製造技術の進歩は、自転車業界に革命をもたらしたこれらのCNC機械加工自転車部品の原因となっている。高品質、高精度、高耐久性の部品を作る上で大きな役割を果たしている。この自動化された生産プロセスの利点は、生産における正確性、一貫性、効率性である。CNCマシニングは、軽量でありながら頑丈な自転車用部品の製造に使用され、最終的に自転車の全体的な性能とライダー体験を向上させる。クランクセット・フレームやフォークの製造にCNCマシニングが使用されるようになり、自転車部品の製造方法が完全に変わりました。CNC加工された自転車部品は、アルミニウム合金、チタン、カーボン複合材などの高強度材料から作られているため、魅力的な軽量設計で優れた耐久性を発揮する。CNCマシニング加工は、弱点や適切なフィット感などの手間を省き、プロやアマチュアのサイクリストに最適です。
CNC機械加工は、品質を一定に保ちながら部品を大量生産するプロセスの最も顕著な利点の一つである。その効率性は、部品の寸法が少しでも違えば性能に大きく影響する自転車業界では特に有効だ。また、CNC加工はカスタマイズを可能にし、サイクリストがライディングスタイルや地形、美的嗜好に合わせて自転車をカスタマイズすることを可能にする。CNC自転車部品組立製造の世界的リーダーとして、中国は低コストで高品質の部品を提供する能力を備えている。先進的で厳格な品質管理措置により、中国は製造業者の選択肢の1つとなっている。
この記事では、CNC機械が自転車産業にどのような影響を与えたかを探った後、最も耐久性のあるCNC機械加工自転車部品とその使用工具、そしてCNCフライス加工とは何かを紹介する。CNC加工は、これまで以上に軽く、より強く、より効率的な自転車を目にすることができるようになるため、業界の進化において有機的な一部であり続けるだろう。
CNC加工された自転車部品を理解する

CNC(Computer Numerical Control:コンピュータ数値制御)は、自動化された工具を使用して金属や複合材料を切断、成形、精製する高度な製造手順である。この技術は、メーカーが複雑な自転車部品を高い精度と一貫性で製造するのに役立っている。
最も一般的に生産されているCNC機械加工自転車部品には、次のようなものがある:
- クランクセット - 効率的なペダリングとパワー伝達に不可欠。
- 変速時のスムーズさを保つには、ディレイラーハンガーが必要かもしれない。
- ハンドルステム - 安定性と誘導に役立つ。
- ブレーキ・キャリパー - 信頼できる制動力を確保。
- そのため、ライダーのコントロール性は向上し、ペダルによってグリップが強化される。
CNC加工により、耐久性、軽量設計、優れた性能など、非常によく似た特徴を持つこれらの部品が作られている。
最も耐久性のあるCNC機械加工自転車部品です。
自転車部品は耐久性が高く、精密工学に基づいて設計されており、CNC機械加工による製造が重要である。丈夫な素材と精密な加工工程は、参加者が自転車部品を一日中使用しても、その性能と耐久性が損なわれないことを保証します。最も耐久性のあるCNC機械加工の自転車部品は以下の通りです。
フレーム

フレームは、最も耐久性の高いCNC機械加工自転車部品のひとつである。強度と軽量性の観点から、チタン(Ti-6Al-4V)やアルミニウム(6061-T6)などの高強度合金が一般的に使用されている。
- チタンフレームは900MPaの引張強度を持ち、これは疲労やストレスに対するかなりの抵抗力である。
- フレームはアルミニウム製で、強靭さと軽さの完璧なバランスを実現し、不必要な重量を増やすことなくハンドリングを向上させている。
- CNCマシニングを使用することで、正確な公差が得られ、弱点が減少し、構造的完全性が向上する。
CNC機械加工されたフレームは、均一な肉厚を維持するのに役立ち、それに加えてスムーズで快適な乗り心地は、大きな衝撃力に耐えるフレームによって助けられている。
フォーク

地面と接し、タイヤと地面との間に摩擦が存在するバイクの唯一のリンクであるCNC加工フォークは、バイクの安定性と安全性の鍵であり、過酷な荷重に耐えられるように作られている。
- フォーク4130クロモリ鋼は非常に強靭な素材で、高性能サイクリング向け。
- チタン製フォークは軽量で疲労に強く、長持ちする。
- CNC加工モーションでは、ストレスポイントが排除されるため、正確なアライメントが可能になり、走行安定性が向上する。
サイクリング・フォークが受けるストレスと衝撃は絶え間ないものであるため、CNC加工はフォークの公差を厳しくし、フォーク全体の強度と耐久性を高める。
ハンドル

ハンドルバーにおいてライダーのコントロールは非常に重要であり、CNC機械加工は用途に応じて完璧で強く、人間工学に基づいたハンドルバーを生み出す。
- 7075-T6のような広く使われているアルミ合金は、高強度で軽量です。
- カーボンコンポジット・ハンドルバーは、高い強度対重量比を実現しており、パフォーマンス志向のライダーに最適である。
- CNC機械加工では、高精度が保証され、鋳造でできた弱点をなくし、一般的に衝撃吸収性の高いバーを作ることができる。
CNCマシニングハンドルバーは、オリジナルのハンドルバーを弱体化させる応力集中ゾーンを排除しているのが特徴で、衝撃時に構造的に安定し、ライダーが怪我をしたり不快な思いをしたりするリスクを軽減する。
クランクセット

クランクセットは、ペダリングによって常に力を受ける高負荷部品である。CNC加工能力を強化し、硬化させるのに役立ちます。
- 高強度で軽量な7075アルミニウム製クランクセットは、パワーを効率的に伝達する。
- チタニウム製クランクセットは、優れた耐疲労性を持つことで知られ、長期にわたって優れた性能を発揮する。
- CNC加工されたモデルは、寸法精度が高く、表面仕上げが良いため、摩擦が減り、性能が向上する。
CNC機械加工は信頼性の高いプロセスであるため、故障箇所を最小限に抑えることができる。クランクセットは軽量でありながら耐久性に優れ、効率的にサイクルを回すことができる。
ハブ

ハブは車輪の動きを支える重要な役割を担っており、一定の回転力と重量負荷に耐えなければならない。
- 6061T6アルミハブは、その高い強度と軽量構成により、広く使用されている。
- ベアリングはCNC機械加工により完璧に調整され、最適な回転効率を実現しています。
- 応力が均等に分散されることで、ハブ全体の耐久性が向上する。
ハブは、CNCマシニングで正確な仕様に加工されているため、時間が経ってもビートを飛ばすことはない。
ブレーキキャリパー

ブレーキパッドを押して十分な制動力を発揮させる役割を担うのがブレーキキャリパーだ。そのキャリパーは、期待通りの性能を発揮し、安定したブレーキ性能を発揮するために、軽量、高強度、耐熱性に優れたCNC削り出しキャリパーを採用している。素材は、放熱性に優れ、耐食性に優れた航空機グレードのアルミニウムなどが一般的に使用されている。
要約すると
結局のところ、CNCマシニングは、耐久性に優れた高性能の自転車パーツを製造する方法として急成長している。CNC加工は、フレームやフォークからクランクセットやハブに至るまで、「精度、強度、寿命」の完璧な組み合わせで私に報いてくれた。
- 軽量強度はチタンとアルミニウムのフレームによってもたらされる。
- クロモリ鋼とチタン製のフォークは疲労に強い。
- アルミニウムとカーボンファイバーでできたハンドルバーは、コントロール性と衝撃吸収性を備えている。
- より高い効率性と信頼性を実現するために、CNC加工されたクランクセットとハブがある。
CNC加工されたバイクパーツは、ライダーに長持ちする品質や高性能、耐久性といった利点を与える。
CNC加工自転車部品主要材料

アルミニウム合金
その中で アルミニウム 自転車部品のCNC加工に使用される合金は、6061-T6が一般的である。このような合金は、軽量でありながら強度に優れ、パフォーマンス自転車に最適です。
アルミニウム合金はまた、最大310MPaの高い引張弾性を持っています。CNC機械加工の結果、部品には厳しい公差と低い表面粗さが達成されます。強靭で腐食に強いため、アルミニウム合金は一般的にクランクアーム、ハンドルバー、ステムに使用されています。
また、アルミニウムは機械加工性が高いため、より速く製造することができる。そのため、CNC加工された自転車部品は、可能な限り軽量で最高の性能を発揮する。
チタン・グレード
Ti-6Al-4Vのようなチタン合金は、多くの高級自転車部品の製造に使用されています。この合金は、その高い強度と耐疲労性(引張強度は900MPa)で群を抜いています。
チタンは密度が低いため、ステム、シートポスト、ボルトに至るまで、長期間の耐久性と乗り心地を実現します。自転車用フライスCNC加工部品は精度が高いため、公差が厳しく、高性能部品に最適です。
チタンのもうひとつの大きな長所は、腐食しにくく、悪天候にも耐えられることです。さらに、チタンは生体適合性があるため、敏感肌やアレルギー体質の方にも最適です。
スチールの種類
CNC加工された自転車部品は、スチール、特に4130クロモリなどの高強度合金が広く使用されている。スチールは衝撃吸収性に優れ、リブは約850MPaの引張強度で作られているため、耐久性に優れている。
フレーム、フォーク、その他のアクセサリーは、スチール製のCNC機械加工部品で作られており、構造的に強く、耐久性に優れている。CNC機械加工により、これらの部品は正確な寸法にすることができ、自転車に完璧にフィットする。
スチールは経済的であるため、ほとんどの格安自転車や高級自転車に採用されている。弾性率が高いため振動が吸収され、悪路での乗り心地が向上する。
カーボンコンポジット
高度な自転車部品のCNC加工では、さまざまな用途で、強度対重量比が高い炭素繊維強化複合材料がよく使用されます。軽量でありながら高剛性の構造が求められるフレーム、フォーク、ホイールセットによく採用されている。
引張強度は種類によって異なるが、最大3000MPa。炭素複合材料は、CNC加工精度と耐久性を提供することができ、競争力のあるサイクル製品を提供します。
炭素繊維の減衰特性はその最大の利点のひとつで、振動を吸収して乗り心地を向上させる。一方、カーボン複合材料は環境要因に対して非常に頑丈であるため、様々な条件下での長期間の運転をサポートします。
プラスチック
自転車産業におけるCNC加工には、プラスチックの役割がある。ナイロン、ポリカーボネート、PVCは、軽くて衝撃に強く、耐久性があるため、最も一般的に使用されている素材です。
- ナイロンは非常に丈夫で柔軟性があり、繰り返し応力を受ける部品に適していることで有名だ。
- ポリカーボネートの耐衝撃性は非常に高いため、大きな力や大きな振動にさらされる部品などに利用できる。
- PVCは費用対効果と耐摩耗性の点で際立っており、そのため非荷重部品の製造には実用的なソリューションと考えられている。
プラスチック材料の選択は、自転車部品の特定のニーズと、その部品が設計される用途によって決定されます。CNC機械加工で作られたプラスチック部品は耐久性に優れていますが、自転車全体の重量が軽いため、可能な限り精密で信頼性の高いものとなります。
素材のメリット
CNC加工された自転車部品には、適切な材料を選ぶことが極めて重要である。
- あるいは、アルミニウムは軽量で耐食性に優れている。
- チタンは強度と耐久性で他の追随を許さないため、高性能自転車に最適。
- 安くて丈夫で、衝撃吸収性に優れている。
- スピードと快適性の向上に最適なカーボンファイバー複合材は、最高の強度比を発揮する。
- これらの材料はすべて、高精度、再現性、耐久性が確実なCNC加工に適用される。
- 素材の選択は、自転車部品の性能、寿命、効率をさらに高める。
自転車部品のCNC加工プロセス
自転車産業は、CNCマシニングの典型的な用途のひとつである。CNCマシニングは、正確で複雑、かつ耐久性のある部品を作ることができるからだ。この工程は効率的で、正確で、一貫性があるため、高性能な自転車部品の製造に最適な工程である。以下は、自転車部品を製造するためのCNCマシニングのステップバイステップの使用方法です。
1.デザイン
CNC加工の最初のステップは、コンピュータ支援設計(CAD)ソフトウェアで作成されたデジタル設計図である。これは、3軸コンピュータ数値制御(CNC)フライス盤で作られる自転車部品の寸法、形状、その他の詳細などの特性を含むデジタル設計図です。うまく設計することで、最終的な製品ソリューションの結果が工学的要件と性能要件を満たすことが保証される。
2.プログラミング
設計が完了すると、コンピュータ支援製造(CAM)ソフトウェアでコンピュータプログラムが作成される。その後、このプログラムは設計を機械が読み取り可能なコマンド(ツールパス、切削深さ、切削順序など)に変換します。プログラミングが終わると、その命令がCNCマシンに読み込まれ、加工プロセスが自動化される。
3.材料の選択と準備
次に、強度、重量、耐腐食性など、特定の特性を持つ自転車部品に適した材料を選択する必要がある。一般的な材料は、アルミニウム合金、チタン、超硬複合繊維、高強度鋼である。選択された材料は、CNCマシンのスペースに収まるように切断され、準備される。
4.機械加工
ドリル、ミル、旋盤などの切削工具を加えることで、CNCマシンは旋削、穴あけ、中ぐり、切断に使用する準備が整う。コンピューター制御の切削工具は、目的の部品を作るために余分な材料が取り除かれた後、材料に生の形を取り始めます。CNCマシニングは、高精度、滑らかな仕上げ、正確な公差を提供するため、各パーツは一貫性があり信頼性が高い。
5.仕上げ
機械加工の後、美観、耐久性、性能を向上させるために、自転車部品の仕上げが必要になることがあります。これには以下が含まれる:
- 滑らかで洗練されたポリッシュを施し、外観を向上させる。
- 粗いエッジやその他の不完全な部分をやすりで削る。
- また、腐食と長寿命を目的としたアルマイト処理やコーティングも施されている。
6.検査と品質管理
最後の段階は、公差、強度、寸法精度の要件を満たすために、部品の不具合を厳しく検査することである。これは、座標測定機(CMM)やレーザースキャナーなどの高度なツールによって、精度と一貫性が検証されます。逸脱があれば、将来の生産改善のためにCNCプログラム上で調整される。
製造業における自転車フライス加工CNC部品の役割

自転車のフライス加工 CNC機械加工部品は、1つのソリッドブロックから材料を取り除く特殊なフライス加工プロセスによって作られ、正確な形状や複雑なデザインを生み出します。CNCフライス加工は、最終製品に対する高い制御性により、従来の製造プロセスよりも優れており、自転車パーツの高度なディテールやカスタマイズにつながります。
自転車部品製造におけるCNCフライス加工の利点
精度と正確さ
CNCフライス盤は、非常に近い公差で動作するため、各部品が完璧にフィットすることを保証します。些細な変更でも性能が左右される自転車事業では特に重要です。
耐久性と強度
アルミニウム、チタン、炭素繊維複合材などの高品質金属は、CNC機械加工部品で作られる金属の一部である。これらの素材は、自転車の部品の強度と寿命を高めるために適用されています。
カスタマイズ
ライダーとメーカーは、特定のサイクリング・ニーズに合わせたパーツを作ることができる。デザインはユニークなものになり、空気力学は改善され、重量を減らすことができる。
一貫性と大量生産
1つの違いは、手作業による加工とは異なり、CNCフライス加工は膨大な製造ロットでも一貫性を保つことができるため、高品質な大量生産に適していることだ。
自転車とバイクの違いと部品
多くの場合、自転車とバイクという言葉は同じ意味で使われるが、どちらもそれぞれの文脈で異なる意味を持つ。
1.自転車
自転車とは、ペダルを漕いで動く2輪の乗り物である。エンジンはなく、すべて人力で行う。自転車は、通勤、運動、スポーツ(ロードレースやマウンテンバイクなど)など、さまざまな目的で使用されている。
2.バイク
この言葉は、自転車(ペダルを漕ぐ)とバイク(エンジンを搭載したオートバイ)を包括する、より一般的な言葉である。たしかに、「バイク」といえば、普通の自転車を指すこともあれば、バイクを指すこともある。
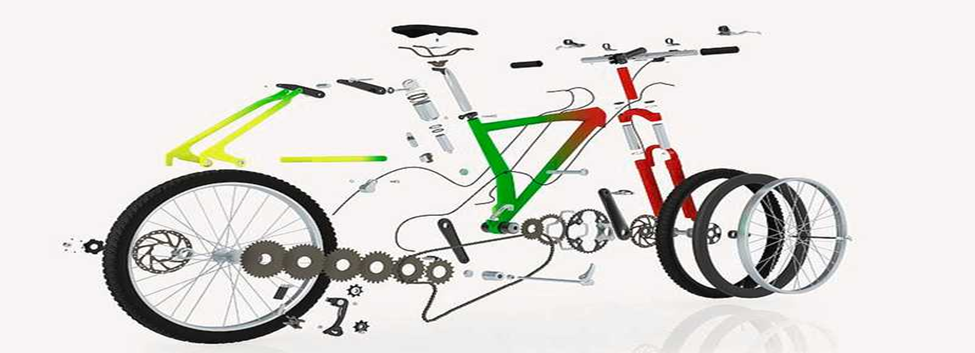
3.自転車の部品とオートバイ(バイク)の部品
| セクション | 人力自転車 | オートバイ 自転車 |
| フレーム | 軽量メタル・カーボンファイバー | より重いスチール・アルミニウム |
| ホイール | 種類によって薄いか厚いか | より広く、より耐久性がある |
| ペダル | 自転車を前進させるために使用 | オートバイは欠場 |
| クーポン&クラッチ | ペダルとホイールを接続 | ドライブチェーンまたはシャフトを使用する |
| ブレーキ | リムまたはディスクブレーキ | ディスクブレーキまたはドラムブレーキ |
| ステアリング | ストレートまたはカーブ | スロットル、クラッチ、ハンドル、その他のコントロール |
| シート | 狭くて軽い | より広く、よりソフトに |
| エンジン | 人力に頼るエンジンはない | 燃料エンジン搭載 |
| 燃料システム | 不要 | ガソリンまたは電気が必要 |
| ライト | リフレクターまたは電池式 | ヘッドライト、インジケーター、ブレーキライト |
簡単にまとめると、バイクはすべて自転車だが、自転車はすべて自転車ではないということだ。最大の違いは、自転車はペダルを漕いで動くが、バイクはエンジンで動くことだ。
CNCマシンのバイクパーツがサイクリングの未来である理由
高性能自転車に対する需要の増加は、サイクリング技術の進歩に伴い、メーカーにCNCマシンの自転車部品の使用を促している。自転車設計におけるCNC加工の最先端は、より速く、より強く、より効率的な自転車をもたらす設計、軽量化、材料の最適化における革新を意味する。
CNCマシンの自転車部品の主な利点は、次のとおりです:
- このようなCNC機械加工部品は、自転車をより空力的で効率的なものにするのに役立っている。
- 軽量設計:無駄な重量を省き、強度を確保し、精密機械加工により余分な重量を減らしています。
- CNC部品は、以前に形成された部品と比較して、滑らかな仕上げと複雑な細部を持っているので、より良い美的魅力を与える。
- 信頼性 - CNC加工には欠陥がなく、耐久性に優れています。
- こうした利点から、CNC機械加工部品は多くのプロサイクリストやほとんどの自転車メーカーに好まれ、高級自転車部品の一般的な基準となっている。
CNC加工における中国製バイク部品のグローバル製造
中国は、自転車サプライヤーのCNC加工において強力な力を持っている。高度な製造設備、熟練した労働力、技術的な専門知識が利用できるため、この国はCNC加工自転車部品の生産先として受け入れられている。
中国CNC機械加工バイク部品を選ぶ理由は何か

1.費用対効果の高い生産
中国が提供する競争力のある価格と品質の選択肢は、CNC加工された自転車部品の小規模生産と大規模生産の両方にとって良い選択となる。
2.高精度と品質管理
中国メーカーが製造する部品は精密で耐久性に優れ、国際規格に準拠している。これは、中国メーカーが製品の製造に最先端のCNCマシンを使用しているためである。
3.大量生産能力
中国には大量注文に対応できる大規模な生産設備があり、世界的な自転車ブランドと密接な関係を築いているため、自転車をタイムリーに届けることができる。
4.先端技術とイノベーション
多くの中国CNC機械加工企業は研究開発に投資し、生産技術を絶えず改善し、革新的な自転車部品を絶えず提供している。
結論
自転車業界においてCNC加工は、比類のない精度、強度、効率で重要な部品を製造するために不可欠な技術です。CNC機械加工された自転車部品は、クランクセットやディレイラーハンガーからフレームやハブまで幅広く、高い耐久性、軽量構造、最高の性能ということわざの必然性を保証します。この改良により、CNC機械加工部品は、アルミニウム、チタン、カーボン複合材などの先端素材から部品を作ることができるため、高性能サイクリングに理想的なものとなっている。CNC機械加工には、耐久性や性能以外にも利点があります。私たちが採用している製造工程は、高品質な基準を維持しながら大量生産するものであり、すべての部品が正確な仕様で製造されます。さらに、CNCマシニングはカスタマイズが可能なため、サイクリストは個人のニーズや好みに応じてバイクをカスタマイズすることができる。
中国は現在、世界市場へのサプライチェーンとしてCNC業界を支配している。自転車技術の進歩に伴い、CNC加工は業界の成長においてさらに大きな機能を持つようになり、空気力学、重量、材料強度の開発を後押しする。CNC機械加工された自転車部品に投資した後、自転車の製造業者とユーザーは、より長い時間性能を発揮し、信頼性が高く、高レベルの性能を発揮する自転車を手に入れ、サイクリングを効率的で楽しいものにすることができる。
よくある質問 (FAQ)
1.自転車部品のCNC加工の利点は何ですか?
自転車の部品は、CNCマシニングによって、正確に、丈夫に、一貫して、24時間体制で製造される。軽量でありながら強度が高く、パフォーマンスを向上させ、カスタマイズも可能なパーツを生み出している。
2.CNC加工された自転車部品にはどのような材料が使われていますか?
アルミニウム合金は一般的な材料で、6061-T6、7075-T6、チタンTi-6Al-4V、炭素繊維複合材料、高強度鋼4130クロモリ、ナイロン、ポリカーボネートなどのプラスチックがある。
3.なぜ中国がCNC加工自転車部品の主要生産国になったのか?
中国は低コスト生産、高度なCNC技術、大量生産能力、高い品質管理を提供しているため、中国は世界中の自転車メーカーのマーケットリーダーとなっている。
4.CNC加工は自転車部品にどのような利点をもたらしますか?
CNC機械加工によって、自転車部品は精密な公差を持ち、弱点が取り除かれ、より優れた材料特性が得られるため、長持ちし、弾力性のある部品になる。
5.長持ちするCNC加工自転車部品とは?
CNC加工された自転車フレーム、フォーク、クランクセット、ハブ、ブレーキ・キャリパーは、CNC加工された自転車パーツの中で最も耐久性が高く、性能を犠牲にすることなく最悪の走行条件を経験することを目的としている。