
TPE átformázás
Itt az ideje, hogy elkezdjük a hőre lágyuló elasztomerek (TPE-k) túlfröccsöntését. A TPE-ket hagyományosan a gumi helyettesítésére használták, de az új fogyasztói piaci trendek miatt a túlformázás gondolata az üzleti világban is megjelent. A fogyasztói piacon egyre nagyobb a kereslet és a trendek a jobb ergonómiai tapintás és érintés, a megragadhatóság, a megjelenés, az ütésvédelem, a rezgéselkülönítés és a szigetelés iránt. A fogyasztói termékek tervezői szabják meg a mércét az anyaggyártók számára, hogy olyan megoldásokkal álljanak elő, amelyek jól néznek ki és jól érzik magukat, és jól működnek az igényes végfelhasználási alkalmazásokban.
Ez az esszé a TPE overmolding technológiáról általánosságban és annak mint olyan anyagcsoportnak az anyagairól szól, amely felhasználható az örökzöld trend tervezett megoldásainak elkészítéséhez. A merev szubsztrátokat tekintve a polipropilén (PP), a polietilén (PE), a polisztirol (PS), a nagy ütésállóságú polisztirol (HIPS), a polifenilén-oxid (PPO), a glikollal módosított polietilén-tereftalát (PETG), az akrilnitril-butadién-sztirol (ABS) és a félkristályos poláros műanyagok, mint a poliészter (PET, PBT) és a poliamid (Nylon 6, Nylon 66) néhány példa. Az anyagok keverésére és kompatibilizálására szolgáló új technológiák lehetővé tették, hogy olyan árucikkeket készítsenek, amelyeket ezekre a különböző hordozókra lehet önteni.

A merev felületekre öntött TPE esetében sok dolog nagyon fontos. Az első és legfontosabb dolog, hogy olyan TPE-típust válasszunk, amely a merev alappal együttműködik. Szintén fontos a túlfröccsöntési eljárás (pl. betétes vagy 2K fröccsöntés), a gép típusa, a folyamat körülményei, az anyag előkészítésének módja, az alkatrész kialakítása és a szerszám kialakítása. Az egyedülálló anyagtechnológiák, az új alkatrész- és szerszámtervek, valamint a túlfröccsöntési technológiák fejlesztése folyamatosan foglalkoztatja a tervezőket, hogy a fogyasztók folyamatosan növekvő igényeit a kényelem, a jó megjelenés és a hozzáadott érték iránt kielégíthessék.
TPE Overmolding technológia
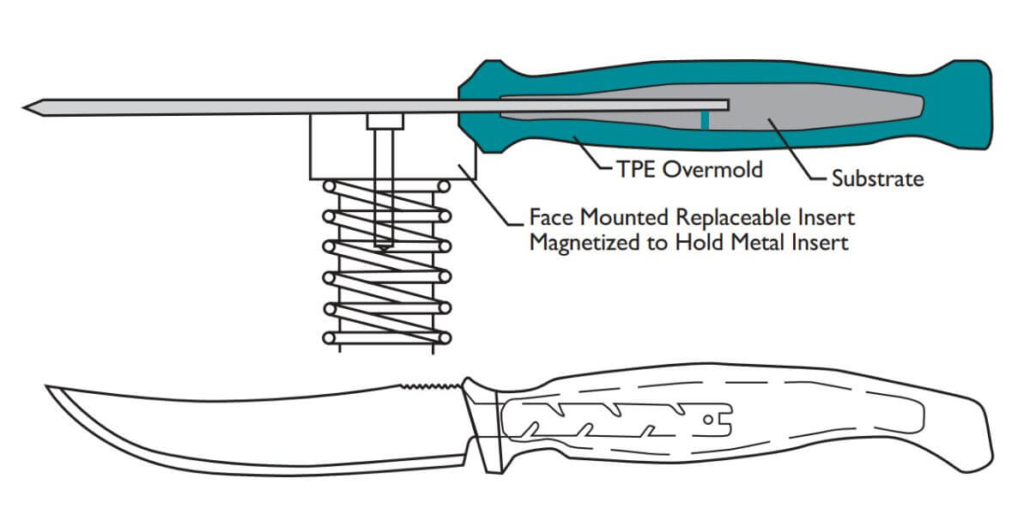
TPE túlformázás a fröccsöntést arra használja, hogy egy anyagot (Over-Mold) egy másik anyagra (Substrate) helyezzen. A felülfröccsöntött anyagnak úgy kell a hordozóhoz tapadnia, hogy a végfelhasználási környezetben tartósan és jól működjön. A felülfröccsöntés megszabadít a ragasztók és alapozók szükségességétől a TPE-k kemény anyagokra való rögzítéséhez. Az overmolding technológia nagyobb szabadságot biztosít a tervezőknek, csökkenti a gyártási költségeket és megkönnyíti a dolgok elkészítését. A többszörös anyagformázás és a betétformázás a két fő módja a túlfröccsöntésnek.
Az egynél több anyagból történő fröccsöntést többszínű vagy kétlövetű fröccsöntésnek is nevezik. Az 1. ábra mutatja az alkalmazott szerszámokat. Két vagy több fröccsöntőegységgel rendelkeznek. A fröccsöntőgép karjai beállíthatók úgy, hogy egymással párhuzamosan vagy derékszögben helyezkedjenek el. A szerszámban két lyukkészlet van. Az egyik készlet az alapanyagot, a másik készlet pedig a fedőanyagot formázza.
A kétlövetű formázás két lépésből áll. Az első lépés az, hogy az első hordó kitölti a szubsztrát lyukkészletét. Amint a hordozó lehűlt, a szerszám kinyílik, és a mozgatható oldal 180°-kal elfordul anélkül, hogy a hordozó kijönne a szerszámból. Ezután a szerszámot bezárják, és a második hordóba befecskendezik a túlformázott anyagot. A szerszám második felét a mozdulatlanul maradó oldalon töltik ki. Ha a túlöntőanyagot az alkatrész mindkét oldalán meg kell formázni, a szerszám forgatás helyett két lyukcsoport között mozgathatja az alkatrészeket.
Forgóplatógépek vs. forgódobozos szerszámgépek: A gép második részén lévő forgó nyomólemezt néha beépítik a gépbe, hogy az elforduljon. Ha egy forgólemezt négyszer külön-külön használnak, akkor jellemzően ráépített szerszámféléket használnak. Van, amikor a forgatás magába a szerszámba van beépítve, és csak két szerszámfél, de négy szerszámfurat van.
Mozog: A Core-folyamatban a szerszámnak van egy mozgó része, amelyet hidraulika vagy levegő hajt. Miután az első szubsztrátumot befecskendezték és időt adtak a lehűléshez, egy szerszámrész visszahúzódik, helyet biztosítva a TPE felülformázott anyagnak. A TPE-t ezután vezetik be, legtöbbször a lyuk azon oldaláról, amely a betét visszahúzásakor látható. Ez a módszer gyorsabb ciklusidővel, több kavitációval és jobb gépteljesítménnyel jár. Az egyetlen probléma, hogy csak állandó vastagságú TPE-t lehet használni.

Insert Molding-insert overmolding
A betétes öntés a túlfröccsöntés egyik fajtája, a betétes öntés során egy már megformázott kemény műanyag szubsztrátumot vagy fém alkatrészt egy robot vagy egy ember helyez a lyukba (2. ábra). A második anyag, az úgynevezett "over-mold" a betét egyik oldalára vagy máskor az egész köré kerül. A betétformázáshoz szabványos fröccsöntő szerszámokat használnak.
Forgatni vagy mozogni? Asztalformázás: Egy vízszintes fröccsöntő egység vagy robot segítségével alakítanak ki egy szubsztrátumot vagy helyeznek be egy betétet a második üregbe az első pozícióban. Az asztal elmozdul vagy elfordul a következő állomáshoz, ahol egy másik vízszintes vagy függőleges fröccsöntő egységet használnak a TPE beillesztésére. Használhat forró öntőcsövet, vagy a futócsövet a hasítósoron helyezheti el. A forgó egység asztalának harmadik fordulatával a forgó egység egy "kiürítő" állomásra kerül, ahol a kész kétrészes alkatrész kidobásra kerül.
TPE Overmolding folyamat
Az, hogy a lehetséges eljárások és formakialakítások közül melyiket érdemes használni, a választott anyagtól, a munkaerőköltségtől, a rendelkezésre álló szerszámoktól és gépektől, valamint a nagy mennyiségben történő gyártás gazdaságosságától függ. Ha a betét nem hőre lágyuló műanyag, akkor betétformázást kell alkalmazni. Ha csak kis mennyiségű műanyag vagy fém alapanyagra van szükség, a helyi munkaerő költsége alacsony, és a szerszámok költségét alacsonyan kell tartani, akkor kézzel kell elhelyezni őket. Nagyobb mennyiségű munka esetén ingás szerszámok használhatók. Robotikusan elhelyezett betétek és forgóasztalos szerszámok akkor használhatók, ha az elvégzendő munka mennyisége indokolja a költségeket. Ha sok alkatrészt kell készítenie, vagy a lakóhelyén magasak a munkadíjak, akkor a két anyagból készült fröccsöntőgépek a legjobbak a műanyag alapanyagokhoz. A legnagyobb darabszámú gyártáshoz és a legszebb megjelenésű alkatrészekhez a szelepkapuval ellátott forrócsatornás rendszerek a legjobbak.
A túlfröccsöntéses alkatrész tervezésével kapcsolatos megfontolások
Az overmoldingok tervezésének számos különböző része van, és ez a cikk néhány általános dologról szól, amit szem előtt kell tartani.
Az anyagok tekintetében a ragasztható TPE-kre szigorúbb szabályok vonatkoznak, mint a hagyományos TPE-kre. Ugyanez igaz az alkatrészek gyártására is. Kétrészes alkatrészek tervezésekor át kell gondolni, hogy a két különböző rugalmas anyag hogyan fog zsugorodni, ami eltér az egyrészes alkatrészek tervezésétől. Mindkettőnek megvan a maga kapu- és futórendszere, amelyeket a felhasznált anyag jellemzői alapján kell testre szabni.
A legjobb ciklusidő elérése érdekében az alap és a túlnyúló öntőforma vékony falainak a lehető legegyenletesebbnek kell lenniük. A legtöbb túlöntési helyzetben az 1 mm és 3 mm közötti vastagságú falak jól illeszkednek egymáshoz. Ha az alkatrésznek vastag területekre van szüksége, ezeket ki kell magozni, hogy az alkatrész ne zsugorodjon túlságosan, és hogy csökkenjen a ciklusidő és a súly. Az olyan áramlási problémák, mint a visszatöltődés és a gázcsapdák elkerülése érdekében a falvastagság változtatását lassan kell elvégezni. Az éles sarkoknál körök (legalább 0,5 mm) hozzáadása segíthet csökkenteni a feszültséget az adott területen. Kerülni kell a mély sötét zsebeket vagy a nem nyitható bordákat. A hosszú húzásoknak 3-5 fokos huzatot kell kialakítaniuk, hogy segítsék a golyó kijutását. Mély alulvágások készíthetők over-mold keverékekkel, de csak akkor, ha a szerszám kinyitásakor előretolt magot használnak, az alkatrésznek nincsenek éles szélei, és az elasztomer meghajlik, amikor kijön a szerszámból.
Formázáskor a legtöbb TPE-keverék az áramlás irányában meglehetősen nagy mértékben zsugorodik, de keresztirányban nem sokat. Ez azt eredményezheti, hogy a túlfröccsöntött anyag jobban zsugorodik, mint a hordozó, miután az alkatrészt kiveszik a szerszámból. Ez aztán a hordozó alkatrész megvetemedését vagy kupakosodását okozhatja, általában a túlfröccsöntési anyag áramlásának irányában. Különösen igaz ez az olyan alkatrészeknél, ahol a hordozó vékonyabb, mint a túlöntvény, vagy ahol alacsony merevségű hordozóanyagot használnak. az alkatrészeknek hosszúnak és vékonynak kell lenniük. Ez részben orvosolható magasabb modulusú alapanyagok használatával és merevítő bordák hozzáadásával a hordozóanyaghoz. Az is segít, ha vékonyabb rétegeket és kisebb keménységű over-mold minőséget használunk. A kapu mozgatása a TPE áramlási mintázatának megváltoztatása érdekében szintén segíthet.
A Shore-keménységet, amely az anyag ellenállását jelenti egy legalább 6,3 mm vastagságú, formázott lemezen (ASTM D2240) történő behorpadással szemben, a TPE anyagok mérésére használják. Az alacsonyabb keménységű tárgyak kívülről puhábbnak tűnnek, még akkor is, ha azonos vastagságúak. Mivel azonban a túlformázás általában csak a TPE vékony bőrén történik, az alatta lévő kemény alap befolyásolja, hogy mennyire érzi puhának. Ha ezt keménységvizsgálatnak vetik alá, egy kisebb beidegződés azt mutatja, hogy a kő keményebb, még akkor is, ha a bőr puha. Ha a gumi felülformázása az alkatrészek mindkét oldalán (A és B) kell, hogy legyen, akkor két olyan anyagformát kell használni, amely mozogni tud a szerszámrészek között. egy alkatrészen vagy egy egyszerű alkatrész teljes oldalán sima réteg készítéséhez két anyagformát kell használni, amelyek mozgó maggal rendelkeznek. A kimeneti sebesség nagyon magas lehet, attól függően, hogy milyen vastagok az elasztomer és az aljzat falai.
Hogyan tapad a TPE a műszaki hőre lágyuló műanyaghoz?
Sok minden megváltoztathatja, hogy a kemény műszaki műanyag és a puha gumi mennyire jól tapad egymáshoz. Az anyagok közötti különleges kapcsolatok kialakításához fontos, hogy mindkettőjük felületi energiája azonos legyen. A TPE tapadási ereje egy másik fontos tényező. Ahhoz, hogy bizonyos reakciók lejátszódjanak a TPE és az aljzat között, nagyon közel kell lenniük egymáshoz, és a felületnek nedvesnek kell lennie. A 3. ábrán látható módon a TPE-k teológizálódása határozza meg, hogy hogyan nedvesednek meg. A túlformázott anyagoknak nincs túl nagy viszkozitása. Emellett érzékenyek a nyírásra, és nyírási vékonyodási viselkedést mutatnak.
Az alábbi képen látható, hogy a viszkozitás a tartomány alsó határához közelít, amikor az áramlási sebesség magas. Ez segíti a TPE-t abban, hogy a vékonyfalú területekbe befusson és kitöltse azokat, amelyek a túlfröccsöntésnél gyakoriak.

A TPE kémiai összetétele és az ipari műanyag típusa nagy hatással van arra, hogy mennyire jól nedvesedik. A tapadási tulajdonságok mellett az elasztomer diffúziós és viszkoelasztikus tulajdonságai is szerepet játszanak. A TPE és a merev aljzat találkozási pontja nagyon fontos mind a kötés szilárdsága, mind a meghibásodás típusa szempontjából, amely lehet kohéziós (C) vagy adhéziós (A). Ha az erős kötés jeleit keressük, általában a kohéziós rendszert tartják a legjobbnak. De egy gyenge, csak mérsékelt kötésszilárdságú TPE is keltheti azt a látszatot, hogy a kötés erős. Vannak esetek, amikor jó kötés van akkor is, ha a ragasztó nem működik. Háromféle folyamat létezik az érintkezésnél, amelyek segíthetik a merev hordozó és a lágy termoplasztikus elasztomer összetapadását. Ezek az alábbi képen láthatók.

A tervezés teszi lehetővé a mechanikus kapcsolatot. Nem valódi kapcsolat jön létre a két felület között, de ebben az esetben bármilyen TPE működik. A második mód azért működik, mert a hordozó és a felülformázott TPE anyag kémiailag kompatibilis. A kémiai kompatibilitás a felületi energiákon alapul, amelyek azzal függnek össze, hogy a szubsztrát és a TPE mennyire jól tapad egymáshoz. Ha az öntési módszer és a hőmérséklet megfelelő, akkor kialakulhat egy olyan határfelület, ahol az alapanyag és a túlformázott anyag molekulái keverednek. A határfelület kialakulhat sztirol TPE-vel vagy polietilénre mint alapra öntött olefin TPE-vel. A harmadik út beépíthető a TPE-be. A kötési folyamat a TPE csoportjai és a merev hordozó közötti specifikus poláris kölcsönhatásokból vagy kémiai reakciókból áll.
A "90 fokos lehúzási teszt" segítségével megállapítható, hogy mennyire erős a kötés a TPE és az ipari műanyag között. Megváltoztattuk a műanyagokra vonatkozó ASTM D903 módszert, hogy megvizsgáljuk, mennyire jól tapad a puha TPE a kemény hőre lágyuló műanyaghoz. A vizsgálatokhoz egy öntött alapot használunk, amelyre egy TPE-bőrbetétet öntöttünk. Egy Instron feszültségvizsgálót használunk, amellyel az alaphoz képest derékszögben egy hüvelyk széles TPE-csíkot vágunk és húzunk. Ezt a kerékre rögzítik, hogy a 90 fokos szög a gumi húzása közben változatlan maradjon. A tapadási szilárdságot az alapján állapítják meg, hogy mennyire nehéz az elasztomert az alapról elhúzni. Ez az erő általában több mint 2 hüvelyk. Két csoportba sorolják aszerint, hogy tapadási hiba (A) vagy kohéziós hiba (C) miatt hibásodik meg. A tapadásos meghibásodás azt jelenti, hogy nem marad TPE-maradvány az anyagon. A megadott számok három különböző tapadásvizsgálat átlagát jelentik. Mivel a megrendelő egy bizonyos szintű tapadást kíván, úgy döntöttünk, hogy a 12 pli-nél magasabb tapadási szám elég jó.
Napjainkban hatalmas érdeklődés mutatkozik a TPE-k merev szubsztrátokra történő túlfröccsöntése iránt, különösen a puha tapintású piaci termékek esetében. Az új TPE-ket egyre több hordozóra öntik fel. Ez nagyobb tervezési szabadságot biztosít a tervezőknek, és lehetőséget ad arra, hogy termékeik kitűnjenek a "me-too" másolatokkal teli piacon.
A TPE-k nagyon híresek, mert segítik az értékesítést az értékesítési ponton. Manapság az emberek hatalmas áruválasztékból választhatnak az üzletekben, és az árukat gyártó cégek szeretnék, ha a saját áruk kiemelkednének a többi közül. Számos jó ok van arra, hogy egy TPE-vel ellátott terméket válasszunk átformázás felület, például új színek, textúrák, minták és kényelem. Sok ember számára a "meleg" puha tapintás jobb érzés, mint a kemény műanyag tapintás. A gumiszerűen kinéző és tapintású dolgokat pedig gyakran értékesebbnek tartják. Az emberek okosabban keresnek olyan árukat, amelyek jobban illeszkednek a testükhöz és csökkentik a rezgéseket, most, hogy többet tudnak az ergonómiáról és az ízületi túlhasználati sérülések számának növekedéséről. A túlformázott TPE-k a tapintáson és a használhatóságon kívül más dolgok miatt is hasznosak lehetnek. Néhány példa: biztonságos, erős tapadás nedves helyeken, vízszigetelő tömítések és tömítések, beöntött "ütközők" az ütések elleni védelem és a korai törés megelőzése érdekében, valamint a rezgések csökkentése.

")








Hagyjon egy választ!
Szeretne csatlakozni a beszélgetéshez?Nyugodtan járulj hozzá az alábbiakban!