La sous-traitance en moulage par injection de plastique repose sur l'association d'une technologie de moulage de pointe et de services de production professionnels. Cela permet à une entreprise de se concentrer sur la conception, la commercialisation et le développement de son activité, tout en confiant la production à des fabricants spécialisés.
L'efficacité dans la fabrication des produits est l'une des principales préoccupations des entreprises dans un large éventail de secteurs. Les entreprises recherchent des pièces de bonne qualité, une production constante et des solutions abordables. La sous-traitance en moulage par injection plastique joue un rôle important à cet égard. Elle permet aux entreprises de fabriquer des pièces en plastique sans avoir à investir dans des équipements coûteux, des installations ou du personnel spécialisé.
Les composants en plastique sont omniprésents. On les retrouve dans les pièces automobiles, les dispositifs médicaux, les biens de consommation, l'électronique, les emballages et les machines industrielles. De nombreuses entreprises font appel à des partenaires de fabrication en sous-traitance pour produire des produits et des articles en plastique de précision, alors que la demande pour ce type de précision ne cesse de croître.
Cet article vous fournira toutes les informations nécessaires sur moulage par injection de plastique la fabrication en sous-traitance, depuis ses avantages jusqu'à son processus et ses applications, en passant par ses coûts, ses défis et ses perspectives d'avenir.
Comprendre la fabrication en sous-traitance par moulage par injection de plastique
La fabrication en sous-traitance par moulage par injection de plastique est une méthode de production qui consiste à confier à un fabricant spécialisé la fabrication de pièces en plastique pour le compte d’une entreprise donnée. Le sous-traitant est chargé du moulage, du contrôle qualité, de l'outillage, de la planification de la production et, parfois, de l'assemblage et du conditionnement. Comme les entreprises n'ont pas besoin d'investir dans les équipements et l'expertise nécessaires à la fabrication de leurs produits, elles choisissent plutôt d'externaliser la fabrication à des experts qui disposent déjà de ces deux atouts.
Cette méthode est largement utilisée en raison de sa cohérence, de son évolutivité et de son efficacité. Les entreprises peuvent commercialiser leur produit dans les délais impartis, tout en minimisant les risques opérationnels et en garantissant une qualité élevée du produit. Pour de nombreux fabricants sous contrat, leur rôle consiste à accompagner leurs clients de la conception à la production. Cela permet d'accélérer le processus de fabrication et de réduire au minimum les erreurs coûteuses.
Comment fonctionne le moulage par injection de plastique ?
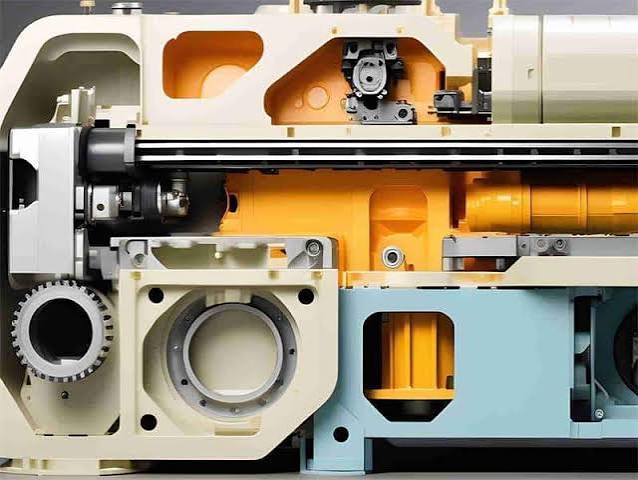
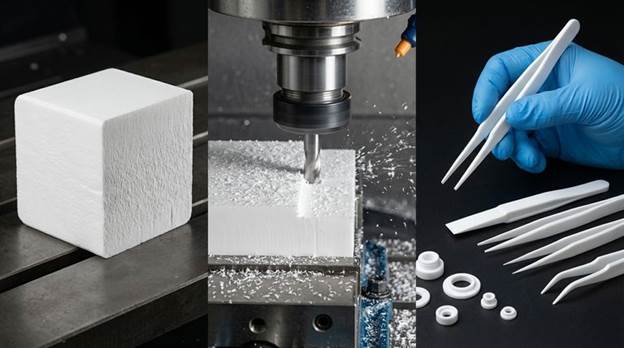
Le moulage par injection de plastique est un procédé de fabrication utilisé pour produire des pièces en plastique en grande série. Il s'agit d'un procédé qui consiste à extraire la matière plastique et à l'injecter sous haute pression dans un moule de forme spécifique. Après refroidissement et solidification, le moule est ouvert et les pièces moulées sont démoulées. Ce procédé permet d'obtenir des pièces très précises et reproductibles. Il permet de réaliser aussi bien des formes simples que des composants plus complexes présentant des détails précis.

Voici les raisons pour lesquelles le moulage par injection est un procédé couramment utilisé :
- Haute efficacité de production
- Une qualité constante
- Excellente précision dimensionnelle
- Faible UDC à des volumes élevés
- Large choix de matériaux
C'est pourquoi le moulage par injection est un procédé de fabrication très répandu dans le monde entier.
Comment fonctionne la sous-traitance dans le domaine du moulage par injection plastique ?
Le processus débute bien avant le début de la production. Les sous-traitants performants suivent généralement plusieurs étapes clés.
Évaluation de la conception des produits
Examen par le fabricant de la conception et du cahier des charges du client. Les ingénieurs examinent la géométrie et les spécifications des matériaux, ainsi que la faisabilité de la fabrication. Des suggestions peuvent être formulées concernant la conception afin d’améliorer la moulabilité et/ou de réduire les coûts de production. Cette étape est parfois appelée « conception en vue de la fabricabilité » (DFM). Elle permet d’identifier les problèmes potentiels avant la fabrication des outils.
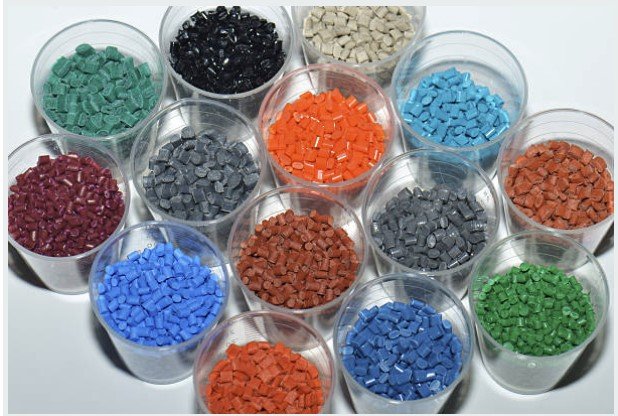
Sélection des matériaux
Il est important de choisir le matériau plastique adapté. Les différentes applications requièrent des propriétés variées.
Parmi les matériaux couramment utilisés, on trouve :
- Polypropylène (PP)
- Polyéthylène (PE)
- ABS
- Polycarbonate (PC)
- Nylon
- Acrylique
- PEEK
- PVC
Les propriétés de chaque matériau varient, notamment en termes de résistance mécanique, de souplesse, de résistance à la chaleur et de résistance chimique, etc. Le fabricant participe au choix du matériau le mieux adapté à l'application.
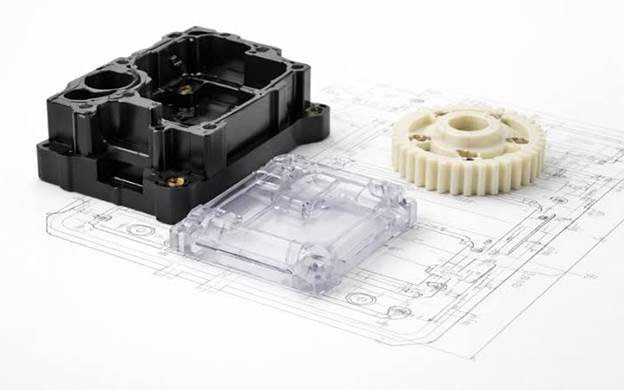
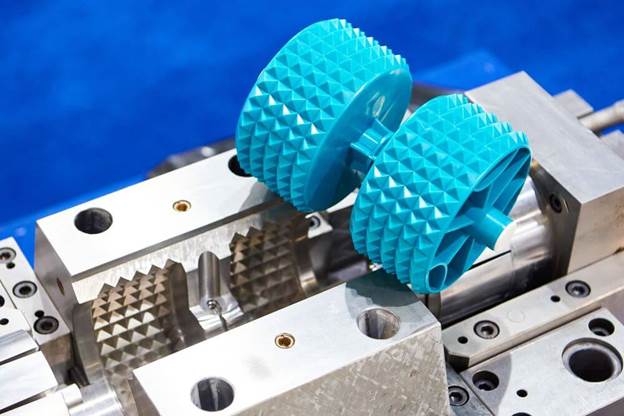
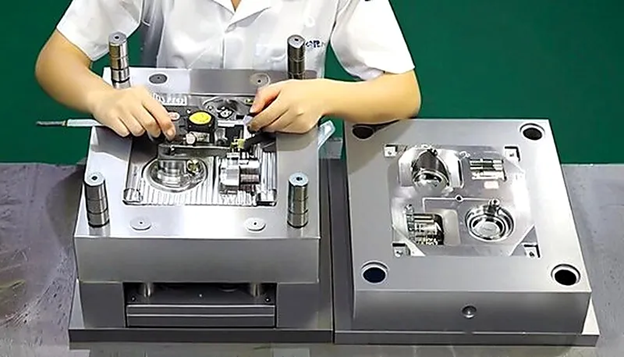
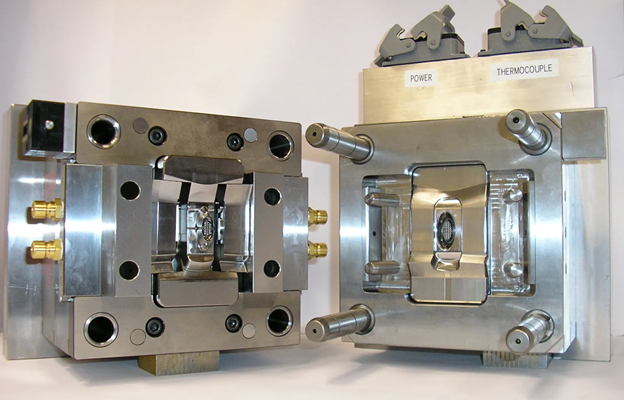
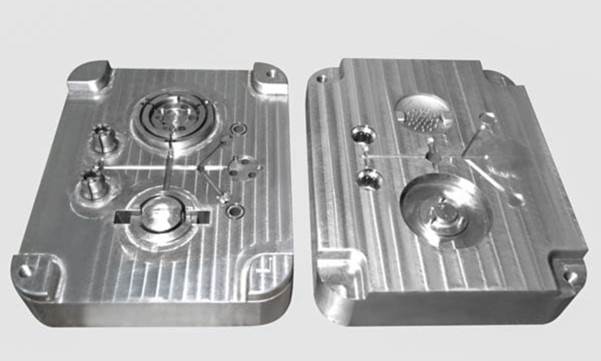
Conception de moules et d'outils
L'un des éléments les plus importants du processus de moulage par injection est le moule. Les ingénieurs conçoivent un moule sur mesure en fonction des spécifications du produit. Ce moule est ensuite fabriqué par usinage de précision. Le coût des moules peut être considérable, mais un moule de qualité permet de produire des centaines de milliers, voire des millions de pièces.
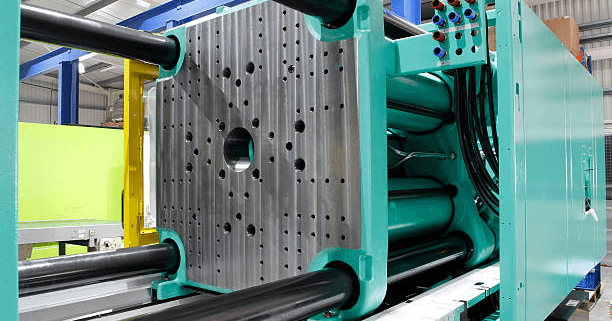
Configuration de la production
Le moule est terminé, puis placé dans une presse à injection.
Les paramètres de production (tels que :
- Pression d'injection
- Température
- Temps de refroidissement
- Durée du cycle
- Débit de matière
Ces paramètres ont été optimisés pour garantir la qualité.
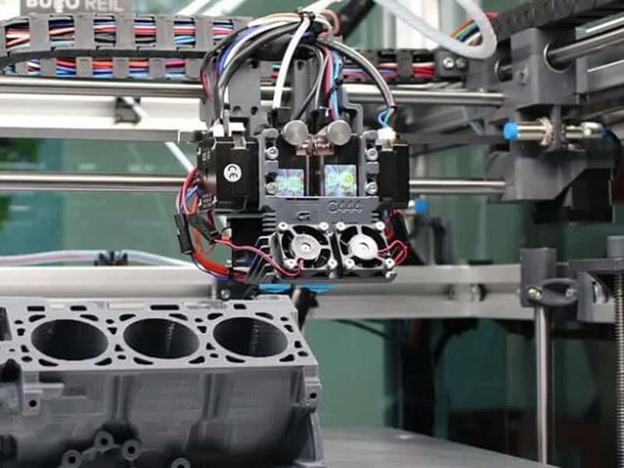
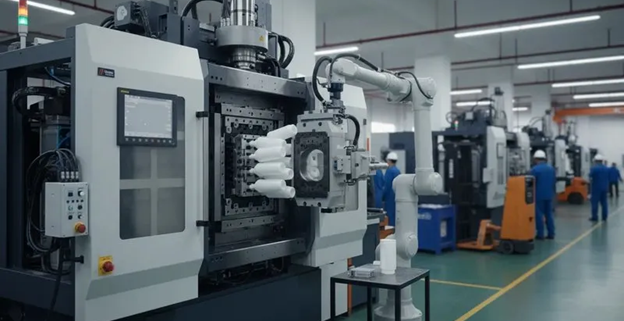
Processus de fabrication
Machine de moulage par injection : des granulés de plastique sont introduits dans la machine. La matière est fondue par chauffage. Sous pression, le plastique fondu est injecté dans la cavité du moule. Le moule est ensuite refroidi, ouvert, puis le produit est éjecté. Ce processus est répété en continu jusqu’à ce que les besoins de production soient satisfaits.
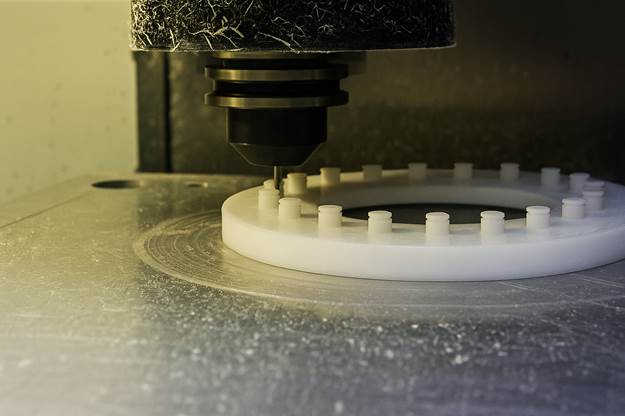
Inspection de la qualité
Dans le domaine de la sous-traitance en moulage par injection plastique, le contrôle qualité revêt une importance capitale. Les fabricants vérifient et inspectent les pièces au cours du processus de fabrication afin de s'assurer qu'elles sont conformes aux spécifications.
Les inspections peuvent porter notamment sur :
- Vérification dimensionnelle
- Inspection visuelle
- Essais sur les matériaux
- Tests fonctionnels
- Évaluation de l'aspect de surface
Cela permet de garantir la qualité constante des produits et la satisfaction des clients.
Avantages de la sous-traitance dans le domaine du moulage par injection plastique
De nombreuses entreprises optent pour la fabrication en sous-traitance en raison de ses nombreux avantages.

Réduction des investissements en capital
La mise en place d'une unité interne de moulage par injection nécessite un investissement considérable. Les entreprises doivent acheter des machines, former leurs employés et assurer le bon fonctionnement de leurs usines. Elles doivent acquérir le matériel nécessaire, embaucher du personnel qualifié et veiller au bon fonctionnement des usines. Le recours à la sous-traitance permet d'éliminer tous ces coûts. Les entreprises bénéficient ainsi de prestations de production de haut niveau sans avoir à supporter d'importants coûts d'investissement.
Accès à l'expertise du secteur
Un sous-traitant expérimenté dispose d'une grande expertise en matière de procédés de moulage par injection. Il connaît parfaitement les caractéristiques des matériaux, la conception des moules, le contrôle qualité et l'optimisation de la production assurée par ses équipes d'ingénieurs. Ces connaissances permettent d'améliorer la qualité du produit fini et de réduire les risques liés à la fabrication.
Accélération de la mise sur le marché
Sur les marchés concurrentiels, il est essentiel de commercialiser ses produits dans les meilleurs délais. Les équipements, la main-d'œuvre et les processus de production sont déjà en place chez les fabricants sous contrat. Cela permet aux produits de passer plus rapidement de la conception à la production. Un délai de développement plus court constitue un atout majeur face à la concurrence.
Évolutivité
Les besoins de production peuvent varier d'une année à l'autre. Les entreprises tirent profit de la sous-traitance en moulage par injection de plastique, car cela leur permet d'adapter leur production en fonction de la demande. Le client n'a pas besoin d'acheter du matériel supplémentaire pour maintenir son volume de production lorsque le fabricant souhaite réduire le nombre d'articles produits ou, au contraire, l'augmenter.
Amélioration de la qualité
Les fabricants professionnels savent tirer pleinement parti d'équipements de pointe et de systèmes de gestion de la qualité.
Il existe de nombreux établissements titulaires de certifications telles que :
- ISO 9001
- ISO 13485
- IATF 16949
Ces normes contribuent à l'harmonisation des normes de production.
Rapport coût-efficacité
Les économies d'échelle constituent un avantage pour les grands fabricants. Ceux-ci achètent leurs matières premières en gros et mettent au point des processus de production optimisés afin de réduire au minimum leurs coûts. Ces gains d'efficacité se traduisent souvent par une baisse des coûts de production pour les clients.
Secteurs recourant à la fabrication en sous-traitance par moulage par injection de plastique
La sous-traitance dans le domaine du moulage par injection de plastique occupe une place importante dans de nombreux secteurs d'activité.

Industrie automobile
Les constructeurs automobiles dépendent énormément des pièces moulées par injection.
En voici quelques exemples :
- Composants du tableau de bord
- Finitions intérieures
- Connecteurs
- Boîtiers
- Pièces du compartiment moteur
Ce procédé est durable, précis et économique.
Industrie médicale
Les dispositifs médicaux doivent être fabriqués dans le respect des normes de qualité et être conformes à la réglementation.
Le moulage par injection est un procédé qui permet de fabriquer des produits tels que :
- Seringues
- Composants d'équipements de diagnostic
- Instruments chirurgicaux
- Dispositifs d'administration de médicaments
- Boîtiers médicaux
Le respect des réglementations du secteur est facilité grâce à l'aide de fabricants sous contrat possédant une expérience dans le domaine médical.
Produits de consommation
Le moulage par injection est utilisé pour fabriquer toute une gamme de composants courants.
En voici quelques exemples :
- Ustensiles de cuisine
- Jouets
- Conteneurs de stockage
- Produits d'hygiène personnelle
- Appareils électroménagers
Il s'agit d'un procédé qui peut être utilisé pour la production en série tout en garantissant une qualité constante.
Industrie électronique
De nombreuses pièces moulées sont utilisées dans les appareils électroniques.
Il s'agit notamment de :
- Boîtiers d'appareils
- Connecteurs
- Commutateurs
- Compartiments à piles
- Housses de protection
Le moulage par injection permet d'obtenir, pour les assemblages électroniques, les dimensions exactes requises.
Équipement industriel
Les applications industrielles nécessitent des pièces en plastique résistantes.
Les fabricants produisent :
- Pièces de machines
- Housses de protection
- Panneaux de commande
- Vannes
- Composants de gestion des fluides
La fabrication en sous-traitance vise à garantir la fiabilité et la performance.
Choisir le bon partenaire pour la fabrication en sous-traitance par moulage par injection plastique
Le choix d'un partenaire industriel adapté peut être déterminant pour la réussite.
Évaluer l'expérience
Recherchez des fabricants qui possèdent une expérience dans votre secteur d'activité. L'expérience acquise dans ce secteur peut se traduire par des propositions de conception plus efficaces et de meilleurs résultats en termes de produits. Examinez leurs réalisations actuelles et passées.
Évaluer les capacités de production
Réfléchissez à ceci :
- Capacité de la machine
- Expertise en matière de matériaux
- Capacités d'outillage
- Systèmes d'automatisation
- Services annexes
Un bon fabricant sera en mesure de répondre aux besoins actuels et futurs.
Systèmes d'assurance qualité
La qualité doit toujours aller de soi.
Renseignez-vous sur :
- Certifications
- Procédures d'inspection
- Méthodes d'essai
- Pratiques en matière de documentation
Des systèmes de qualité permettent de réduire les problèmes de production et les défauts.
Réfléchissez à la communication
La communication a un impact positif sur la gestion de projet. Choisissez un fabricant réactif et qui fait preuve de transparence. Une communication efficace est essentielle pour éviter les malentendus et les retards.
Analyser la capacité de production
Assurez-vous que le fabricant est en mesure de répondre à vos besoins en termes de quantités. Compte tenu des taux de croissance élevés, la capacité de production revêt une importance cruciale. Un partenaire en pleine expansion peut contribuer à la pérennité de votre entreprise.
Matériaux plastiques couramment utilisés dans le moulage par injection
Il existe différents types de matériaux qui présentent chacun des avantages propres.

Polypropylène (PP)
Le polypropylène est léger, résistant et économique. Il présente une excellente résistance aux produits chimiques et est utilisé dans les produits de grande consommation et les emballages.
ABS
L'ABS allie solidité, résistance aux chocs et finitions de surface de qualité. Il est couramment utilisé dans la fabrication de pièces automobiles et électroniques.
Polycarbonate
Le polycarbonate offre une excellente résistance aux chocs et une grande transparence. Il est également largement utilisé dans les équipements de sécurité et les appareils électroniques.
Nylon
Le nylon est un matériau très résistant qui présente de bonnes propriétés mécaniques. Les composants en nylon sont souvent utilisés dans le secteur automobile ainsi que dans le secteur industriel.
Polyéthylène
Le polyéthylène est un matériau souple, résistant et imperméable. Il est très répandu dans la fabrication de récipients et d'emballages.
Services annexes proposés par les fabricants sous contrat
Il existe un certain nombre de fabricants sous contrat qui proposent des services supplémentaires en plus du moulage.
Assemblage du produit
Il est possible d'assembler les composants avant l'expédition. Cela permet de réduire au minimum les manipulations et de rationaliser la chaîne d'approvisionnement.
Décoration et étiquetage
Les fabricants peuvent proposer :
- Tampographie
- Sérigraphie
- Marquage au laser
- Application d'étiquettes
Ces services contribuent à améliorer l'aspect du produit et à renforcer son image de marque.
Services d'emballage
Les solutions d'emballage sur mesure servent à préparer les produits en vue de leur distribution.
Voici quelques-uns des services d'emballage proposés :
- Emballages destinés à la vente au détail
- Conditionnement en vrac
- Étiquetage personnalisé
- Codes-barres
Entreposage et logistique
Certains fabricants proposent des services de gestion des stocks et d'expédition. Cela simplifie les opérations et rend la chaîne d'approvisionnement plus efficace.
Facteurs de coût dans la sous-traitance du moulage par injection de plastique
Il existe plusieurs facteurs qui déterminent les coûts de production.
Coûts d'outillage
L'un des principaux coûts initiaux concerne les moules sur mesure. En général, les formes plus complexes sont plus coûteuses que les formes plus simples.
Coûts des matières premières
Le coût des plastiques varie. Le prix des plastiques techniques est généralement plus élevé que celui des plastiques de base.
Volume de production
À mesure que le volume de production d'un produit donné augmente, le coût unitaire de ce produit diminue généralement. C'est l'une des raisons pour lesquelles le moulage par injection est un procédé idéal pour la production en série.
Complexité des pièces
Des outillages sophistiqués et des cycles de production plus longs sont parfois nécessaires pour obtenir les géométries complexes requises. Cela peut entraîner une augmentation des coûts de fabrication.
Opérations secondaires
D'autres services, tels que l'assemblage et le conditionnement, s'ajoutent aux coûts du projet. Ils pourraient toutefois permettre de réduire les dépenses globales de la chaîne d'approvisionnement.
Contrôle qualité dans la fabrication en sous-traitance par moulage par injection de plastique
Le contrôle qualité est un processus visant à garantir que les produits répondent aux besoins des clients. Les fabricants ont recours à différentes techniques d'inspection.

Contrôle des matières entrantes
Toutes les matières premières sont contrôlées avant la production. Cela permet de garantir la régularité et les performances du matériau.
Surveillance en cours de fabrication
Les paramètres de production font l'objet d'une surveillance continue. Les opérateurs surveillent les performances afin de détecter les problèmes dès leur apparition.
Contrôle final du produit
Enfin, les composants fabriqués sont contrôlés avant leur livraison. Des mesures et des essais fonctionnels permettent de vérifier leur conformité aux spécifications.
Contrôle statistique des processus
De nombreux fabricants ont recours à des méthodes statistiques pour contrôler la qualité de leur production. Cela permet d'identifier les tendances et de prévenir les défauts.
Le développement durable dans le moulage par injection de plastique
La protection de l'environnement revêt une importance croissante. Les fabricants mettent en place des mesures respectueuses de l'environnement.
Matériaux recyclés
Les plastiques recyclés sont de plus en plus utilisés dans de nombreuses applications. Cela permet de réduire la quantité de déchets et d'économiser des ressources.
Équipements à faible consommation d'énergie
Dans le domaine actuel des presses à injection, la consommation d'énergie est moindre. Cette efficacité énergétique permet de réduire l'empreinte environnementale et les coûts d'exploitation.
Réduction des déchets
Les fabricants ont pris des mesures pour réduire au minimum les déchets et optimiser l'utilisation des matériaux. La réduction de la production de déchets est rendue possible grâce à un meilleur contrôle des processus.
Conception de produits durables
Les ingénieurs conçoivent des produits qui utilisent moins de matériaux tout en remplissant la même fonction. Cela permet d'atteindre les objectifs de développement durable sans faire de compromis sur la qualité.
Les défis de la sous-traitance dans le domaine du moulage par injection de plastique
Malgré les avantages de la fabrication en sous-traitance, celle-ci présente également certains inconvénients.
Perturbations de la chaîne d'approvisionnement
En fonction des matériaux utilisés, la production peut être retardée en raison de pénuries de matières premières et de retards de transport. Les fabricants s'efforcent de mettre en place des chaînes d'approvisionnement solides.
Modifications apportées à la conception
Les retards de production et les dépassements de budget peuvent être dus à des modifications de dernière minute apportées à la conception. Une planification minutieuse permet de limiter au maximum les perturbations.
Cohérence de la qualité
Le contrôle qualité et le suivi de la qualité doivent être permanents afin de garantir une qualité constante. Les fabricants expérimentés ont recours à des systèmes de pointe pour relever ce défi.
Conformité réglementaire
Les secteurs médical et automobile sont soumis à des critères de conformité stricts. Les fabricants sont tenus de mettre en place et de développer une documentation et des systèmes qualité.
Tendances futures dans la sous-traitance du moulage par injection de plastique
Ce secteur reste dynamique.

Automatisation
L'automatisation permet d'automatiser, de rationaliser et de réduire les effectifs. Il n'est pas rare de trouver des systèmes robotisés dans les installations modernes d'aujourd'hui.
Fabrication intelligente
Les équipements connectés permettent une surveillance en temps réel et l'analyse des données. Cela améliore la productivité et le contrôle qualité.
Matériaux avancés
Ces nouveaux matériaux présentent des caractéristiques techniques améliorées. Les fabricants de plastiques ne cessent d'innover pour mettre au point de nouveaux matériaux plus résistants, plus robustes et plus respectueux de l'environnement.
Industrie 4.0
Les technologies numériques révolutionnent les processus de fabrication. La prise de décision fondée sur les données permet d'optimiser les processus de production.
Fabrication durable
La responsabilité environnementale restera une priorité essentielle. Les fabricants investissent dans des technologies plus respectueuses de l'environnement et dans le recyclage.
Pourquoi les entreprises continuent-elles de recourir à la sous-traitance en moulage par injection plastique ?
Les entreprises sont de plus en plus sollicitées pour fabriquer des produits de haute qualité, dans le respect des délais et du budget imparti. Moulage par injection de plastique La fabrication en sous-traitance peut contribuer à la réalisation de ces objectifs en apportant une expertise spécialisée, une technologie de pointe et une capacité de production évolutive. Les entreprises peuvent ainsi se concentrer sur l'innovation et la croissance de leur activité, tandis que des fabricants qualifiés se chargent des opérations de production.
Cette approche collaborative permet de minimiser les risques, d'accroître l'efficacité et de contribuer à l'obtention de résultats durables. La fabrication en sous-traitance restera une excellente option pour les entreprises de nombreux secteurs d'activité, à mesure que les technologies de fabrication continuent d'évoluer.
Conclusion
La fabrication de pièces moulées par injection plastique dans le cadre d'un contrat de sous-traitance s'est imposée comme une solution incontournable pour les entreprises à la recherche d'une production efficace et de haute qualité de pièces en plastique. Elle allie la précision du moulage par injection à l'expertise de partenaires de fabrication professionnels. L'industrie automobile, le secteur médical, les biens de consommation et l'électronique ne sont que quelques-uns des secteurs qui font appel à la fabrication en sous-traitance. Réduction des coûts, accélération de la production, qualité et flexibilité pour les entreprises.
Il est très important de choisir le bon partenaire de fabrication. Avant de choisir une entreprise, il convient de prendre en compte des éléments tels que ses méthodes de communication, ses capacités de production, ses systèmes qualité et son expérience. Avec les progrès technologiques constants, la sous-traitance en moulage par injection plastique va prendre de plus en plus d’importance pour les entreprises souhaitant répondre aux demandes croissantes du marché. En s’appuyant sur des partenaires de fabrication experts, les entreprises peuvent acquérir un avantage concurrentiel, rationaliser le processus de lancement de produits et assurer une croissance durable.
Questions fréquemment posées
What is plastic injection molding contract manufacturing?
Plastic injection molding contract manufacturing is a service provision if a manufacturer has the expertise in plastic manufacturing, they can make plastic parts for other manufacturers using injection molding technology. The manufacturer is responsible for manufacturing, quality control and sometimes assemble and packaging.
Who uses plastic injection molding contract manufacturing?
It is a part of many industries, such as automotive, medical, electronics, consumer goods, packaging, aerospace and industrial equipment manufacturing.
How does injection molding help to lower the cost of production?
Injection molding has high production efficiency, less waste of material and low per-unit costs at high production volumes. These factors help reduce overall manufacturing expenses.
What materials are commonly used in plastic injection molding?
Typically used materials are polypropylene, polyethylene, ABS, nylon, polycarbonate, PVC, acrylic and engineering plastic.
How to select the most suited plastic injection molding contract manufacturing company?
Seek a manufacturer with industry experience, good quality certifications, up-to-date equipment, material experience, communication and production needs.