Thermoplastic injection molding is one such material that has continued to be popular in the world manufacturing industry due to the increased demand of lightweight and high-quality materials. Efficiency, accuracy and cost effectiveness are some of the success factors in the fast production world today. Among the most common processes that fulfill all these requirements is thermoplastic injection molding. It is a high level of production since it enables the companies to make plastic components of the required quality in a consistent and accurate manner.
The process is applied in other businesses within the consumer goods sector, automotive components and others. The businesses will be in a position to make a better production decision because they will know how the same works and what the benefits are.
What is Thermoplastic Injection Molding?
Thermoplastic injection molding or injection molding is a manufacturing process that involves forcing a thermoplast in a melt form into a mold and then molded to a required shape. Once the mold is cool and solid the final product is forcefully de-molded.
It is also very efficient as far as mass production is concerned. It enables the manufacturers to come up with detailed designs that are very accurate. Thermoplastic injection molding is also a good method of production in large scale production due to the reusability of molds.
Thermoplastics refer to those materials that can be melted and moulded again and again without the decline of its property. This predisposes them to be very versatile and can be adapted to other applications.
Thermoplastic Injection Molding Manufacturing Process
1. Material Selection
The first step in thermoplastic injection molding process is the process of selecting the right material. e.g. polypropylene, ABS, polycarbonate, normally thermoplastic pellets. Such materials are selected depending on their characteristics such as strength, plastics, heat resistant characteristics and cost. The injection molded thermoplastic is the appropriate material that provides optimum functionality and strength to the part.
2. Melting of the Thermoplastic
This entails melting of the Thermoplastic to acquire the required shape and volume to fill the molding machine. Melting of the Thermoplastic: It is done to melt the Thermoplastic to the shape and volume required and pour into the molding machine.
In a hot barrel of the injection molding machine, the raw plastic pellets are put. The fuse of the pellets in the barrel is homogenous and viscous. The temperature of this stage is very pertinent so that the degradation and smooth run of the molding process can be assured.
The Mold is used to inject the new product into the market.
3. Injection into the Mold
When the thermoplastic is exposed to the appropriate temperature, it is pressed in a mold cavity of the desired size. The shape and nature of the part is determined by the mold. Gates, vents and channels will be constructed in the correct manner that will cause flow of the molten material into the mold to flow evenly to minimise defects. This is one of the required operations of injecting thermoplastic.
4. Freezing and Refreezing
Once the plastic is in the mold it melts and solidifies. Time required in the cooling process would be determined by the material, thickness of the walls and complexity of the component. The cooling must be uniform in order that it lacks warps, sinks or shrinkages.
5. Mold Opening and Part Ejection
The part is then solidified then the mold is opened, and the complete product is ejected. This is then repeated through continuous production. The modern machines are automated and they have computer controls which ensure that the same part is used in the different runs that yield the same part which is of high quality.
6. Processing and Finishing
Even the thermoplastic components that are injection molded could need further finishing i.e. trimming, painting or assembling. These are processes that make the part to be functionally and aesthetically acceptable.
7. Quality Control
Quality check is done by the manufacturers in the process to be acquainted with the dimensions, tolerance and material integrity. Quality maintenance has resulted in thermoplastic injection molding that makes reliable and strong parts to other industries.
Types of Injection Molded Thermoplastic Materials

Manufacture of injection molded thermoplastic material has many different types. The types possess peculiarities which make them suitable to be used in some application.
Materials of some of the forms are:
- Polypropylene (PP): it is light and non-chemical.
- Polyethylene (PE): Soft and tough.
- Acrylonitrile Butadiene Styrene (ABS): Impact resistant and strong.
- Polycarbonate (PC): Heat resistant and transparent.
- Nylon (PA): Strong, tough and hard.
The selection of the thermoplastic injection molded material plays a critical role in the determination of the preferred performance and life of the end product.
Benefits of Thermoplastic Injection Molding
Thermoplastic injection molding is advantageous in production in several ways:
- High efficiency: First in the mass production.
- Precision: Development of advanced and advanced designs.
- Cost-Effective: Will decrease material wastes.
- Reusability: The materials could be reused and recycled.
- Diversity: It can be applied in other industries.
Such advantages render thermoplastic injection molding as an option worth consideration by those firms that would want to enhance the efficiency of the production.
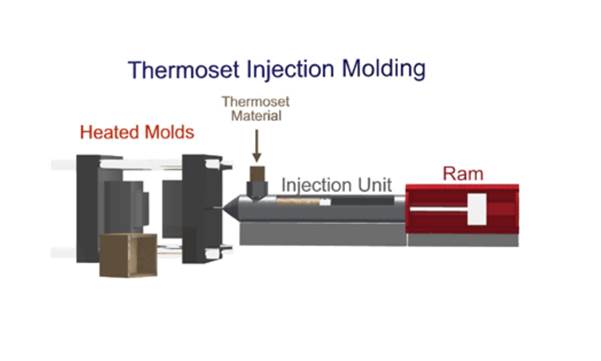
Thermoset vs Thermoplastic Injection Molding

The difference between thermoset and thermoplastic injection molding needs to be considered in the event that someone is making the correct decision regarding the process. Thermoplastics may be recycled and molten and remodeled at other times therefore making it flexible. Thermoset plastics, on the other hand, do not melt in the curing process and change chemically.
Comparatively, thermoset and thermoplastic injection molding are not easy to handle in comparison to thermoplastics. Thermosets are however, more resistant to heat and their structural stability is greater. The choice of either the thermoset or the thermoplastic injection molding would depend on the application.
Applications Across Industries
The thermoplastics injection molding process is flexible and efficient and thus it can find application in most industries.
- Auto parts: auto interior components, bumpers and dashboard.
- Medical: Surgical equipment, syringes and medical equipment.
- Electronics: Housing, connections and insulations.
- Consumer Goods: Household and toys.
The thermoplastic injection molding is now a mandatory practice in the current production due to the ability to create lightweight and strong products.
Quality Control in Injection Molding
In any production, quality is an issue of concern. Injection molding thermoplastic follows the same idea of quality control which is aimed at making sure that each product is up to standard. The manufacturers have the sophisticated tools and test procedures to verify the dimensions, strength and durability. The quality control minimizes the defects and leaves the customers happy.
One of the highest benefits of injection molding thermoplastic is consistency and this is the reason why it can be used in the large-scale production.
Cost Factors in Thermoplastic Injection Molding
The thermoplastic injection molding prices will vary depending on a sequence of aspects such as the nature of materials that should be employed, shape of the mold and the quantity of units that ought to be produced. The first mold fees are high when done in large volumes but made up by reduced cost of production. Cost saving may also be performed through lavish building and a correct choice of the materials.
Long-term saving and enhanced efficiency in production is one of the aspects that is shared in long-term businesses investing in injection molding of thermoplastics.
Environmental Impact and Sustainability
Much emphasis is being laid on sustainability in the manufacturing industry. The concept of the thermoplastic injection molding stimulates the green operations because of the possibility of the recycling of the material and the decrease of the waste. Most of the thermoplastics are recyclable in several occasions hence lower pollution to the environment. This makes the process more sustainable as compared to the other manufacturing processes.
The companies that have implemented the application of the thermoplastic injection molding will be in a position to help in the creation of the greener future and be productive at the same time.
Common Defects in Thermoplastic Injection Molding and How to Avoid Them
This is an extremely efficient process that may defect when the production process is taking place. The injection molding is thermoplastic and is known to possess warping, sink marks, short shots and flash. When the part cools in another rate, it gets warped thus bends the part. Good cooling systems can be used to minimize this. The sink marks are tiny dots that are marked on the surface and are normally attributed to the inappropriate pressure or cooling time.
Short shots are done when the mold has not been filled completely as is common due to low injection pressure. But the excess pouring out of the cavity of the mold is flash. Such issues would be prevented by designing appropriate molds and machine configuration during injection molding of thermoplastics.
Importance of Mold Design in Injection Molding Thermoplastic

Designs of molds are very crucial in the success of injection molding thermoplastic. Good material flow, easy cooling, easy to eject the complete part, is given by a good mold.
The considerations of the design of the mold are the location of gates, cooling, and venting. The material can fill up the mold evenly creating minimal defects when the gates are appropriately placed. The cooling channels are applied to maintain the homogenous temperatures and this improves the product quality.
An injection molding thermoplastic has a high quality mold that does not only improve efficiency but also improves the length of production.
Role of Temperature and Pressure Control
Temperature and pressure are some of the most significant parameters involved in the process. When thermoplastics are injected, right temperature will ensure that the substance flows properly and it fills the mold completely. Unwanted heat can destroy the material. With low values, there is a probability of having defects due to the non-flowing of the material as expected. Similarly, sufficient pressure is required to ensure that the mold has a uniform fill.
These variables are closely controlled in order to improve product quality and reduce wastage during injection thermoplastic molding.
Advantages of Injection Molded Thermoplastic in Product Design
The thermoplastic injected plastic is very beneficial in product design. Designers can also come up with complicated shapes, thin wall and detailed features that would have been difficult to accomplish by other means. The advantage of injection molded thermoplastic is the other benefit as there is a possibility of adding several parts in a single component. This saves time on assembling and increases products durability.
The design is adaptable; thus a company can become creative and can invent unique products that can be differentiated in the market.
Comparing Injection Molding Thermoplastic with Other Plastic Processes
There are different processes of plastic manufacturing but thermoplastic through injection molding is efficient and accurate. The shape and detail control of injection molding is better than processes like blow molding and extrusion. It is most appropriate in the case of hard materials of complex profiles.
Despite the fact that injection molding thermoplastic may not be suitable to some of the usages, it becomes suitable in high volume production where the quality of the items used should be constant.
Global Manufacturing Trends and China’s Role
Thermoplastic injection molding has seen China become one of the major nations of production of plastics. Many firms prefer outsourcing production because it is cost effective and efficient in production. The Chinese manufacturers are capable of offering the current machine, workforce, and the capacity to handle massive quantities of manufacturing. They also have good prices hence making them a good option to businesses all over the world.
Moreover, many businesses in China are compliant with the world quality standards, and it ensures the quality and reliability of results. That is why they create such a formidable presence in the global market because of such a combination of cheapness and quality.
Custom Thermoplastic Injection Molding Solutions

Customization is one of the biggest benefits of injection molding of thermoplastics. The manufacturers can come up with products that satisfy individual needs like the size, shape, color and material characteristics. Customized solutions are especially useful in those industries that have special requirements, e.g., aerospace and medical. This is ensured by the fact that it is produced with special components that ensure that they are superior in terms of performance and functionality.
The companies are able to liaise with the manufacturers in developing custom made designs which suit their specifications.
Maintenance and Longevity of Molds
The long life of the molds which will be used in the injection molding of the thermoplastics is a major factor because of maintenance. The cleaning and the inspection are performed on a regular basis in order to avoid the damage and maintain the performance.
Wear and tear may also occur as time goes by due to repetition in the molds. This can be improved by doing a replacement of worn-out parts and routine services.
Maintained molds are known not only to improve the quality of products, but also to reduce the time of production.
Tips for Choosing the Right Material
The material used is critical in the process of defining the outcomes that would be achieved. Some factors must be taken into account in working with injection molded thermoplastic because they contain strength, flexibility, heat resistance and cost.
There are numerous advantages of the media. Using ABS as a case in point, ABS is said to be strong whereas polyethylene is valued to be flexible. These properties will be known and this knowledge will help in making the right choice.
You also get a chance of seeking the recommendation of professionals in order to decide on which injection molded thermoplastic to apply in your project.
Final Words
The thermoplastic injection molding is important in the modern manufacturing process due to its efficiency, precision, and versatility. The technology and materials are becoming more reliable and inexpensive with the increase in the process, which is making it more cost effective.
It is advantageous to business in industries not only on its flexibility of design but also on mass production. Firms can maximize this powerful manufacturing process through knowledge about the process, materials and best practices.
FAQs
1. What is injection thermoplastic molding?
Injection molding is a thermoplastic process of manufacturing where a form of plastic known as thermoplastic molten material is injected into a mold to make the perfect parts of the plastics. It is widely used in production of complex shapes and in high volume production.
2. What is the thermoplastic injection molded components materials?
These materials include polypropylene (PP), ABS, polycarbonate (PC), polyethylene (PE) and nylon (PA). Each injected dose of thermoplastic material is determined depending on its strength, flexibility, heat resistance and requirement of usage.
3. What is the distinction between injection molding thermoplastic and other processes?
Thermoplastic injection molding creates shapes of an exact, detailed, and repeatable nature, which cannot be achieved with extrusion and blow molding. It is applied effectively in the production of solid components of complicated geometry and it is quite efficient in large scale production.
4. What is the difference between thermoset and thermoplastic injection molding?
Through thermoset/ thermoplastic injection molding, thermoplastics are capable of being melted and remodeled several times, whilst thermosets are unable to melt and are subject to chemical curing. Thermoplastics are easier and can be recycled, whereas thermosets are more resistant to heat and chemicals.
5. What will I do to avoid defect in injection molding of thermoplastic?
Warping, sink marks and flash are the defects that are normally experienced. Their defects are reduced through the proper design of the mold, the control of temperature and pressure, and the use of high-quality thermoplastic material of high quality, which results in the production that is consistent and reliable.