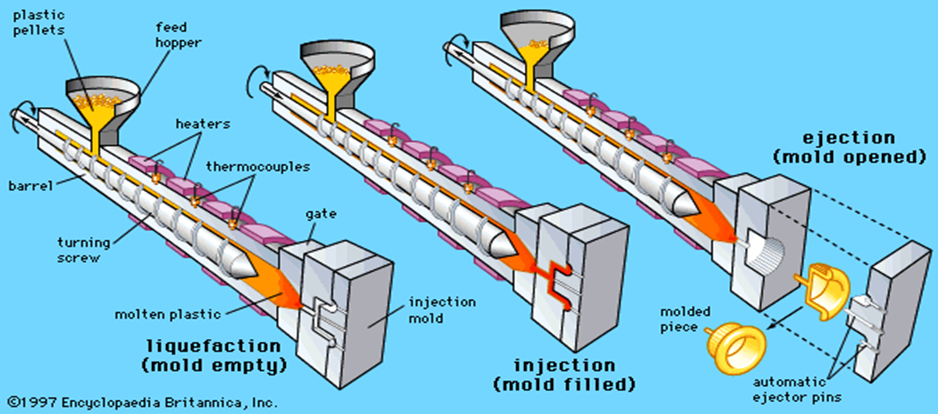
Plastik enjeksiyon kalıplama, güçlü, güvenilir ve yeniden kullanılabilir dişli bağlantılar sunmak için Pirinç uçlardan yararlanır. Hassas mühendislik ürünü bileşenler, daha yüksek stres ve yük koşullarına dayanabilmelerini sağlamak amacıyla gelişmiş yapısal güvenilirlik için plastik parçaların içine yerleştirilir. Pirinç, diğer metallerle karşılaştırıldığında işlenebilir, korozyona dayanıklı ve iyi bir termal iletkenliğe sahiptir, bu nedenle otomotiv endüstrisi, elektronik, tıbbi cihazlar ve havacılık gibi farklı endüstrilerde enjeksiyon kalıplama uçları üretmek için tercih edilen bir malzeme haline getirir. Farklı pirinç uç türleri farklı uygulamalar için uygundur. Elektronik muhafaza ve otomotiv parçaları uygulamaları, dişli kesici uçlarla güvenli sabitleme gerektirir; maliyetin daha önemli olduğu yerlerde ve düşük yük uygulamaları için presli kesici uçlar kullanılır. Isıyla yapıştırılmış ve Ultrasonik kesici uçlar termal yapıştırma yoluyla güçlü tutma sağlarken, Kalıplanmış kesici uçlar plastik kalıplama sırasında kapsüllenerek maksimum güç sağlar. Bu, yüksek mukavemetli sabitleme için gelişmiş bir kavrama ve daha iyi bir çekme direnci sağlayan çıkıntılarla desenlendirilmiş tırtıklı kesici uç formatını içerir.
Pirinç kesici uçların dayanıklı ve güçlü olması için özel teknikler gereklidir. Presle takma, ısıyla sabitleme, ultrasonik yerleştirme ve kalıpla yerleştirme teknikleri, uçların uygulamanın gerektirdiği plastik parçalara entegre edilmesini sağlar. Malzeme özelliklerine, yük taşıma gereksinimlerine ve üretim hacmine bağlı olarak seçilen bir yöntem vardır. Çeşitli endüstriyel uygulamalar için BSW, UNC, UNF, BSP, NPT ve ISO ölçümleri gibi farklı diş tiplerinde bir dizi pirinç kesici uç mevcuttur. Bu nedenlerle, modern üretimde önemli bileşenlerdir ve korozyona dayanıklıdırlar, üstün iletkenlik ve maliyet etkinliği sunarlar. Pirinç uçlar, plastik parçaların ömrünü ve güvenilirliğini önemli ölçüde uzatmak için elektronik konektörler, tıbbi cihazlar ve otomotiv bileşenleri üreticileri tarafından yaygın olarak kullanılmaktadır ve sabitleme ve tekrarlayan montajlar için en iyi çözümümüzdür.
Bu makale, plastik enjeksiyon kalıplama için pirinç kesici uçlar, pirinç kesici uç türleri, özellikleri, pirinç kesici uçların nasıl takılacağı, avantajları ve endüstriyel uygulamaları hakkında konuşmaktadır.
Plastik Enjeksiyon Kalıplama için Pirinç Uçlar Nedir?

Plastik enjeksiyon kalıplama için pirinç kesici uçlar, güvenli dişli bağlantılar için plastik parçalara yerleştirilen küçük, hassas mühendislik ürünü bir metale sahiptir. Bu kesici uçlar, plastik bileşenlerin daha yüksek stres ve yük koşullarına dayanmasını sağlayarak diğer kesici uçlara göre daha iyi çekme direnci sağlar.
Uçlar, kolay işlenebilmesi, korozyona karşı dayanıklı olması ve yüksek ısı iletkenliğine sahip olması bakımından mükemmel bir malzeme olan pirinçten yapılabilir. Pirinç, diğer metallerle karşılaştırıldığında mükemmel bir güç ve fiyat dengesi sunabilen çok iyi bir seçenektir. Bu nedenle pirinç, pirinç uçlu enjeksiyon kalıplama için en iyi seçenektir.
Enjeksiyon Kalıplama için Pirinç Uç Çeşitleri
Belirli bir uygulama için uygun olan pirinç kesici uçların birkaç farklı tasarımı ve konfigürasyonu vardır. Bununla birlikte, en yaygın kullanılan tipler şunlardır:
1. Dişli Pirinç Uçlar

Bu ek parçalardaki iç dişler, vida ve cıvataların plastik bileşenlere güvenli bir şekilde sabitlenmesini sağlar. Tipik olarak, elektronik muhafazalarda, otomotiv parçalarında ve sökme ve yeniden takma işlemlerinin sıklıkla yapıldığı tüketici ürünlerinde kullanılırlar.
2. Preslenmiş Pirinç Ek Parça

Press-in insert, plastik bileşenlerdeki önceden kalıplanmış veya önceden delinmiş deliklere press-in insert'i bastırmak için mekanik kuvvetlerle uygulanır. İyi bir tutuculuğa sahiptirler ve yüksek bir çekme direncinin gerekli olmadığı uygulamalar için düşük maliyetli bir çözümdür.
3. Isıl İşlem Görmüş Pirinç Uçlar

Termal Enerji, ısıyla yapıştırılan ek parçaların montajı için kullanılır ve montaj, ek parçanın etrafındaki plastiği yumuşatarak daha sonra güvenli bir şekilde gömülebilir. Plastik soğudukça, ek parça daha sertleşir ve plastikle savaşarak çok güçlü ve kalıcı bir bağ oluşturur.
4. Ultrasonik Pirinç Uçlar

Ultrasonik yerleştirme, plastiği eriten ve pirinç ucun gömülmesini sağlayan ısı üretmek için yüksek frekanslı titreşim kullanır. Bağ oluşturmanın bu yolu, özellikle yüksek hassasiyetli işler için uygun olan çok doğru konumlandırma ve çok iyi tutuş sağlar.
5. Kalıplanmış Pirinç Uçlar

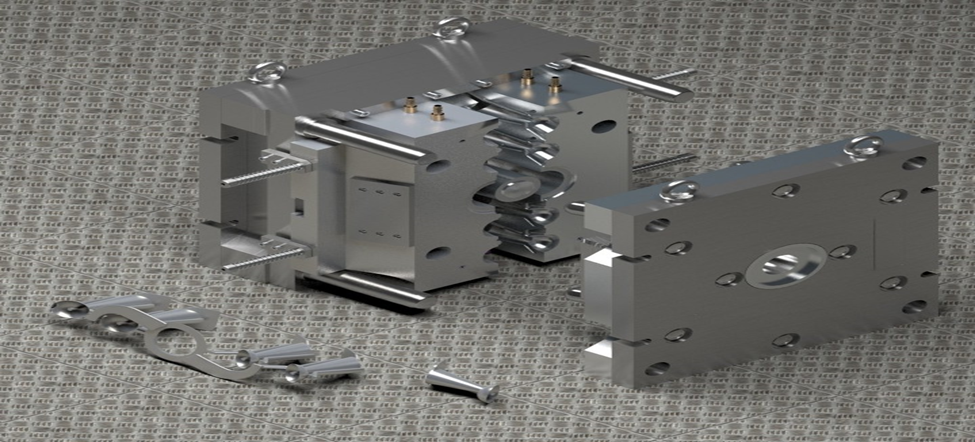
Kalıplanmış kesici uçlar, plastiğin yerine enjekte edildiği enjeksiyon kalıbının içinde yer alır. Ek parça, maksimum tutuculuk sağlayan plastik ile tamamen kapsüllenmiştir. Bu yöntem, en üst düzeyde güç ve dayanıklılığa sahip pirinç uçlu enjeksiyon kalıplama uygulamalarında yaygın olarak kullanılır.
6. Tırtıllı Uçlar

Plastik parçaların içinde kavramayı ve tutmayı iyileştirmek için dış kısmında çıkıntılar veya tırtıllar bulunan Pirinç Uçlara Tırtıllı Uçlar denir. Bunlar, plastik enjeksiyon kalıplamada yaygın olarak kullanılabilen, güvenli, aşınmaya dirençli uçlar sağlayan dişlerdir. Daha iyi çekme direnci sağlamak için tasarlanmışlardır ve bu nedenle birçok endüstride yüksek mukavemetli sabitleme için çok uygundurlar.
Plastik Enjeksiyon Kalıplamada Pirinç Uçların Takılması için Adım Adım Süreç

Plastik enjeksiyon kalıplamada, sabitleme için güçlü, yeniden kullanılabilir dişler sundukları için pirinç uçlar önemlidir. Ayrıca, montajın uzun süre dayanması, yapının güçlü olması ve işlevselliğin uygun olması için doğru montaj yöntemini seçmek önemlidir. Aşağıda, çeşitli teknikler kullanılarak pirinç ek parçaların nasıl monte edileceğine dair adım adım ayrıntılı bir kılavuz yer almaktadır.
Yöntem 1: Pres Montajlı Kurulum
Bu, pirinç parçayı önceden delinmiş veya kalıplanmış bir deliğe itmek için mekanik kuvvetin kullanıldığı en basit yöntemdir.
Adımlar
1. Deliği delin veya kalıplayın: Sıkı bir uyum için deliği pirinç uçtan biraz daha küçük delin veya kalıplayın.
2. Pirinç ek parçayı deliğin üzerine yerleştirin ve Ek Parçayı hizalayın.
3. Ek parçayı yerine oturtmak için bir pres makinesi, çekiç veya mil presi kullanın. Bu işlem en iyi, büyük miktarda kuvvet uygulandığında işe yarar.
4. Güvenli Oturuş: Ek parça yüzeye aynı hizada oturmalı ve hareket etmemelidir.
Kullanım Alanları: Yüksek çekme direncinin gerekli olmadığı hızlı, düşük maliyetli uygulamalar için.
Ek İpuçları
- Gevşek oturmayı önlemek için deliklerin uygun boyutta olduğundan emin olun.
- Plastiğe zarar verebileceğinden aşırı güç uygulamayın.
- Bu yöntem, tüketici elektroniği ve hafif plastik parçalardaki düşük yük uygulamalarında kullanım için uygundur.
Yöntem 2: Isı Yalıtım Montajı
Isı plastiği yumuşatır ve pirinç uç güvenli bir şekilde yerleştirilir.
Adımlar
1. Bir Delik Delin veya Kalıplayın: Delik boyutu kesici uç boyutuna uygun olmalıdır.
2. Pirinç parçayı ısıtın: Pirinç parçayı ısıtmak için bir ısı kazıma makinesi, havya veya ısıtmalı pres kullanılabilir.
3. Ek Parçayı Yerine Bastırın: Isıtılmış ek parçayı yumuşatılmış plastiğin içine yavaşça bastırın.
4. Soğutma: Güçlü ve kalıcı bir bağ oluşturmak için plastiğin ve ek parçanın birbirine yapışması için ek parçanın etrafında soğumasını bekleyin.
Güçlü tutma ve yüksek çekme direnci gerektiren uygulamalar için en uygunudur.
Ek İpuçları
- Çok fazla ısı plastik yapıyı bozacağından kesici ucu aşırı ısıtmayın.
- Otomotiv parçaları, plastik muhafazalar ve cihaz üretimi için bu iyi bir yöntemdir.
- Isıyla sabitleme presle sabitlemeye göre daha iyi mukavemet sağlar, ancak ek ekipman gerektirir.
Yöntem 3: Ultrasonik Yerleştirme
Ultrasonik titreşimler plastiği erime sıcaklığına kadar ısıtmak için kullanılır ve plastiği eriterek güvenli bir şekilde gömülmesini sağlar.
Adımlar
1. Deliği Hazırlayın: Pirinç uçtan biraz daha küçük bir delik delin veya kalıplayın.
2. Deliğin üzerine yerleştirin: Pirinç parçayı deliğin üzerine yerleştirin.
3. Ultrasonik titreşimler uygulanır: Yüksek frekanslı titreşim yoluyla malzemeyi ısıtmak için bir ultrasonik kaynak makinesi kullanılır.
4. Yumuşatılmış plastik insertin içine girer: Plastik ek parçanın etrafından akar.
5. Katılaştırın ve Soğutun: Titreşimler durduğunda, ek parçayı sabitlemek için plastiği sertleştirin.
En iyi kullanım alanı: Elektronik, havacılık ve tıbbi cihazlar gibi yüksek hassasiyetli uygulamalar.
Ek İpuçları
- Ultrasonik yerleştirme işlemi, yüksek hacimli üretim için hızlı ve verimlidir.
- Küçük ve hassas parçalara eşdeğer ve güvenilir bir yapıştırma sağlar.
- Plastiğin zarar görmesini önlemek ve eşit ısı dağılımı elde etmek için uygun frekans ayarları yapılmalıdır.
Yöntem 4: Kalıplı Montaj
Pirinç uçlar plastik enjeksiyondan önce kalıba yerleştirildiği için en güvenli yöntemdir.
Adımlar
1. Pirinç Ek Parçayı Kalıba Yerleştirin: Pirinç ek parçayı kalıp boşluğuna yerleştirin, böylece ek parça doğru şekilde konumlandırılır.
2. Plastik: Ek parça, etrafından akan ve onu tamamen saran Plastik içine enjekte edilir.
3. Maksimum Tutma: Plastik, ek parçanın etrafında katılaşarak Soğumaya izin verir.
4. Bitmiş Parça Çıkarma: Nihai plastik parça, kesici uç kalıcı olarak gömülü halde çıkarılır.
Şunun için: En yüksek seviyede tutma gerektiren en ağır iş uygulamaları.
Ek İpuçları
- Kesici ucun kalıba hizalanması kritiktir ve doğru şekilde yapılmalıdır.
- En yüksek mukavemet ve çekme direnci kalıplanmış kesici uçlar tarafından sağlanır, ancak kalıp karmaşıklığını artırırlar.
- Bu yöntem endüstriyel makine, havacılık ve otomotiv uygulamalarında sıklıkla kullanılmaktadır.
Pirinç Enjeksiyon Kalıplama Uçlarının Özellikleri
Pirinç kesici uçlar, çeşitli endüstriyel kullanımlar için çeşitli diş tiplerinde, boyutlarda ve tırtıl desenlerinde gelir. Bazı temel özellikler şunlardır:
- Yüksek Kaliteli Pirinçten Üretilmiştir: Dayanıklı, hatta korozyona karşı dirençli ve uzun ömürlü kullanım için yüksek iletkenliğe sahip olması için yüksek pirinç dereceli, en kaliteli pirinç malzeme kullanılarak üretilmiştir.
- Hassas Diş Açma: Bir dizi sabitleme spesifikasyonuna mükemmel uyum için metrik, UNC, UNF, BSW, BA, BSP, ISO metrik ve DIN standartlarında sağlanır.
- Enjeksiyon Kalıplama, Roto Kalıplama, PVC Enjeksiyon Kalıplama ve Kauçuk Kalıplama için çok yönlüdür.
- Tasarım Özelleştirme: Farklı endüstrilerdeki tasarımlar, numuneler ve boyutsal gereksinimler açısından müşterinin ihtiyaçlarına göre uyarlanabilir.
- İnce Tırtıllar, Elmas Desenler, Diyagonal, Ters Çapraz, vb. - Güçlü tutma ve kavrama sağlamak için ürünler ince tırtıllar, elmas desenler, diyagonal ve ters çapraz vb. özelliklere sahiptir.
- Yüksek yük taşıma kapasitesi ile tasarlanmıştır - kesici uç yüksek yüke dayanabilir, otomotiv ve endüstriyel uygulamaların gerektirdiği zorlu ortamlar için mükemmeldir.
Pirinç kesici uçlar bu özellikleri nedeniyle bu tür uygulamalar için mükemmel bir seçimdir.
Pirinç Uçlar Diş Ölçüleri
Bu tablo Pirinç Uçlar Diş Ölçüleri bilgilerini içerir.
| İplik Türü | İngiliz Ölçüleri (İnç) | Metrik Ölçüler (Milimetre) |
| BSW (İngiliz Standart Whitworth) | 1/8″, 5/32″, 3/16″, 1/4″, 5/16″, 3/8″, 1/2″, 3/4″ | 3mm, 4mm, 5mm, 6mm, 8mm, 10mm, 12mm |
| UNC (Birleşik Ulusal Kaba) | 1/8″, 5/32″, 3/16″, 1/4″, 5/16″, 3/8″, 1/2″, 3/4″ | 3mm, 4mm, 5mm, 6mm, 8mm, 10mm, 12mm |
| UNF (Birleşik Ulusal Para Cezası) | 1/8″, 5/32″, 3/16″, 1/4″, 5/16″, 3/8″, 1/2″, 3/4″ | 3mm, 4mm, 5mm, 6mm, 8mm, 10mm, 12mm |
| BSP (İngiliz Standart Boru) | 1/8″, 5/32″, 3/16″, 1/4″, 5/16″, 3/8″, 1/2″, 3/4″ | 3mm, 4mm, 5mm, 6mm, 8mm, 10mm, 12mm |
| NPT (Ulusal Boru Dişi) | 1/8″, 5/32″, 3/16″, 1/4″, 5/16″, 3/8″, 1/2″, 3/4″ | 3mm, 4mm, 5mm, 6mm, 8mm, 10mm, 12mm |
| NPS (Ulusal Düz Boru) | 1/8″, 5/32″, 3/16″, 1/4″, 5/16″, 3/8″, 1/2″, 3/4″ | 3mm, 4mm, 5mm, 6mm, 8mm, 10mm, 12mm |
| ISO Metrik (Uluslararası Standart Dişler) | 1/8″, 5/32″, 3/16″, 1/4″, 5/16″, 3/8″, 1/2″, 3/4″ | 3mm, 4mm, 5mm, 6mm, 8mm, 10mm, 12mm |
Tablo, İngiliz ve metrik ölçüm standartlarını içeren pirinç kesici uç diş boyutlarını açık ve yapılandırılmış bir formatta sunmaktadır.
Enjeksiyon Kalıplama için Pirinç Uç Kullanmanın Avantajları

1. Geliştirilmiş Güç ve Dayanıklılık
Plastik dişlerin ömrü, operasyonel arızaya neden olana kadar zamanla azalır. Plastik enjeksiyon kalıplama uçlarından elde edilen güçlü ve dayanıklı diş açma çözümü, orijinal kalitesini koruyarak tekrar tekrar çalışabilir.
2. Üstün Korozyon Direnci
Pirinç doğal korozyon direnci gösterir, bu da onu nem ve kimyasal maruziyet ve zorlu çevre koşulları altında çalışması gereken cihazlar için uygun hale getirir. Malzeme, dayanıklılık özellikleri nedeniyle yüksek kalite seviyelerinde performans gösterirken güvenilir kalır.
3. Geliştirilmiş Termal ve Elektriksel İletkenlik
Üretimde elektrik ve ısı iletimi ihtiyacı, üreticileri enjeksiyon kalıplama sırasında tercih ettikleri malzeme olarak pirinç uçlar kullanmaya yönlendirmektedir. Pirincin elektriksel ve termal iletkenlik özellikleri, onu dijital elemanlar ve otomotiv sensörlerinin yanı sıra endüstriyel sistemler üretmek için en uygun malzeme seçimi haline getirmektedir.
4. Plastik Bileşenler Üzerinde Azaltılmış Stres
Pirinç kesici uçlar plastik parça gerilimini eşit olarak dağıtarak çatlamaya neden olabilecek lokal hasarlara karşı koruma sağlar. Bileşen, pirinç uçlar sayesinde tutarlı performansı korurken daha uzun bir hizmet ömrüne sahip olur.
5. Montaj ve Demontaj Kolaylığı
Pirinç uçların kombinasyonu, plastik malzemeyi hasardan koruyan güvenli bir bağlantı sistemi oluşturur. Uygulamalar, sürekli bileşen montajı ve bakım görevlerine veya bileşen değiştirme prosedürlerine ihtiyaç duydukları için bu yöntemden yararlanır.
6. Maliyet-Etkinlik
Enjeksiyon kalıplama için pirinç kesici uç kullanmanın maliyeti, performansları beklentileri aşsa da uygun olmaya devam etmektedir. Kombinasyon, çoğu üretim masrafı seviyesini korurken uygun fiyatlı ürün mukavemeti artışı sağlar.
Pirinç Enjeksiyon Kalıplama için Montaj Yöntemleri
Pirinç uç montajı prosedürü, malzeme özellikleri ve üretim miktarları ile birlikte gerekli uygulamaları içeren birçok faktöre bağlıdır. Pirinç insert enjeksiyon kalıplama için kullanılan üç temel kurulum yaklaşımı bulabilirsiniz.
1. Isı Staking
Önceden ısıtılmış bir pirinç uç, plastik bileşenin önceden delinmiş bir açıklığına presle oturtulur. Pirinç uçlar nihayetinde soğuyarak plastikle güçlü bir bağ oluşturur ve bu işlem yüksek tutma mukavemeti sağlar.
2. Ultrasonik Yerleştirme
Ultrasonik yerleştirme, pirinç uç plastik bileşene yerleştirilmeden önce plastik malzemeyi yumuşatan kısıtlı termal etkiler yaratmak için yüksek frekanslı sonikleri kullanır. Yerleştirme tekniği tam konumlandırma sağlar ve elektronik ve tıbbi cihazların pirinç uç enjeksiyon kalıplamasında birçok uygulamaya hizmet eder.
3. Pres Bağlantısı
Presle takma işlemini gerçekleştirirken operatörler, pirinç uçları önceden hazırlanmış olan istenen deliklere sokmak için manuel güç kullanmalıdır. Bu basit prosedür, güçlü çekme direnci gerektirmediğinden hem bütçe dostu hem de uygun olmaya devam etmektedir.
4. Kalıplı Yerleştirme
Kalıp içine yerleştirme en güvenli yöntemdir çünkü pirinç insert plastik enjeksiyon başlamadan önce kalıbın içine yerleştirilir. Yerleştirme yöntemi kullanıldığında, plastik malzeme en güçlü tutma kabiliyetini elde etmek için kesici ucu kaplar ve tamamen çevreler.
Plastik Enjeksiyon Kalıplama için Pirinç Uç Seçimi
Uygulamanız için doğru pirinç kesici ucun seçimi oldukça karmaşık bir seçimdir ve seçim yaparken birkaç şeyi aklınızda tutmanız gerekir.
1. İplik Tasarımı
Uygulama gereksinimleriniz için doğru diş tipine ve hatveye sahip bir kesici uç seçin. İnce dişler daha iyi kavrama sağladığından, kaba dişler daha iyi montaj sağlar.
2. Ekleme Boyutu ve Şekli
Kesici uç, plastik bileşene ve montaj yöntemine uyacak boyut ve şekilde olmalıdır. Duvar kalınlığı, delik çapı ve parça geometrisi gibi faktörleri göz önünde bulundurmanız gerektiğini varsayalım.
3. Malzeme Uyumluluğu
Pirinç uç, kalıplamada kullanılan plastik türü ile kullanıma uygun olmalıdır. Düşük erime noktalı plastiklerin montaj sırasında zarar görmesini önlemek için bu plastiklere de kesici uçlar yapılabilir.
4. Yük Taşıma Kapasitesi
Pirinç kesici ucun çekme mukavemetinden tork direncine ve kesme mukavemetine kadar mekanik özellikleri değerlendirilecektir. Uygulamanın yapısal gereksinimlerini karşılayan bir kesici uç seçin.
5. Çevresel Koşullar
Plastik bileşenin çevresini değerlendirin. Örneğin, bileşen nemli kimyasallara veya yüksek sıcaklıklara maruz kalıyorsa, uygun kaplamaya sahip korozyona dayanıklı pirinç uçlar seçin.
Enjeksiyon Kalıplamada Pirinç Uç Uygulamaları
Plastik enjeksiyon kalıplama pirinç uçları, nihai ürüne gelişmiş güç, korozyon direnci ve dayanıklılık sağladığı için temel unsurlardır. Uçlar, güvenli uzunlamasına kalıcı dişli bağlantıların gerekli olduğu endüstrilerde geniş kapsamlı kullanım alanı bulur. Plastik bileşenlere güçlü bağlantı çözümleri getirerek onları güçlendirme yetenekleri nedeniyle vazgeçilmezdirler. Aşağıda, çeşitli sektörlerdeki bazı uygulamaları ele alıyorum.
1. Otomotiv Endüstrisi
İçinde otomoti̇v sektörüpirinç kesici uçlar çok sayıda uygulama alanı bulur ve hem yapısal hem de işlevsel plastik bileşenlerde bulunur. Yüksek mukavemet, titreşim direnci ve güvenilirlik bu kesici uçları yüksek performanslı otomotiv parçaları haline getirir.
Yaygın Uygulamalar
- Gösterge Paneli Panelleri: Dijital ekranların ve gösterge kümelerinin sağlam bir şekilde monte edilmesini sağlamak için.
- Sensör Yuvaları: Motor ve güvenlik sistemlerindeki otomotiv sensörleri için sabit, titreşime dayanıklı montaj noktaları sağlar.
- Motor Kapakları: Plastik motor bileşenlerinin dayanıklılığını ve termal direncini artırır.
- İç trim bileşenleri: uzun ömürlü iplik bağlantısı için iç panel, kontrol üniteleri ve düğmeleri birbirine geçirmek için kullanılır.
- Yakıt pompaları, filtre gövdeleri ve enjektör bileşenleri üzerindeki bağlantıların sağlam olduğundan emin olun.
2. Elektronik ve Elektrikli Bileşenler
Pirinç uçlar aşınmaya karşı yüksek direnç ile mükemmel iletkenlik sunduğundan, elektronik ve elektrik uygulamalarında yaygın olarak kullanılırlar. Bunlar, güçlü mekanik destek sağlar ve aynı zamanda plastik muhafazalarda güvenilir elektrik bağlantıları için bir araç sağlar.
Yaygın Uygulamalar
- Devre kartlarını plastik muhafazalara sabitleyerek hareket etmelerini veya hasar görmelerini önleyen Devre Kartı Bağlantıları.
- Konektörler: Bazı elektrik konektörleri sabit ve iletken bağlantılar sağlar.
- Elektrik Anahtar Muhafazaları: Zorlu kullanıma dayanıklı elektrik anahtarları için güçlü destek sağlar.
- Pil Bölmeleri: Bunlar, uzaktan kumandaların yanı sıra elektrikli aletlerde güçlü bir pil kutusu yapmak için oluşturulmuştur.
- Güç dağıtım üniteleri gibi elektrik dağıtım sistemlerinin plastik muhafazalarının güvenli bir şekilde sabitlenmesi.
3. Tıbbi Cihazlar
Plastik bileşenlerden yapılmış pirinç uçlar, medikal endüstrisinde güç, hassasiyet ve dayanıklılık için kullanılacaktır. Bu uçlar, tasarımların tıbbi uygulamalarda olduğu gibi sıkı güvenlik ve hijyen standartlarını karşılamasını sağlar.
Yaygın Uygulamalar
- Cerrahi Aletler: Sterilize edilecek ve tekrar kullanılacak plastik cerrahi aletlerde kullanılan güvenli dişli bağlantılar elde edin.
- Teşhis Ekipmanları: Ultrason makinelerinde, CT tarayıcılarda ve laboratuvar cihazlarında güvenli montaj için kullanılır.
- Protez Cihazlar: Plastik protez uzuvlarda ve tıbbi implantlarda güçlü bağlantılar sağlar.
- EKG monitörleri ve infüzyon pompaları gibi dayanıklı bir sabitleme gerektiren çeşitli muhafazalara yerleştirilmesi gereken tıbbi açıdan hassas elektronik cihazlar.
- Santrifüjleri, Mikroskopları ve Numune Test Ekipmanlarını Tutmaya Yardımcı Olmak için Plastik Bileşenlerin Sabitlenmesi.
4. Tüketici Ürünleri
Tüketim malları, plastik bileşenlerin zamanla etkilenmesini önlemek için uzun ömürlü güvenilir sabitleme çözümleri sağlayan Pirinç uçların kullanımına büyük ölçüde güvenmektedir. Ayrıca, günlük ürünler için iyi bir korozyon direnci ve dayanıklılık direncine sahiptirler.
Yaygın Uygulamalar
- Plastik Muhafazalar: Elektronik aletlerde, koruyucu kılıflarda ve plastik alet muhafazalarında kullanılır.
- Ev Aletleri: Çamaşır makinesi, buzdolabı, elektrikli süpürge kontrol panellerini ve parça hareketlerini güvence altına almak için.
- Çocuk oyuncaklarında pil bölmelerinin ve hareketli parçaların montajında kullanılabilirler.
- Mobilya Bağlantı Parçaları: Modüler mobilya ve dolapların plastik parçalarında güçlü bağlantılar sağlayın.
- Spor Ekipmanları: Spor ekipmanları ve koruyucu giysilerdeki plastik bileşenlerin mukavemetini artırın.
5. Havacılık ve Uzay Endüstrisi
Havacılık ve uzay uygulamalarında, hafif, güçlü ve titreşime dayanıklı sabitleme çözümleri olan pirinç uçlar kullanılır. Bunlar, yüksek performanslı uçak sistemlerinde kullanılan plastik bileşenlerin tokluğunu artırmaya yardımcı olur.
Yaygın Uygulamalar
- Uçak İç Bileşenleri: Plastik iç paneller, koltuklar ve kabin armatürleri üzerinden kilitlenen bağlantı elemanları.
- Kontrol Panelleri: Bunlar, enstrümantasyon için düğmeler, anahtarlar ve paneller için dişli / pres oranı bağlantıları sağlar.
- Haberleşme Cihazları: Radyo ve uydu iletişim sistemlerinde güçlü elektrik ve mekanik bağlantılar için kullanılır.
- GPS ve Uçuş Kontrol: GPS ve uçuş kontrol cihazlarındaki plastik bileşenlerin stabil montajı.
- Uydu Bileşenleri: Uzay keşif sistemlerinde hafif ancak dayanıklı plastik bileşenlerde kullanılır.
Sonuç
Plastik enjeksiyon kalıplamadaki önemli unsurlar arasında mukavemeti artıran, korozyona karşı daha fazla dayanıklılık sağlayan ve uzun ömürlülük gösteren pirinç uçlar yer alır. Güvenli ve yeniden kullanılabilir dişler sunarak plastik parçaların aşınmasını önler, daha uzun ürün ömrü ve güvenilir ürünler sağlar. Dişli, tırtıklı, presli, ısıyla sabitlenmiş ve kalıplanmış gibi farklı pirinç uç stilleri mevcuttur ve üreticinin uygulamasına en uygun olanı seçmesine olanak tanır.
Mekanik arızalara karşı tutma ve çekme direnci, presle takma, ısıyla sabitleme, ultrasonik yerleştirme veya kalıpla yerleştirme yöntemleriyle pirinç ekler takılarak elde edilir. Bu ekler, plastik parçalar üzerindeki gerilimi daha iyi yayarak ve çatlama veya deformasyon olasılığını azaltarak hafifletir. Ayrıca, mükemmel termal ve elektrik iletkenliğine sahiptirler, bu da onları elektronikte, tıbbi cihazlarda ve havacılık endüstrilerinde kullanım için uygun hale getirir.
Endüstriler hızla dönüşürken, daha yüksek performans seviyesine ve uygun fiyatlı çözümlere duyulan ihtiyaç azalmıyor. Maliyet sahipliği ve gücün mükemmel birleşimi, pirinci dünya çapındaki üreticiler için tercih edilen kesici uçlar haline getirmektedir. Pirinç kesici uçlar hala yüksek hassasiyetli veya ağır hizmet uygulamalarında kullanılmakta ve bu da onları modern üretimin önemli bir parçası haline getirmektedir.
SSS
1. Pirinç uçlar plastik enjeksiyon kalıplama için kullanılır.
Pirinç uçların kullanılması, plastik bileşenlerde güçlü yeniden kullanılabilir dişler sağlayarak ömürlerini uzatır ve otomotiv, elektronik, tıbbi cihazlar endüstrilerinde güvenli sabitleme sağlar.
2. Pirinç uçlar için kullanılan terminoloji nedir?
Özel uygulamalar ve montaj yöntemleri için kullanılan dişli, presli, ısıyla yapıştırılmış, ultrasonik, kalıplanmış ve tırtıklı uçlar gibi çeşitli pirinç uç türleri vardır.
3. Plastik dişler yerine pirinç uçlar kullanmanın nedenleri nelerdir?
Üstün mukavemet, korozyon direnci ve aşınma direnci, Plastik dişlerin aksine Pirinç uçlar tarafından sunulur ve tekrarlanan montaj ve demontaj gerektirmeden uzun süre dayanmasını sağlar.
4. Pirinç uçlar plastik parçalara nasıl yerleştirilir?
Pirinç uçları takmak için farklı teknikler presle takma, ısıyla sabitleme, ultrasonik yerleştirme ve enjeksiyon kalıplama işlemi sırasında plastik parçalara kalıplamadır.
5. Pirinç uçlar endüstride ne zaman kullanılır?
Güçlü ve güvenilir dişli bağlantılar, pirinç uçların yaygın olarak kullanıldığı otomotiv, elektronik, havacılık, tıbbi cihazlar ve tüketici ürünleri dahil olmak üzere birçok endüstride talep edilmektedir.