Plastsprøytestøping gjør bruk av messinginnsatser for å tilby sterke, pålitelige og gjenbrukbare gjengeforbindelser. De presisjonskonstruerte komponentene er innebygd i plastdeler for forbedret strukturell pålitelighet for å gjøre dem i stand til å motstå høyere stress- og belastningsforhold. Sammenlignet med andre metaller er messing maskinbearbeidbart, korrosjonsbestandig og har god varmeledningsevne, noe som gjør det til et foretrukket materiale for produksjon av sprøytestøpeinnsatser i forskjellige bransjer som bilindustrien, elektronikk, medisinsk utstyr og romfart. Ulike typer messinginnsatser er passende for forskjellige bruksområder. Elektroniske kabinetter og bildeler krever sikker festing med gjengede innsatser, mens innpressingsinnsatser brukes der kostnadene er viktigere og til applikasjoner med lav belastning. Varmestøpte og ultralydstøpte innsatser gir sterk festeevne ved hjelp av termisk binding, mens støpte innsatser gir maksimal styrke ved at de kapsles inn under plaststøpingen. Dette inkluderer et format med riflede innsatser, mønstret med riller som gir bedre grep og bedre uttrekkingsmotstand for feste med høy styrke.
Det kreves spesielle teknikker for å montere messinginnsatser som er holdbare og sterke. Pressfitting, varmestikking, ultralydinnsetting og innstøpingsteknikker gjør det mulig å integrere innsatsene i plastdeler som er nødvendige for applikasjonen. Avhengig av materialegenskaper, krav til belastning og produksjonsvolum finnes det en metode som passer. Det finnes et bredt utvalg av messinginnsatser med ulike gjengetyper som BSW, UNC, UNF, BSP, NPT og ISO-metrikk for ulike industrielle bruksområder. Derfor er de viktige komponenter i moderne produksjon, og de er korrosjonsbestandige, har overlegen ledningsevne og er kostnadseffektive. Messinginnsatser er mye brukt av produsenter av elektroniske kontakter, medisinsk utstyr og bilkomponenter for å forlenge levetiden og påliteligheten til plastdeler, og er vår beste løsning for festing og repeterende sammenstillinger.
Denne artikkelen handler om messinginnsatser for sprøytestøping av plast, typer messinginnsatser, funksjoner, hvordan du installerer messinginnsatser, fordeler og deres industrielle applikasjoner.
Hva er messinginnsatser for sprøytestøping av plast?

Messinginnsatser for sprøytestøping av plast består av et lite, presisjonskonstruert metall som plasseres i plastdeler for sikre gjengeforbindelser. Disse innsatsene gir bedre uttrekksmotstand enn andre innsatser ved at plastkomponenter tåler større påkjenninger og belastninger.
Innsatsene kan være laget av messing, et utmerket materiale som er lett å bearbeide, motstandsdyktig mot korrosjon og har høy varmeledningsevne. Messing er et veldig godt alternativ som kan tilby en perfekt balanse mellom styrke og prissammenligning med andre metaller. Derfor er messing det beste alternativet for sprøytestøping av messinginnsats.
Typer av messinginnsatser for sprøytestøping
Det finnes flere forskjellige utførelser og konfigurasjoner av messinginnsatser som egner seg for et bestemt bruksområde. De mest brukte typene er imidlertid
1. Gjengede messinginnsatser

De innvendige gjengene på disse innsatsene gjør at skruer og bolter kan gjenges og monteres i plastkomponenter med et sikkert feste. De brukes vanligvis i elektroniske kabinetter, bildeler og forbrukerprodukter der demontering og remontering ofte forekommer.
2. Innpressingsinnsats i messing

Innpressingsinnsatsen brukes med mekaniske krefter for å presse den inn i forhåndsstøpte eller forborede hull i plastkomponenter. De har god retensjon og er en rimelig løsning for bruksområder der det ikke kreves høy uttrekksmotstand.
3. Varmesikrede messinginnsatser

Termisk energi brukes til å montere de varmesikrede innsatsene, slik at plasten rundt innsatsen mykes opp og kan festes på en sikker måte. Etter hvert som plasten avkjøles, blir innsatsen hardere og kjemper mot plasten og danner en meget sterk og permanent binding.
4. Ultralydinnsatser i messing

Ved hjelp av høyfrekvente vibrasjoner genereres det varme som smelter plasten og gjør det mulig å støpe inn messinginnsatsen. Denne måten å danne bindingen på muliggjør svært nøyaktig posisjonering og svært godt feste, noe som er spesielt egnet for arbeid med høy presisjon.
5. Innstøpte innlegg i messing

Innstøpte innsatser er plassert på plass inne i sprøytestøpeformen der plasten sprøytes på plass. Innsatsen kapsles helt inn med plasten, noe som gir maksimal holdbarhet. Denne metoden brukes ofte i applikasjoner for sprøytestøping av messinginnsatser med maksimal styrke og holdbarhet.
6. Riflede innsatser

Messinginnsatser med et mønster av rygger eller rifler på utsiden for å forbedre grepet og fastholdelsen på innsiden av plastdeler kalles riflede innsatser. Dette er gjenger som kan brukes mye i sprøytestøping av plast, noe som gir sikre, slitesterke innsatser. De er utformet for å gi bedre uttrekksmotstand og egner seg derfor godt til høyfast innfesting i mange bransjer.
Steg-for-steg-prosess for montering av messinginnsatser i sprøytestøping av plast

Ved sprøytestøping av plast er messinginnsatser viktige, da de tilbyr sterke, gjenbrukbare gjenger for feste. Det er også viktig å velge riktig monteringsmetode, slik at monteringen varer lenge, strukturen blir sterk og funksjonaliteten blir god. Nedenfor finner du en detaljert trinnvis veiledning i hvordan du monterer messinginnsatser ved hjelp av ulike teknikker.
Metode 1: Pressfitting-installasjon
Dette er den enkleste metoden, der man bruker mekanisk kraft til å skyve messinginnsatsen inn i et forboret eller støpt hull.
Trinn
1. Bor eller støp hullet: Bor eller støp hullet litt mindre enn messinginnsatsen for å få en tett passform.
2. Plasser messinginnsatsen over hullet, og juster innsatsen.
3. Bruk en pressemaskin, hammer eller spindelpresse for å tvinge innsatsen på plass. Dette fungerer best når du bruker mye kraft.
4. Sikker passform: Innsatsen skal sitte i flukt med underlaget og ikke bevege seg.
Bruksområder: For raske og rimelige bruksområder der det ikke kreves høy uttrekksmotstand.
Ytterligere tips
- Sørg for at hullene har riktig størrelse for å unngå at de sitter løst.
- Ikke bruk for mye kraft, da det kan skade plasten.
- Denne metoden egner seg for bruk i applikasjoner med lav belastning i forbrukerelektronikk og lette plastdeler.
Metode 2: Installasjon med varmestifter
Varmen myker opp plasten, og messinginnsatsen festes godt.
Trinn
1. Bor eller støp et hull: Hullstørrelsen bør stemme overens med innsatsens størrelse.
2. Varm opp messinginnsatsen: Du kan bruke en varmestifter, loddebolt eller varmepresse til å varme opp messinginnsatsen.
3. Trykk innsatsen på plass: Trykk den oppvarmede innsatsen forsiktig inn i den mykgjorte plasten.
4. Avkjøling: La plasten avkjøles rundt innsatsen for å binde plasten og innsatsen sammen og skape en sterk, permanent binding.
Den egner seg best til bruksområder der det kreves sterk retensjon og høy uttrekkingsmotstand.
Ytterligere tips
- Ikke overopphet innsatsen, da for mye varme vil ødelegge plaststrukturen.
- Dette er en god metode for bilkomponenter, plasthylser og produksjon av hvitevarer.
- Varmestikking gir bedre styrke enn pressfitting, men det krever ekstra utstyr.
Metode 3: Ultralydinnsetting
Ultralydvibrasjoner brukes til å varme opp plasten til en smeltetemperatur, slik at plasten smelter og borer seg fast.
Trinn
1. Forbered hullet: Bor eller støp et hull som er litt mindre enn messinginnsatsen.
2. Sett inn over hullet: Sett messinginnsatsen på hullet.
3. Ultralydvibrasjoner brukes: En ultralydsveiser brukes til å varme opp materialet ved hjelp av høyfrekvente vibrasjoner.
4. Den mykgjorte plasten legger seg rundt innsatsen: Plasten flyter rundt innsatsen.
5. Herd og avkjøl: Når vibrasjonene har opphørt, herdes plasten for å feste innsatsen.
Best egnet for: Bruksområder med høy presisjon, som elektronikk, romfart og medisinsk utstyr.
Ytterligere tips
- Ultralydinnsettingsprosessen er rask og effektiv for produksjon av store volumer.
- Det gir en likeverdig og pålitelig liming på små og ømfintlige deler.
- Frekvensen må være riktig innstilt for å unngå skader på plasten og for å oppnå jevn varmefordeling.
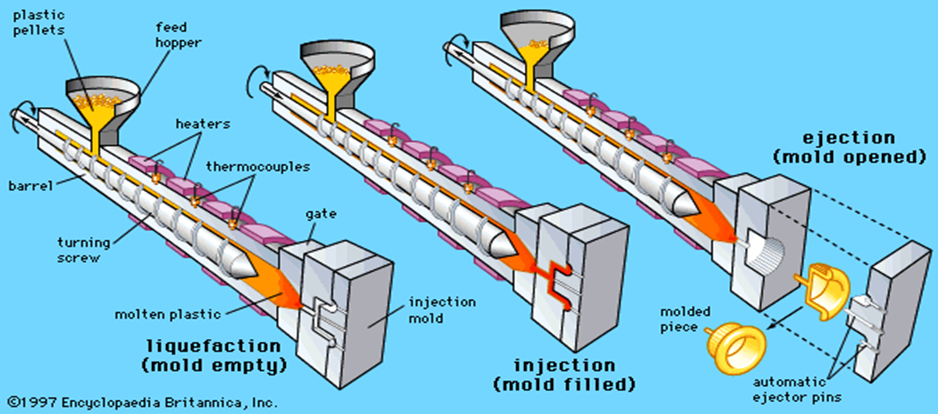
Metode 4: Innstøpt installasjon
Det er den sikreste metoden ettersom messinginnsatsene settes inn i formen før plastinjeksjonen.
Trinn
1. Sett messinginnsatsen i formen: Sett messinginnsatsen i formhulen slik at innsatsen er riktig plassert.
2. Plast: Innsatsen sprøytes inn i plasten, som flyter rundt den og omslutter den helt.
3. Maksimal oppbevaring: Plasten stivner rundt innsatsen, noe som muliggjør kjøling.
4. Utstøting av den ferdige delen: Den ferdige plastdelen skyves ut med innsatsen permanent innebygd.
For: De mest krevende bruksområdene som krever de høyeste nivåene av oppbevaring.
Ytterligere tips
- Justering av innsatsen i formen er avgjørende og må gjøres riktig.
- Den høyeste styrken og uttrekksmotstanden får du med innstøpte innsatser, men de øker formens kompleksitet.
- Denne metoden brukes ofte i industrimaskiner, romfart og bilindustrien.
Funksjoner ved sprøytestøpeinnsatser i messing
Messinginnsatsene finnes i flere gjengetyper, størrelser og riflingsmønstre for ulike industrielle bruksområder. Noen av de viktigste funksjonene inkluderer:
- Laget av messing av høy kvalitet: Produsert av messing av høy kvalitet for å gjøre dem holdbare, korrosjonsbestandige og svært ledende for langvarig bruk.
- Presisjonsgjenger: Leveres i metriske, UNC, UNF, BSW, BA, BSP, metriske ISO- og DIN-standarder for perfekt tilpasning til en rekke festespesifikasjoner.
- Allsidig for sprøytestøping, rotasjonsstøping, PVC-sprøytestøping og gummistøping.
- Designtilpasning: Kan tilpasses kundens behov med hensyn til design, prøver og dimensjonskrav i de ulike bransjene.
- Fin rifling, diamantmønster, diagonal, omvendt kryss osv. - For å gi godt feste og grep har produktene fine rifler, diamantmønster, diagonalt og omvendt kryss osv.
- Konstruert med høy bæreevne - innsatsen tåler høy belastning, perfekt for tøffe miljøer som bilindustrien og industrielle applikasjoner krever.
Disse egenskapene gjør messinginnsatser til det perfekte valget for slike bruksområder.
Messinginnsatser Gjengestørrelser
Denne tabellen inneholder informasjon om gjengestørrelser for messinginnsatser.
| Type tråd | Imperiale størrelser (tommer) | Metriske størrelser (Millimeter) |
| BSW (British Standard Whitworth) | 1/8″, 5/32″, 3/16″, 1/4″, 5/16″, 3/8″, 1/2″, 3/4″ | 3 mm, 4 mm, 5 mm, 6 mm, 8 mm, 10 mm, 12 mm |
| UNC (Unified National Coarse) | 1/8″, 5/32″, 3/16″, 1/4″, 5/16″, 3/8″, 1/2″, 3/4″ | 3 mm, 4 mm, 5 mm, 6 mm, 8 mm, 10 mm, 12 mm |
| UNF (Unified National Fine) | 1/8″, 5/32″, 3/16″, 1/4″, 5/16″, 3/8″, 1/2″, 3/4″ | 3 mm, 4 mm, 5 mm, 6 mm, 8 mm, 10 mm, 12 mm |
| BSP (britisk standardrør) | 1/8″, 5/32″, 3/16″, 1/4″, 5/16″, 3/8″, 1/2″, 3/4″ | 3 mm, 4 mm, 5 mm, 6 mm, 8 mm, 10 mm, 12 mm |
| NPT (nasjonal rørgjenge) | 1/8″, 5/32″, 3/16″, 1/4″, 5/16″, 3/8″, 1/2″, 3/4″ | 3 mm, 4 mm, 5 mm, 6 mm, 8 mm, 10 mm, 12 mm |
| NPS (National Pipe Straight) | 1/8″, 5/32″, 3/16″, 1/4″, 5/16″, 3/8″, 1/2″, 3/4″ | 3 mm, 4 mm, 5 mm, 6 mm, 8 mm, 10 mm, 12 mm |
| ISO-metrisk (internasjonale standardgjenger) | 1/8″, 5/32″, 3/16″, 1/4″, 5/16″, 3/8″, 1/2″, 3/4″ | 3 mm, 4 mm, 5 mm, 6 mm, 8 mm, 10 mm, 12 mm |
Tabellen viser gjengestørrelser for messinginnsatsgjenger, inkludert britiske og metriske målestandarder, i et oversiktlig og strukturert format.
Fordeler med å bruke messinginnsatser for sprøytestøping

1. Forbedret styrke og holdbarhet
Levetiden til plastgjenger reduseres med tiden, helt til det fører til driftssvikt. Den sterke, holdbare gjengeløsningen fra sprøytestøpte plastinnsatser kan fungere gjentatte ganger og samtidig opprettholde sin opprinnelige kvalitet.
2. Overlegen korrosjonsbestandighet
Messing har en naturlig korrosjonsbestandighet som gjør det egnet for enheter som skal fungere under fuktige, kjemiske og tøffe miljøforhold. Materialet er pålitelig og holder høy kvalitet på grunn av sine holdbarhetsegenskaper.
3. Forbedret termisk og elektrisk ledningsevne
Behovet for elektrisk og termisk ledning i produksjonen gjør at produsentene velger å bruke messinginnsatser som materiale under sprøytestøping. De elektriske og varmeledende egenskapene til messing gjør det til et optimalt materialvalg for produksjon av digitale elementer og sensorer til bilindustrien samt industrielle systemer.
4. Redusert belastning på plastkomponenter
Messinginnsatsene fordeler spenningen i plastdelen jevnt og beskytter derfor mot lokale skader som kan føre til sprekkdannelser. Komponentens levetid forlenges samtidig som ytelsen opprettholdes ved hjelp av messinginnsatsene.
5. Enkel montering og demontering
Kombinasjonen av messinginnsatser skaper et sikkert festesystem som beskytter plastmaterialet mot skader. Denne metoden er fordelaktig for bruksområder der det er behov for kontinuerlig montering og vedlikehold av komponenter eller utskifting av komponenter.
6. Kostnadseffektivitet
Kostnadene ved å bruke messinginnsatser til sprøytestøping er fortsatt rimelige, selv om ytelsen overgår forventningene. Kombinasjonen gir en rimelig forbedring av produktstyrken samtidig som de fleste produksjonskostnadene opprettholdes.
Installasjonsmetoder for sprøytestøping av messinginnsatser
Fremgangsmåten for installasjon av messinginnsats avhenger av flere faktorer som inkluderer nødvendige applikasjoner sammen med materialegenskaper og produksjonsmengder. Du kan finne tre grunnleggende installasjonsmetoder som brukes til sprøytestøping av messinginnsats.
1. Heat Staking
En forvarmet messinginnsats presses inn i en forboret åpning i plastkomponenten. Messinginnsatsen oppnår til slutt en sterk binding med plasten gjennom nedkjøling, og prosessen skaper høy retensjonsstyrke.
2. Ultralydinnsetting
Ultralydinnsetting bruker høyfrekvent lyd for å skape begrensede termiske effekter som myker opp plastmaterialet før messinginnsatsen plasseres i plastkomponenten. Innsettingsteknikken muliggjør nøyaktig posisjonering, og den har mange bruksområder innen sprøytestøping av messinginnsatser for elektronikk og medisinsk utstyr.
3. Press-fitting
Ved pressfitting må operatørene bruke manuell kraft for å drive messinginnsatsene inn i hullene som er klargjort på forhånd. Denne enkle prosedyren er både budsjettvennlig og egnet, siden den ikke krever kraftig uttrekksmotstand.
4. Innstøpt innsats
Innstøping er den sikreste metoden siden messinginnsatsen plasseres inne i støpeformen før plastinjeksjonen begynner. Når innstøpningsmetoden brukes, dekker og omslutter plastmaterialet innsatsen helt for å oppnå den sterkeste holdeevnen.
Valg av messinginnsatser for sprøytestøping av plast
Å velge riktig messinginnsats for ditt bruksområde er et ganske komplisert valg, og du må ha flere ting i bakhodet når du skal velge.
1. Tråddesign
Velg en innsats med riktig gjengetype og stigning for det aktuelle bruksområdet. Fine gjenger gir bedre grep, mens grove gjenger gir bedre montering.
2. Størrelse og form på innsatsen
Innsatsen bør ha en størrelse og form som passer til plastkomponenten og til monteringsmetoden. Anta at du må ta hensyn til faktorer som veggtykkelse, hulldiameter og delgeometri.
3. Materialkompatibilitet
Messinginnsatsen skal være egnet for bruk med den typen plast som brukes i støpingen. Plast med lavt smeltepunkt kan også få laget innsatser for å beskytte denne plasten fra å bli skadet under installasjonen.
4. Lastbærende kapasitet
De mekaniske egenskapene til messinginnsatsen, fra uttrekksstyrke, momentmotstand til skjærstyrke, vil bli evaluert. Velg en innsats som tilfredsstiller applikasjonens strukturelle krav.
5. Miljømessige forhold
Vurder plastkomponentens omgivelser. Hvis komponenten for eksempel er utsatt for fuktighet, kjemikalier eller høye temperaturer, bør du velge korrosjonsbestandige messinginnsatser med egnet belegg.
Bruksområder for messinginnsatser i sprøytestøping
Messinginnsatser i plastsprøytestøping er viktige elementer ettersom de gir bedre styrke, korrosjonsbestandighet og holdbarhet til sluttproduktet. Innsatsene finner bred bruk i de bransjene der det kreves sikre, langsgående gjengede forbindelser. De er uunnværlige fordi de kan styrke plastkomponenter ved å gi dem sterke festeløsninger. Lenger ned i artikkelen diskuterer jeg noen bruksområder i ulike bransjer.
1. Bilindustrien
I bilindustrienMessinginnsatsene har mange bruksområder og finnes i både strukturelle og funksjonelle plastkomponenter. Høy styrke, vibrasjonsmotstand og pålitelighet gjør disse innsatsene til høytytende bildeler.
Vanlige bruksområder
- Dashbordpaneler: For å gi en fast montering av digitale skjermer og instrumentgrupper.
- Sensorhus: Gir stabile, vibrasjonsbestandige monteringspunkter for bilsensorer i motor- og sikkerhetssystemer.
- Motordeksler: Forbedrer holdbarheten og varmebestandigheten til motorkomponenter i plast.
- Innvendige trimkomponenter: brukes til å gjenge sammen innvendige paneler, kontrollenheter og knapper for langvarig gjengeforbindelse.
- Kontroller at beslagene på drivstoffpumper, filterhus og injektorens komponenter sitter godt fast.
2. Elektronikk og elektriske komponenter
Fordi messinginnsatser har utmerket ledningsevne og høy slitestyrke, brukes de i stor utstrekning innen elektronikk og elektriske applikasjoner. De gir god mekanisk støtte og sørger også for pålitelige elektriske tilkoblinger i plasthylser.
Vanlige bruksområder
- Kretskortfester som fester kretskort til plasthus slik at de ikke kan bevege seg eller bli skadet.
- Koblinger: Noen elektriske kontakter gir stabile og ledende tilkoblinger.
- Hus for elektriske brytere: Leverer sterk støtte for elektriske brytere som tåler tøff bruk.
- Batterirom: Disse er laget for å lage en sterk batteriboks i fjernkontroller og elektroverktøy.
- Sikker festing av plastkapslinger i elektriske distribusjonssystemer som strømfordelingsenheter.
3. Medisinsk utstyr
Messinginnsatser laget av plastkomponenter vil bli brukt for styrke, presisjon og holdbarhet i den medisinske industrien. Disse innsatsene gjør det mulig å oppfylle strenge sikkerhets- og hygienestandarder som i medisinske applikasjoner.
Vanlige bruksområder
- Kirurgiske verktøy: Sikre gjengede forbindelser som brukes i kirurgiske plastinstrumenter som skal steriliseres og brukes på nytt.
- Diagnostisk utstyr: Brukes i ultralydapparater, CT-skannere og laboratorieutstyr for sikker montering.
- Proteser: Sikrer sterke forbindelser i plastproteser og medisinske implantater.
- Medisinsk sensitiv elektronikk som må plasseres i ulike kabinetter som krever et holdbart feste, for eksempel EKG-monitorer og infusjonspumper.
- Sikring av plastkomponenter for å holde på sentrifuger, mikroskoper og prøvetestingsutstyr.
4. Forbrukerprodukter
Forbruksvarer er i stor grad avhengig av bruk av messinginnsatser som gir langvarige, pålitelige festeløsninger for å forhindre at plastkomponenter blir påvirket med tiden. I tillegg har de god korrosjonsbestandighet og holdbarhet for hverdagsprodukter.
Vanlige bruksområder
- Plastkapslinger: Brukes i elektroniske dingser, beskyttelsesvesker og verktøyhus av plast.
- Hvitevarer til hjemmet: Vaskemaskin, kjøleskap, støvsuger for å sikre kontrollpaneler og delbevegelser.
- De kan brukes til å montere batterirom og bevegelige deler i barneleker.
- Møbelbeslag: Sørg for sterke forbindelser i plastdeler i modulmøbler og skap.
- Sportsutstyr: Forbedrer styrken til plastkomponenter i treningsutstyr og beskyttelsesutstyr.
5. Luft- og romfartsindustrien
I luft- og romfart brukes de lette, sterke og vibrasjonsbestandige festeløsningene, messinginnsatser. Disse bidrar til å forbedre seigheten til plastkomponenter som brukes i flysystemer med høy ytelse.
Vanlige bruksområder
- Innvendige komponenter i flyet: Festeanordninger som er låst gjennom innvendige plastpaneler, seter og kabininnredning.
- Kontrollpaneler: Disse leverer gjengede / trykkfrekvenstilkoblinger for knapper, brytere og paneler for instrumentering.
- Kommunikasjonsenheter: Brukes i radio- og satellittkommunikasjonssystemer for sterke elektriske og mekaniske forbindelser.
- GPS og flykontroll: Stabil montering av plastkomponenter i GPS- og flykontrollenheter.
- Satellittkomponenter: Brukes i lette, men slitesterke plastkomponenter i romutforskningssystemer.
Konklusjon
Blant de viktigste elementene i plastsprøytestøping er messinginnsatsene som forbedrer styrken, gir mer seighet mot korrosjon og viser lang levetid. Ved å tilby sikker og gjenbrukbar gjenging forhindrer de at plastdeler slites ut, noe som muliggjør forlenget produktlevetid og pålitelige produkter. Det finnes ulike typer messinginnsatser, for eksempel gjengede, riflede, innpressede, varmepregede og innstøpte, slik at produsenten kan velge den som passer best til applikasjonen.
Fastholding og uttrekksmotstand mot mekanisk svikt oppnås ved å installere messinginnsatser ved hjelp av pressfitting, varmestikking, ultralydinnsetting eller innstøpte metoder. Disse innsatsene avlaster plastdelene ved å spre dem bedre og minske risikoen for sprekkdannelse eller deformasjon. Dessuten har de utmerket termisk og elektrisk ledningsevne, noe som gjør dem egnet for bruk i elektronikk, medisinsk utstyr og romfartsindustrien.
Når industrien er i rask endring, blir ikke behovet for høyere ytelsesnivå og rimelige løsninger mindre. Den perfekte kombinasjonen av kostnadseffektivitet og styrke gjør messing til den foretrukne innsatsen for produsenter over hele verden. Messinginnsatser brukes fortsatt i applikasjoner med høy presisjon eller tunge bruksområder, noe som gjør dem til en viktig del av moderne produksjon.
Vanlige spørsmål
1. Messinginnsatser brukes til sprøytestøping av plast.
Bruk av messinginnsatser gir sterke gjenbrukbare gjenger i plastkomponenter som forbedrer levetiden og gir sikker festing i bilindustrien, elektronikk og medisinsk utstyr.
2. Hva er nomenklaturen som brukes for messinginnsatser?
Det finnes flere typer messinginnsatser, for eksempel gjengede, innpressede, varmepregede, ultrasoniske, innstøpte og riflede innsatser som brukes til spesialiserte bruksområder og installasjonsmetoder.
3. Hva er grunnen til å bruke messinginnsatser i stedet for plastgjenger?
Overlegen styrke, korrosjonsbestandighet og slitestyrke tilbys av messinginnsatser i motsetning til plastgjenger, noe som gjør det holdbart å vare lenge uten å kreve gjentatt montering og demontering.
4. Hvordan settes messinginnsatser inn i plastdeler?
Ulike teknikker for å installere messinginnsatser er pressmontering, varmestikking, ultralydinnsetting og støping av dem i plastdeler under sprøytestøpeprosessen.
5. Når brukes messinginnsatser i industrien?
Sterke og pålitelige gjengeforbindelser er etterspurt i mange bransjer, inkludert bilindustrien, elektronikk, romfart, medisinsk utstyr og forbrukerprodukter, der messinginnsatser er mye brukt.