji, a czasami także montaż i pakowanie. Ponieważ firmy nie muszą inwestować w sprzęt i wiedzę specjalistyczną niezbędną do wytwarzania produktów, decydują się zamiast tego na zlecenie produkcji ekspertom, którzy już dysponują jednym i drugim.
Rozwiązanie to cieszy się powszechną popularnością ze względu na swoją spójność, skalowalność i wydajność. Firmy mogą terminowo wprowadzać swoje produkty na rynek, minimalizując jednocześnie ryzyko operacyjne i zapewniając wysoką jakość produktów. Dla wielu producentów kontraktowych zadaniem jest wspieranie klientów na każdym etapie — od koncepcji aż po produkcję. Pozwala to na przyspieszenie procesu produkcyjnego i ograniczenie kosztownych błędów.
Jak działa formowanie wtryskowe tworzyw sztucznych?
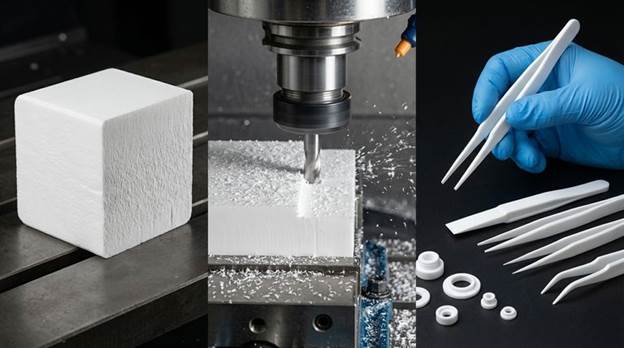
Formowanie wtryskowe tworzyw sztucznych to proces produkcyjny stosowany do wytwarzania elementów z tworzyw sztucznych w dużych ilościach. Polega on na podawaniu tworzywa sztucznego i wtryskiwaniu go pod wysokim ciśnieniem do formy o specjalnym kształcie. Po schłodzeniu i zestaleniu forma zostaje otwarta, a odlewane elementy są z niej wyjmowane. Proces ten pozwala uzyskać bardzo precyzyjne i powtarzalne elementy. Umożliwia on formowanie zarówno prostych kształtów, jak i bardziej skomplikowanych elementów o szczegółowych cechach.

Poniżej przedstawiono wszystkie powody, dla których formowanie wtryskowe jest powszechnie stosowanym procesem:
- Wysoka wydajność produkcji
- Stała jakość
- Doskonała dokładność wymiarowa
- Niski wskaźnik UDC przy dużych wolumenach
- Szeroki wybór materiałów
W związku z tym formowanie wtryskowe jest procesem produkcyjnym szeroko stosowanym na całym świecie.
Jak działa produkcja kontraktowa w zakresie formowania wtryskowego tworzyw sztucznych?
Proces ten rozpoczyna się na długo przed rozpoczęciem produkcji. Firmy zajmujące się produkcją kontraktową, które odnoszą sukcesy, zazwyczaj stosują się do szeregu kluczowych etapów.
Ocena projektu produktu
Analiza projektu i specyfikacji klienta przeprowadzona przez producenta. Inżynierowie analizują geometrię i specyfikacje materiałowe oraz wykonalność produkcji. Mogą zostać przedstawione sugestie dotyczące projektu mające na celu poprawę formowalności i/lub obniżenie kosztów produkcji. Etap ten jest czasami określany jako projektowanie pod kątem wykonalności (DFM). Jest on przydatny do zidentyfikowania potencjalnych problemów przed rozpoczęciem produkcji narzędzi.
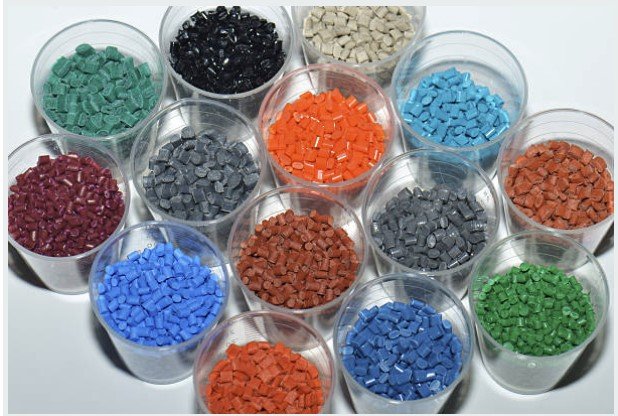
Wybór materiału
Ważne jest, aby wybrać odpowiedni rodzaj tworzywa sztucznego. Różne zastosowania wymagają różnych właściwości.
Do typowych materiałów należą:
- Polipropylen (PP)
- Polietylen (PE)
- ABS
- Poliwęglan (PC)
- Nylon
- Akryl
- PEEK
- PVC
Każdy materiał ma inne właściwości, takie jak wytrzymałość, elastyczność, odporność na wysoką temperaturę, odporność chemiczna itp. Producent bierze udział w doborze odpowiedniego materiału do danego zastosowania.
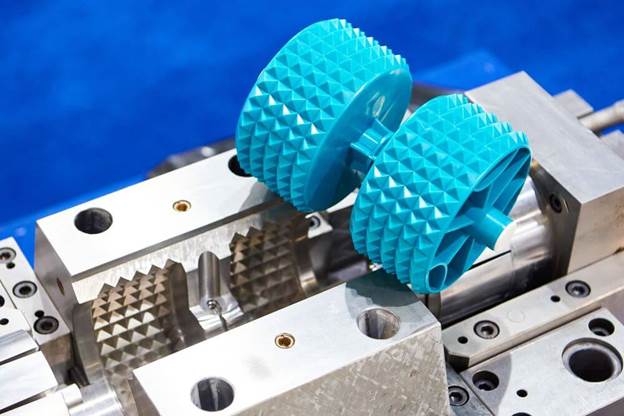
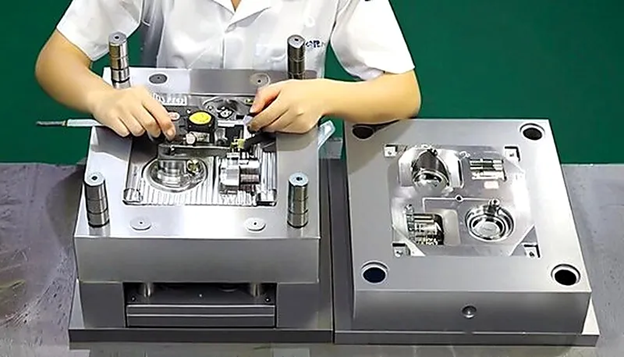
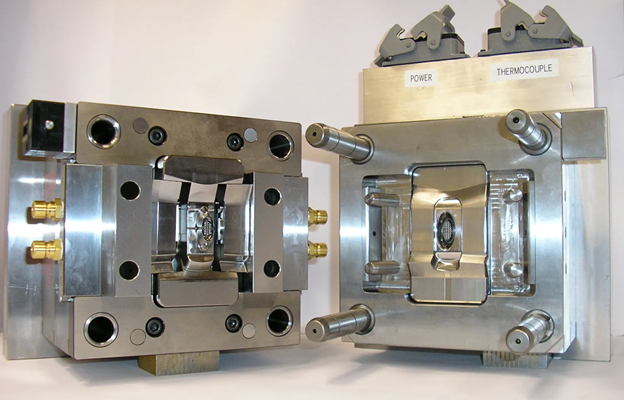
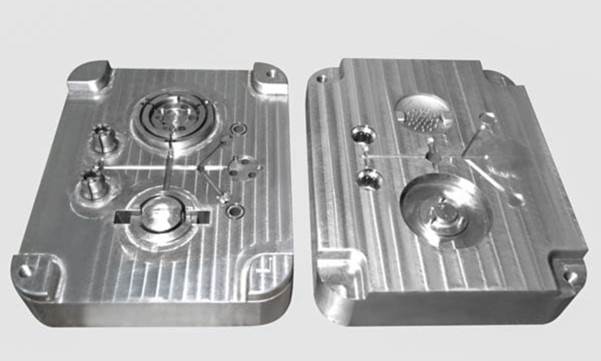
Projektowanie form i oprzyrządowania
Jednym z najważniejszych elementów procesu formowania wtryskowego jest forma. Inżynierowie projektują formę na zamówienie zgodnie z wymaganiami dotyczącymi produktu. Następnie forma jest wytwarzana w procesie precyzyjnej obróbki skrawaniem. Koszt form może być znaczny, jednak wysokiej jakości forma pozwala na wyprodukowanie setek tysięcy, a nawet milionów elementów.
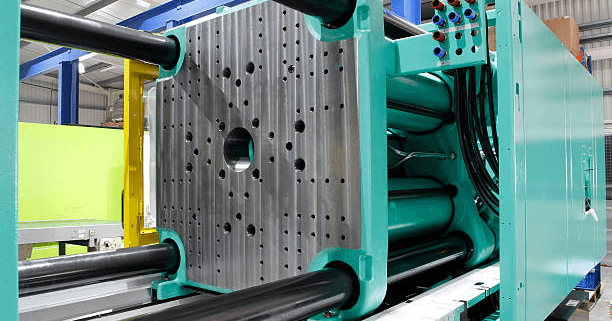
Konfiguracja produkcji
Forma jest gotowa, a następnie umieszczana w wtryskarkę.
Parametry produkcyjne (takie jak:
- Ciśnienie wtrysku
- Temperatura
- Czas schładzania
- Czas cyklu
- Natężenie przepływu materiału
Ustawienia te zostały zoptymalizowane w celu zapewnienia wysokiej jakości.
Proces produkcyjny
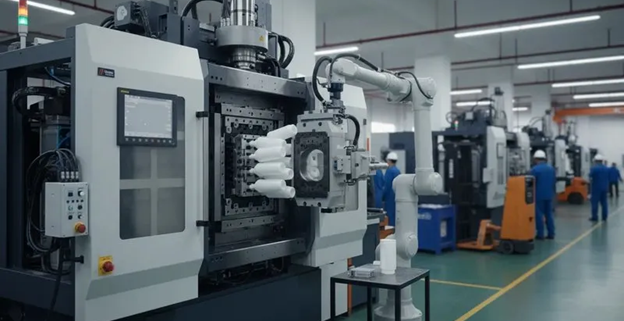
Wtryskarka: Do maszyny wsypuje się granulki tworzywa sztucznego. Materiał topi się poprzez podgrzanie. Stopione tworzywo sztuczne jest wtłaczane pod ciśnieniem do wnęki formy. Następnie forma jest schładzana, otwierana, a wyprodukowany element jest wyrzucany. Proces ten powtarza się w sposób ciągły, aż do zaspokojenia zapotrzebowania produkcyjnego.
Kontrola jakości
W przypadku produkcji kontraktowej w zakresie formowania wtryskowego tworzyw sztucznych kontrola jakości stanowi istotny aspekt. Producenci sprawdzają i kontrolują części na etapie produkcji, aby upewnić się, że są one zgodne ze specyfikacjami.
Kontrole mogą obejmować:
- Weryfikacja wymiarów
- Kontrola wzrokowa
- Badania materiałów
- Testy funkcjonalne
- Ocena wykończenia powierzchni
Pomaga to w utrzymaniu stałej jakości produktów, a także w zapewnieniu zadowolenia klientów.
Korzyści płynące z produkcji kontraktowej w zakresie formowania wtryskowego tworzyw sztucznych
Wiele firm decyduje się na produkcję kontraktową ze względu na liczne korzyści z nią związane.

Zmniejszone nakłady inwestycyjne
Utworzenie własnego zakładu formowania wtryskowego wymaga znacznych nakładów inwestycyjnych. Przedsiębiorstwa muszą zakupić maszyny, przeszkolić pracowników i zapewnić ciągłość pracy zakładów. Firmy muszą nabyć sprzęt, zatrudnić wykwalifikowanych pracowników i utrzymać zakłady w ruchu. Dzięki produkcji kontraktowej wszystkie te koszty zostają wyeliminowane. Firmy zyskują wysoką jakość produkcji bez konieczności ponoszenia znacznych kosztów inwestycyjnych.
Dostęp do wiedzy branżowej
Doświadczony producent kontraktowy dysponuje bogatą wiedzą na temat procesów formowania wtryskowego. Zna on właściwości materiałów, zasady projektowania form, zasady kontroli jakości oraz metody optymalizacji produkcji stosowane przez swoje zespoły inżynierów. Wiedza ta może przyczynić się do podniesienia jakości wytwarzanego produktu oraz zmniejszenia ryzyka produkcyjnego.
Skrócenie czasu wprowadzenia produktu na rynek
Na rynkach, na których panuje ostra konkurencja, kluczowe znaczenie ma terminowe wprowadzanie produktów na rynek. Producenci kontraktowi dysponują już niezbędnym sprzętem, kadrą oraz procesami produkcyjnymi. Dzięki temu produkty mogą szybciej przejść od etapu projektowania do produkcji. Skrócenie czasu opracowywania produktów zapewnia znaczną przewagę nad konkurencją.
Skalowalność
Wymagania produkcyjne mogą się zmieniać z roku na rok. Firmy czerpią korzyści z produkcji kontraktowej metodą formowania wtryskowego tworzyw sztucznych, ponieważ mogą dostosowywać skalę produkcji do popytu. Klient nie musi kupować dodatkowego sprzętu, aby utrzymać poziom produkcji, gdy producent chce zmniejszyć skalę produkcji do mniejszej liczby artykułów lub zwiększyć ją do większej liczby produkowanych artykułów.
Wyższa jakość
Profesjonalni producenci skutecznie wykorzystują zaawansowany sprzęt oraz systemy zarządzania jakością.
Istnieje wiele placówek posiadających certyfikaty, takie jak:
- ISO 9001
- ISO 13485
- IATF 16949
Normy te przyczyniają się do ujednolicenia standardów produkcji.
Efektywność kosztowa
Korzyści skali stanowią zaletę dla producentów działających na dużą skalę. Zakupują oni materiały hurtowo i opracowują zoptymalizowane procesy produkcyjne w celu zminimalizowania kosztów. Ta efektywność często przekłada się na obniżenie kosztów produkcji dla klientów.
Branże korzystające z usług produkcji kontraktowej w zakresie formowania wtryskowego tworzyw sztucznych
Produkcja na zlecenie w zakresie formowania wtryskowego tworzyw sztucznych stanowi istotną część wielu gałęzi przemysłu.

Przemysł motoryzacyjny
Producenci samochodów są w ogromnym stopniu uzależnieni od części formowanych wtryskowo.
Przykłady to między innymi:
- Elementy pulpitu nawigacyjnego
- Wykończenie wnętrza
- Złącza
- Obudowy
- Części komory silnika
Proces ten jest trwały, precyzyjny i ekonomiczny.
Przemysł medyczny
Wyroby medyczne muszą być wytwarzane z zachowaniem odpowiednich standardów jakości i muszą być zgodne z przepisami.
Formowanie wtryskowe to proces, w ramach którego wytwarza się takie produkty jak:
- Strzykawki
- Elementy sprzętu diagnostycznego
- Narzędzia chirurgiczne
- Urządzenia do podawania leków
- Obudowy medyczne
Zgodność z przepisami branżowymi staje się łatwiejsza dzięki wsparciu producentów kontraktowych posiadających doświadczenie w branży medycznej.
Produkty konsumenckie
Formowanie wtryskowe wykorzystuje się do produkcji wielu popularnych elementów.
Przykłady to między innymi:
- Przybory kuchenne
- Zabawki
- Pojemniki do przechowywania
- Produkty do higieny osobistej
- Urządzenia gospodarstwa domowego
Jest to proces, który można wykorzystać do produkcji seryjnej, a mimo to zapewnić stałą jakość.
Przemysł elektroniczny
W urządzeniach elektronicznych stosuje się wiele elementów formowanych.
Należą do nich:
- Obudowy urządzeń
- Złącza
- Przełączniki
- Komory na baterie
- Pokrowce ochronne
Formowanie wtryskowe zapewnia montażowi elektronicznemu dokładnie takie wymiary, jakie są potrzebne.
Urządzenia przemysłowe
Zastosowania przemysłowe wymagają wytrzymałych elementów z tworzyw sztucznych.
Producenci wytwarzają:
- Części maszyn
- Pokrowce ochronne
- Panele sterowania
- Zawory
- Elementy układu przepływu płynów
Produkcja kontraktowa ma na celu zapewnienie niezawodności i wydajności.
Wybór odpowiedniego partnera w zakresie produkcji kontraktowej w dziedzinie formowania wtryskowego tworzyw sztucznych
Wybór odpowiedniego partnera produkcyjnego może mieć kluczowe znaczenie dla osiągnięcia sukcesu.
Ocena doświadczenia
Znajdź producentów, którzy mają doświadczenie w Twojej branży. Doświadczenie zdobyte w tej branży może przełożyć się na bardziej skuteczne propozycje projektowe i lepsze wyniki końcowe produktów. Sprawdź ich dotychczasowe realizacje.
Ocena możliwości produkcyjnych
Zastanów się:
- Wydajność maszyny
- Wiedza merytoryczna
- Możliwości w zakresie oprzyrządowania
- Systemy automatyki
- Usługi dodatkowe
Dobry producent będzie w stanie sprostać obecnym i przyszłym potrzebom.
Systemy zapewnienia jakości
Jakość powinna być zawsze czymś oczywistym.
Zapytaj o:
- Certyfikaty
- Procedury kontrolne
- Metody badawcze
- Praktyki w zakresie dokumentacji
Systemy zapewniające wysoką jakość ograniczają problemy związane z produkcją oraz liczbę wad.
Zastanów się nad komunikacją
Komunikacja ma pozytywny wpływ na zarządzanie projektami. Wybierz producenta, który szybko reaguje na zapytania i zapewnia przejrzystość. Skuteczna komunikacja jest bardzo ważna, aby uniknąć nieporozumień i opóźnień.
Analiza zdolności produkcyjnych
Upewnij się, że producent jest w stanie zaspokoić Twoje potrzeby ilościowe. Przy wysokim tempie wzrostu zdolność produkcyjna ma szczególnie kluczowe znaczenie. Rozwijający się partner może przyczynić się do długotrwałego sukcesu firmy.
Najczęściej stosowane tworzywa sztuczne w formowaniu wtryskowym
Istnieją różne rodzaje materiałów, które mają różne zalety.

Polipropylen (PP)
Polipropylen jest lekki, wytrzymały i ekonomiczny. Charakteryzuje się doskonałą odpornością chemiczną i znajduje zastosowanie w produktach konsumenckich oraz opakowaniach.
ABS
ABS to połączenie wytrzymałości, odporności na uderzenia i dobrej jakości wykończenia powierzchni. Jest powszechnie stosowany w produkcji części samochodowych i elektronicznych.
Poliwęglan
Poliwęglan charakteryzuje się doskonałą odpornością na uderzenia i przezroczystością. Znajduje również szerokie zastosowanie w sprzęcie ochronnym i urządzeniach elektronicznych.
Nylon
Nylon charakteryzuje się wysoką wytrzymałością i dobrymi właściwościami mechanicznymi. Elementy wykonane z nylonu są często stosowane zarówno w przemyśle motoryzacyjnym, jak i w sektorze przemysłowym.
Polietylen
Polietylen charakteryzuje się elastycznością, wytrzymałością i odpornością na wilgoć. Jest bardzo popularny w produkcji pojemników i opakowań.
Usługi dodatkowe oferowane przez producentów kontraktowych
Istnieje wiele firm zajmujących się produkcją kontraktową, które oferują dodatkowe usługi poza formowaniem.
Montaż produktu
Istnieje możliwość złożenia komponentów przed wysyłką. Pomaga to zminimalizować liczbę operacji związanych z obsługą oraz usprawnić łańcuch dostaw.
Ozdabianie i etykietowanie
Producenci mogą oferować:
- Tampodruk
- Sitodruk
- Znakowanie laserowe
- Nakładanie etykiet
Usługi te poprawiają wygląd produktu oraz wzmacniają jego wizerunek marki.
Usługi w zakresie pakowania
Indywidualne rozwiązania w zakresie opakowań służą do przygotowania produktów do dystrybucji.
Oto kilka z dostępnych usług związanych z pakowaniem:
- Opakowania detaliczne
- Opakowania zbiorcze
- Etykietowanie na zamówienie
- Kody kreskowe
Magazynowanie i logistyka
Niektórzy producenci oferują usługi w zakresie zarządzania zapasami i wysyłki. Ułatwia to prowadzenie działalności i zwiększa wydajność łańcucha dostaw.
Czynniki kosztowe w produkcji kontraktowej w zakresie formowania wtryskowego tworzyw sztucznych
Istnieje wiele czynników determinujących koszty produkcji.
Koszty oprzyrządowania
Jednym z największych kosztów początkowych są koszty związane z wykonaniem form na zamówienie. Ogólnie rzecz biorąc, bardziej skomplikowane kształty będą droższe niż te prostsze.
Koszty materiałów
Ceny tworzyw sztucznych są zróżnicowane. Ceny tworzyw specjalistycznych są zazwyczaj wyższe niż cen tworzyw standardowych.
Wielkość produkcji
Wraz ze wzrostem liczby wytwarzanych egzemplarzy danego produktu koszt jednostkowy zazwyczaj maleje. Jest to jeden z powodów, dla których formowanie wtryskowe stanowi idealny proces do produkcji masowej.
Złożoność części
Aby uzyskać wymagane złożone geometrie, czasami konieczne jest zastosowanie zaawansowanych narzędzi oraz wydłużenie cykli produkcyjnych. Może to skutkować wyższymi kosztami produkcji.
Operacje wtórne
Inne usługi, takie jak montaż i pakowanie, stanowią dodatkowy koszt w ramach projektu. Mogą one jednak przyczynić się do obniżenia ogólnych kosztów łańcucha dostaw.
Kontrola jakości w produkcji kontraktowej w zakresie formowania wtryskowego tworzyw sztucznych
Kontrola jakości to proces mający na celu zapewnienie, że produkty spełniają potrzeby klientów. Producenci stosują różne techniki kontroli.

Kontrola materiałów przychodzących
Wszystkie surowce są sprawdzane przed rozpoczęciem produkcji. Pomaga to zagwarantować spójność i właściwości materiału.
Monitorowanie w trakcie procesu
Parametry produkcji są stale monitorowane. Operatorzy śledzą wydajność, aby wykrywać problemy na wczesnym etapie.
Kontrola końcowa produktu
Gotowe elementy są poddawane kontroli przed dostawą. W celu sprawdzenia zgodności z specyfikacjami przeprowadza się pomiary i testy funkcjonalne.
Statystyczna kontrola procesów
Wielu producentów stosuje metody statystyczne w celu kontroli jakości produkcji. Dzięki temu można zidentyfikować tendencje i zapobiegać powstawaniu wad.
Zrównoważony rozwój w branży formowania wtryskowego tworzyw sztucznych
Ochrona środowiska zyskuje coraz większe znaczenie. Producenci wprowadzają rozwiązania przyjazne dla środowiska.
Materiały pochodzące z recyklingu
W coraz większym stopniu w wielu zastosowaniach wykorzystuje się tworzywa sztuczne pochodzące z recyklingu. Oznacza to mniej odpadów i oszczędność zasobów.
Urządzenia energooszczędne
W dzisiejszym świecie wtryskarek zużycie energii jest mniejsze. Efektywność energetyczna pozwala zmniejszyć wpływ na środowisko oraz obniżyć koszty eksploatacji.
Ograniczanie ilości odpadów
Producenci podjęli działania mające na celu zminimalizowanie ilości odpadów i jak najlepsze wykorzystanie materiałów. Ograniczenie ilości wytwarzanych odpadów osiąga się dzięki lepszej kontroli procesów.
Zrównoważone projektowanie produktów
Inżynierowie tworzą produkty, które zużywają mniej materiału, a mimo to spełniają tę samą funkcję. Pomaga to osiągać cele związane ze zrównoważonym rozwojem bez uszczerbku dla jakości.
Wyzwania związane z produkcją kontraktową w zakresie formowania wtryskowego tworzyw sztucznych
Pomimo zalet produkcji kontraktowej istnieją pewne wady.
Zakłócenia w łańcuchu dostaw
W zależności od materiałów produkcja może ulec opóźnieniu z powodu niedoborów surowców i opóźnień w transporcie. Producenci dążą do stworzenia solidnych łańcuchów dostaw.
Zmiany w projekcie
Opóźnienia w produkcji i przekroczenia kosztów mogą wynikać z późnych zmian w projekcie. Staranna planowanie pozwala zminimalizować zakłócenia.
Stała jakość
Kontrola jakości i monitorowanie jakości muszą odbywać się w sposób ciągły, aby zapewnić stały poziom jakości. Do sprostania temu wyzwaniu doświadczeni producenci wykorzystują zaawansowane systemy.
Zgodność z przepisami
Branża medyczna i motoryzacyjna charakteryzują się rygorystycznymi wymogami w zakresie zgodności z przepisami. Producenci są zobowiązani do prowadzenia i rozwijania dokumentacji oraz systemów jakości.
Przyszłe trendy w produkcji kontraktowej w zakresie formowania wtryskowego tworzyw sztucznych
Branża ta nadal charakteryzuje się dużą dynamiką.

Automatyzacja
Automatyzacja pozwala zautomatyzować procesy, usprawnić je i zmniejszyć zapotrzebowanie na siłę roboczą. W dzisiejszych nowoczesnych zakładach często spotyka się systemy zrobotyzowane.
Inteligentna produkcja
Urządzenia łączące umożliwiają monitorowanie w czasie rzeczywistym oraz analizę danych. Przyczynia się to do zwiększenia wydajności i poprawy kontroli jakości.
Materiały zaawansowane
The new materials have improved performance properties. Plastics manufacturers keep on innovating new materials that are stronger, tougher and more eco-friendly.
Przemysł 4.0
Digital technologies are revolutionising manufacturing processes. Data-driven decision making is used to optimize production processes.
Zrównoważona produkcja
Environmental responsibility will continue to be a key priority. Manufacturers investing in greener technologies and recycling.
Dlaczego firmy wciąż decydują się na zlecanie produkcji metodą formowania wtryskowego tworzyw sztucznych
The demands for businesses to produce high-quality products on timelines and at a budget are growing. Formowanie wtryskowe tworzyw sztucznych contract manufacturing can help reach these objectives by offering specialty expertise, cutting-edge technology, and scalable manufacturing. Companies may concentrate on innovation and business growth, while the skilled manufacturers take care of manufacturing operations.
This collaboration approach helps minimise risk, increase effectiveness and help achieve sustainable outcomes. Contract manufacturing will continue to be a great option for companies in several verticals as the manufacturing technology continues to evolve.
Wnioski
Manufacture of plastic injection molded parts through contract molding has emerged as a vital solution for companies looking for effective, top quality plastic part production. It brings with it precision of injection molding and professional manufacturing partners. Automotive and medical manufacturing, consumer goods and electronics are just some of the industries that rely on contract manufacturing. Reduced costs, quicker production, quality, and flexibility for businesses.
It is very important to select the right manufacturing partner. Before choosing a company, they should consider things like their communication methods, production capabilities, quality systems and experience. With the technology constantly improving, plastic injection molding contract manufacturing will become more important for businesses to fulfill the market’s growing demands. By tapping into expert manufacturing partners, businesses can gain a competitive edge, streamline the product launch process, and ensure sustainable growth.
Często zadawane pytania
Czym jest produkcja kontraktowa w zakresie formowania wtryskowego tworzyw sztucznych?
Plastic injection molding contract manufacturing is a service provision if a manufacturer has the expertise in plastic manufacturing, they can make plastic parts for other manufacturers using injection molding technology. The manufacturer is responsible for manufacturing, quality control and sometimes assemble and packaging.
Kto korzysta z usług produkcji kontraktowej w zakresie formowania wtryskowego tworzyw sztucznych?
It is a part of many industries, such as automotive, medical, electronics, consumer goods, packaging, aerospace and industrial equipment manufacturing.
W jaki sposób formowanie wtryskowe przyczynia się do obniżenia kosztów produkcji?
Injection molding has high production efficiency, less waste of material and low per-unit costs at high production volumes. These factors help reduce overall manufacturing expenses.
Jakie materiały są najczęściej stosowane w formowaniu wtryskowym tworzyw sztucznych?
Typically used materials are polypropylene, polyethylene, ABS, nylon, polycarbonate, PVC, acrylic and engineering plastic.
Jak wybrać najbardziej odpowiednią firmę zajmującą się produkcją na zlecenie w zakresie formowania wtryskowego tworzyw sztucznych?
Seek a manufacturer with industry experience, good quality certifications, up-to-date equipment, material experience, communication and production needs.