A műanyag fröccsöntés a sárgaréz betétek felhasználásával erős, megbízható és újrafelhasználható menetes csatlakozásokat kínál. A precíziósan megtervezett alkatrészeket a jobb szerkezeti megbízhatóság érdekében műanyag alkatrészekbe ágyazzák, hogy azok nagyobb igénybevételnek és terhelési körülményeknek is ellenálljanak. A sárgaréz más fémekkel összehasonlítva megmunkálható, korrózióálló és jó hővezető képességgel rendelkezik, így a különböző iparágakban, például az autóiparban, az elektronikában, az orvostechnikai eszközökben és a repülőgépiparban használt fröccsöntési betétek gyártásához előnyben részesített anyag. A sárgaréz betétek különböző fajtái különböző alkalmazásokhoz alkalmasak. Az elektronikai burkolatok és az autóipari alkatrészek alkalmazásai biztonságos rögzítést igényelnek menetes betétekkel; a sajtolt betéteket ott használják, ahol a költség fontosabb, és alacsony terhelésű alkalmazásoknál. A hővel és ultrahanggal tűzdelt betétek erős tartást biztosítanak a termikus kötés révén, az öntött betétek maximális szilárdságot biztosítanak azáltal, hogy a műanyag öntés során beburkolódnak. Ide tartozik a bordázott betétek formátuma, amelyek mintázata bordákkal van ellátva, amelyek fokozott tapadást és jobb kihúzási ellenállást biztosítanak a nagy szilárdságú rögzítéshez.
A sárgaréz betétek tartós és erős beépítéséhez speciális technikákra van szükség. A sajtolt illesztés, a hővezetés, az ultrahangos behelyezés és a beöntési technikák lehetővé teszik a betétek beépítését az alkalmazáshoz szükséges műanyag alkatrészekbe. Az anyagtulajdonságoktól, a teherbírási követelményektől és a gyártási mennyiségtől függően van egy kiválasztott módszer. A sárgaréz betétek különböző típusú menetekben, például BSW, UNC, UNF, BSP, NPT és ISO metrikával állnak rendelkezésre a különböző ipari alkalmazásokhoz. Ezen okok miatt fontos alkatrészek a modern gyártásban, korrózióállóak, kiváló vezetőképességet és költséghatékonyságot biztosítanak. A sárgaréz betéteket széles körben használják az elektronikus csatlakozók, orvosi eszközök és autóipari alkatrészek gyártói, hogy jelentősen meghosszabbítsák a műanyag alkatrészek élettartamát és megbízhatóságát, és a legjobb megoldásunk a rögzítéshez és az ismétlődő szerelvényekhez.
Ez a cikk a műanyag fröccsöntéshez használt sárgaréz betétekről, a sárgaréz betétek típusairól, jellemzőiről, a sárgaréz betétek beépítésének módjáról, előnyeiről és ipari alkalmazásairól szól.
Mik a sárgaréz betétek műanyag fröccsöntéshez?

A műanyag fröccsöntéshez használt sárgaréz betétek egy kis, precíziósan megmunkált fémmel rendelkeznek, amelyet a műanyag alkatrészekbe helyeznek a biztonságos menetes csatlakozásokhoz. Ezek a betétek más betéteknél jobb kihúzási ellenállást biztosítanak, mivel lehetővé teszik a műanyag alkatrészek számára, hogy nagyobb igénybevételt és terhelési körülményeket viseljenek el.
A betétek sárgarézből készülhetnek, amely kiváló anyag, mivel könnyen megmunkálható, korrózióálló és nagy hővezető képességű. A sárgaréz nagyon jó választás, amely más fémekkel összehasonlítva tökéletes egyensúlyt tud nyújtani az erősség és az ár tekintetében. Ezért a sárgaréz a legjobb választás sárgaréz betét fröccsöntési célra.
A sárgaréz betétek típusai fröccsöntéshez
A sárgaréz betétekből többféle kialakítás és konfiguráció létezik, amelyek alkalmasak egy adott alkalmazáshoz. A leggyakrabban használt típusok azonban a következők:
1. Menetes sárgaréz betétek

A betétek belső menete lehetővé teszi a csavarok és csavarok felcsavarozását és biztonságos rögzítését a műanyag alkatrészekbe. Jellemzően elektronikus burkolatokban, autóipari alkatrészekben és fogyasztói termékekben használják őket, ahol gyakran történik szét- és összeszerelés.
2. Sajtolt sárgaréz betét

A sajtolóbetétet mechanikus erőkkel alkalmazzák, hogy a műanyag alkatrészekben lévő előre öntött vagy előre kifúrt lyukakba préseljék a sajtolóbetétet. Jó megtartással rendelkeznek, és olcsó megoldást jelentenek olyan alkalmazásokhoz, ahol nincs szükség nagy kihúzási ellenállásra.
3. Hőszilárdított sárgaréz betétek

A hőenergiát a hővel tűzdelt betétek beszereléséhez használják, a telepítés során a műanyagot a betét körül lágyítják, amely ezután biztonságosan beágyazható. Ahogy a műanyag lehűl, a betét keményebbé válik és megküzd a műanyaggal, nagyon erős és tartós kötést képezve.
4. Ultrahangos sárgaréz betétek

Az ultrahangos behelyezés nagyfrekvenciás rezgést használ a műanyagot megolvasztó hő előállítására, amely lehetővé teszi a sárgaréz betét beágyazását. A kötés kialakításának ez a módja nagyon pontos pozicionálást és nagyon jó tartást tesz lehetővé, különösen nagy pontosságú munkákhoz alkalmas.
5. Sárgaréz betétek

A fröccsöntött betétek a fröccsöntőszerszám belsejében helyezkednek el, ahol a műanyagot a helyére fröccsöntik. A betétet teljesen beburkolják a műanyaggal, ami a maximális megtartást teszi lehetővé. Ezt a módszert gyakran használják a sárgaréz betétes fröccsöntés alkalmazásainál a legnagyobb szilárdság és tartósság mellett.
6. Bütykölt betétek

A műanyag alkatrészek belsejében a tapadást és a megtartást javító, kívülről bordás vagy bütykös mintázatú sárgaréz betéteket bütykös betéteknek nevezzük. Ezek olyan menetek, amelyek széles körben felhasználhatók a műanyag fröccsöntésben, ami biztonságos, kopásálló betéteket biztosít. Úgy tervezték őket, hogy jobb kihúzási ellenállást biztosítsanak, és így jól alkalmazhatók a nagy szilárdságú rögzítéshez számos iparágban.
Lépésről-lépésre folyamat a sárgaréz betétek műanyag fröccsöntésbe történő beszereléséhez

A műanyag fröccsöntésben a sárgaréz betétek fontosak, mivel erős, újrafelhasználható menetet biztosítanak a rögzítéshez. Emellett fontos a megfelelő beépítési mód kiválasztása is, hogy a beépítés hosszú ideig tartson, a szerkezet erős legyen, és a funkcionalitás megfelelő legyen. Az alábbiakban lépésről lépésre részletes útmutatót talál arról, hogyan kell a sárgaréz betéteket különböző technikákkal felszerelni.
1. módszer: Sajtolószereléses beépítés
Ez a legegyszerűbb módszer, amelyben mechanikus erővel nyomják a sárgaréz betétet az előfúrt vagy öntött lyukba.
Lépések
1. Fúrja vagy formázza a lyukat: Fúrja vagy formázza a lyukat valamivel kisebbre, mint a sárgaréz betét a szoros illeszkedés érdekében.
2. Helyezze a sárgaréz betétet a furat fölé, és igazítsa a betétet.
3. Használjon présgépet, kalapácsot vagy donganyomót, hogy a betétet a helyére szorítsa. Ez akkor működik a legjobban, ha jó nagy erőt alkalmaz.
4. Biztonságos illeszkedés: A betétnek egy vonalban kell ülnie a felülettel, és nem szabad elmozdulnia.
Felhasználás: Gyors, alacsony költségű alkalmazásokhoz, ahol nincs szükség nagy kihúzási ellenállásra.
További tippek
- Győződjön meg róla, hogy a lyukak megfelelő méretűek, hogy megakadályozza a laza illeszkedést.
- Ne alkalmazzon túlzott erőt, mert az károsíthatja a műanyagot.
- Ez a módszer alkalmas a fogyasztói elektronikában és a könnyű műanyag alkatrészekben alkalmazott alacsony terhelésű alkalmazásokban való alkalmazásra.
2. módszer: Hőszegezéses telepítés
A hő hatására a műanyag megpuhul, és a sárgaréz betét biztonságosan beágyazódik.
Lépések
1. Fúrjon vagy formázzon lyukat: A lyuk méretének meg kell egyeznie a betét méretével.
2. Melegítse fel a sárgaréz betétet: A sárgaréz betét felmelegítésére hőlégkeverő gép, forrasztópáka vagy fűtött prés használható.
3. Nyomja a betétet a helyére: Óvatosan nyomja a felmelegített betétet a megpuhult műanyagba.
4. Hűtés: Hagyja a műanyagot a betét körül lehűlni, hogy a műanyag és a betét összekapcsolódjon, és erős, tartós kötést hozzon létre.
A legjobban alkalmas olyan alkalmazásokhoz, amelyek erős tartást és nagy kihúzási ellenállást igényelnek.
További tippek
- Ne melegítse túl a betétet, mert a túl nagy hő tönkreteszi a műanyag szerkezetet.
- Az autóipari alkatrészek, műanyag burkolatok és a készülékgyártás esetében ez egy jó módszer.
- A hőrögzítés nagyobb szilárdságot biztosít, mint a sajtolószerelés, de további felszerelést igényel.
3. módszer: Ultrahangos behelyezés
Ultrahangos rezgésekkel a műanyagot olvadási hőmérsékletre melegítik, megolvasztva a műanyagot, hogy biztonságosan beágyazódjon.
Lépések
1. Készítse elő a lyukat: Fúrjon vagy formázzon egy lyukat, amely valamivel kisebb, mint a sárgaréz betét.
2. Helyezze be a lyuk fölé: Helyezze a sárgaréz betétet a lyukra.
3. Ultrahangos rezgéseket alkalmaznak: Ultrahangos hegesztőberendezéssel az anyagot nagyfrekvenciás rezgésen keresztül melegítik.
4. A megpuhult műanyag beágyazza a betétet: A műanyag körbefolyik a betét körül.
5. Megszilárdul és lehűl: Miután a rezgések megszűnnek, keményítse meg a műanyagot a betét rögzítéséhez.
A legjobb: Nagy pontosságú alkalmazások, például elektronika, űrkutatás és orvosi eszközök.
További tippek
- Az ultrahangos behelyezési folyamat gyors és hatékony a nagy volumenű gyártás során.
- Egyenértékű és megbízható ragasztást biztosít a kis és kényes alkatrészekhez.
- A frekvenciát megfelelően kell beállítani a műanyag károsodásának elkerülése és az egyenletes hőeloszlás elérése érdekében.
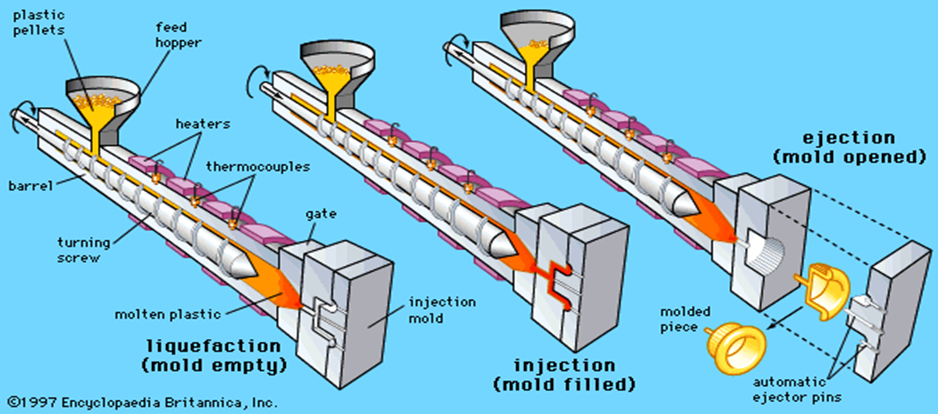
4. módszer: Öntött beépítés
Ez a legbiztonságosabb módszer, mivel a sárgaréz betéteket a műanyag befecskendezés előtt helyezik a formába.
Lépések
1. Helyezze a sárgaréz betétet a formába: Helyezze a sárgaréz betétet a szerszám üregébe úgy, hogy a betét megfelelően helyezkedjen el.
2. Műanyag: A betétet a műanyagba fecskendezzük, amely körbefolyik és teljesen beburkolja.
3. Maximális visszatartás: A műanyag megszilárdul a betét körül, lehetővé téve a hűtést.
4. Kész alkatrész kilökése: A végleges műanyag alkatrész a betéttel tartósan beágyazva kerül kidobásra.
A következőkért: A legnehezebb igénybevételű alkalmazásokhoz, amelyek a legmagasabb szintű megtartást igénylik.
További tippek
- A betét igazítása a szerszámban kritikus fontosságú, és azt megfelelően kell elvégezni.
- A legnagyobb szilárdságot és kihúzásállóságot a beöntött betétek biztosítják, de ezek növelik a szerszám összetettségét.
- Ezt a módszert gyakran alkalmazzák ipari gépeknél, repülőgépiparban és autóiparban.
A sárgaréz fröccsöntő betétek jellemzői
A sárgaréz betétek többféle menettípussal, mérettel és bordázott mintával készülnek különböző ipari felhasználási célokra. Néhány fő jellemzőjük a következő:
- Kiváló minőségű sárgarézből készült: Kiváló minőségű sárgarézből készült, kiváló minőségű sárgaréz anyagból, hogy tartósak, még a korrózióval szemben is ellenállóak és rendkívül vezetőképesek legyenek a hosszú távú használat érdekében.
- Precíziós menetvágás: A metrikus, UNC, UNF, BSW, BA, BSP, BSP, ISO metrikus és DIN szabványok biztosítják a tökéletes illeszkedést számos rögzítési specifikációhoz.
- Sokoldalúan alkalmazható fröccsöntéshez, rotációs fröccsöntéshez, PVC fröccsöntéshez és gumiöntéshez.
- Tervezés testreszabása: A különböző iparágak tervei, mintái és méretkövetelményei tekintetében az ügyfél igényeihez igazítható.
- Finom bütykök, gyémántminták, átlós, fordított kereszt, stb. - Az erős tartás és tapadás érdekében a termékek finom bütykökkel, gyémántmintákkal, átlós és fordított kereszttel stb. rendelkeznek.
- Nagy teherbíró képességgel tervezték - a betét nagy terhelést bír, kiválóan alkalmas a zord környezethez, mint az autóipari és ipari alkalmazások megkövetelik.
A sárgaréz betétek az ilyen alkalmazásokhoz tökéletes választásnak bizonyulnak ezen tulajdonságaik miatt.
Sárgaréz betétek Menetméretek
Ez a táblázat a sárgaréz betétek menetméreteivel kapcsolatos információkat tartalmazza.
| Menettípus | Imperial méretek (hüvelyk) | Metrikus méretek (milliméter) |
| BSW (British Standard Whitworth) | 1/8″, 5/32″, 3/16″, 1/4″, 5/16″, 3/8″, 1/2″, 3/4″ | 3 mm, 4 mm, 5 mm, 6 mm, 8 mm, 10 mm, 12 mm |
| UNC (Unified National Coarse) | 1/8″, 5/32″, 3/16″, 1/4″, 5/16″, 3/8″, 1/2″, 3/4″ | 3 mm, 4 mm, 5 mm, 6 mm, 8 mm, 10 mm, 12 mm |
| UNF (Egyesített nemzeti bírság) | 1/8″, 5/32″, 3/16″, 1/4″, 5/16″, 3/8″, 1/2″, 3/4″ | 3 mm, 4 mm, 5 mm, 6 mm, 8 mm, 10 mm, 12 mm |
| BSP (brit szabványos cső) | 1/8″, 5/32″, 3/16″, 1/4″, 5/16″, 3/8″, 1/2″, 3/4″ | 3 mm, 4 mm, 5 mm, 6 mm, 8 mm, 10 mm, 12 mm |
| NPT (nemzeti csőmenetes) | 1/8″, 5/32″, 3/16″, 1/4″, 5/16″, 3/8″, 1/2″, 3/4″ | 3 mm, 4 mm, 5 mm, 6 mm, 8 mm, 10 mm, 12 mm |
| NPS (Nemzeti csőegyenes) | 1/8″, 5/32″, 3/16″, 1/4″, 5/16″, 3/8″, 1/2″, 3/4″ | 3 mm, 4 mm, 5 mm, 6 mm, 8 mm, 10 mm, 12 mm |
| ISO metrikus (nemzetközi szabványos menetek) | 1/8″, 5/32″, 3/16″, 1/4″, 5/16″, 3/8″, 1/2″, 3/4″ | 3 mm, 4 mm, 5 mm, 6 mm, 8 mm, 10 mm, 12 mm |
A táblázat a sárgaréz betétmenetek méreteit mutatja be, amelyek a brit és metrikus mérési szabványokat tartalmazzák, áttekinthető, strukturált formában.
A sárgaréz betétek használatának előnyei a fröccsöntéshez

1. Fokozott szilárdság és tartósság
A műanyag szálak élettartama az idő múlásával egyre csökken, egészen addig, amíg működési hibát nem okoz. A műanyag fröccsöntőbetétekből készült erős, tartós menetes megoldás ismételten működőképes, miközben megőrzi eredeti minőségét.
2. Kiváló korrózióállóság
A sárgaréz természetes korrózióállóságot mutat, ami alkalmassá teszi olyan eszközökhöz, amelyeknek nedvesség és vegyszerek hatásának, valamint zord környezeti körülmények között kell működniük. Az anyag tartóssági tulajdonságai miatt megbízható marad, miközben magas minőségi szinten teljesít.
3. Javított hő- és elektromos vezetőképesség
A gyártás során az elektromos és a hővezetés szükségessége arra készteti a gyártókat, hogy a fröccsöntés során a sárgaréz betéteket válasszák anyagként. A sárgaréz elektromos és hővezetési tulajdonságai miatt optimális anyagválasztás digitális elemek és autóipari érzékelők, valamint ipari rendszerek gyártásához.
4. Csökkentett feszültség a műanyag alkatrészeken
A sárgaréz betétek egyenletesen osztják el a műanyag alkatrész feszültségét, ezért védelmet nyújtanak a repedést okozó helyi sérülésekkel szemben. Az alkatrész hosszabb élettartamot tart fenn, miközben a sárgaréz betétek révén egyenletes teljesítményt nyújt.
5. Könnyű összeszerelés és szétszerelés
A sárgaréz betétek kombinációja biztonságos rögzítési rendszert hoz létre, amely megvédi a műanyagot a sérüléstől. Az alkalmazások számára azért előnyös ez a módszer, mert állandó alkatrész-összeszerelési és karbantartási feladatokat vagy alkatrészcsere-eljárásokat igényelnek.
6. Költséghatékonyság
A sárgaréz betétek fröccsöntéshez való használatának költségei továbbra is megfizethetőek, még akkor is, ha teljesítményük meghaladja az elvárásokat. A kombináció megfizethető termékszilárdság-növelést biztosít a legtöbb gyártási költségszint megtartása mellett.
A sárgaréz betétes fröccsöntés telepítési módszerei
A sárgaréz betétek beépítési eljárása több tényezőtől függ, amelyek közé tartoznak a szükséges alkalmazások, az anyagjellemzők és a gyártási mennyiségek. A sárgaréz betétek fröccsöntéséhez három alapvető beépítési megközelítést találhat.
1. Hőszúrás
Egy előmelegített sárgaréz betétet préseléssel illesztünk a műanyag alkatrész előfúrt nyílásába. A sárgaréz betétek végül lehűléssel erős kötést érnek el a műanyaggal, és a folyamat nagy megtartási szilárdságot eredményez.
2. Ultrahangos behelyezés
Az ultrahangos behelyezés nagyfrekvenciás hangokat alkalmaz, hogy korlátozott hőhatásokat hozzon létre, amelyek megpuhítják a műanyagot, mielőtt a sárgaréz betét a műanyag alkatrészbe kerülne. A behelyezési technika pontos pozicionálást tesz lehetővé, és számos alkalmazást szolgál az elektronikai és orvosi eszközök sárgaréz betétes fröccsöntése során.
3. Sajtolószerelés
Sajtolószereléskor a kezelőnek kézi erővel kell a sárgaréz betéteket az előre előkészített furatokba vezetnie. Ez az egyszerű eljárás továbbra is költségvetés-barát és megfelelő, mivel nem igényel erőteljes kihúzási ellenállást.
4. Öntött betét
A fröccsöntött betét a legbiztonságosabb módszer, mivel a sárgaréz betétet a műanyag befecskendezés megkezdése előtt helyezik a szerszám belsejébe. A beillesztési módszer alkalmazásakor a műanyag befedi és teljesen körülveszi a betétet, hogy elérje a legerősebb tartóképességét.
Sárgaréz betétek kiválasztása műanyag fröccsöntéshez
A megfelelő sárgaréz betét kiválasztása az Ön alkalmazásához meglehetősen összetett választás, és a választás során több dolgot is szem előtt kell tartania.
1. Száltervezés
Válasszon az alkalmazási követelményeinek megfelelő menettípussal és osztással rendelkező betétet. Mivel a finom menetek jobb tapadást biztosítanak, a durva menetek jobb szerelést tesznek lehetővé.
2. Betét mérete és alakja
A betétnek a műanyag alkatrészhez és a beépítési módhoz illeszkedő méretűnek és alakúnak kell lennie. Tegyük fel, hogy olyan tényezőket kell figyelembe vennie, mint a falvastagság, a furat átmérője és az alkatrész geometriája.
3. Anyagi kompatibilitás
A sárgaréz betétnek alkalmasnak kell lennie az öntéshez használt műanyagtípushoz. Az alacsony olvadáspontú műanyagokhoz is készíthetők betétek, hogy megvédjék ezeket a műanyagokat a beépítés során bekövetkező sérülésektől.
4. Teherbíró képesség
A sárgaréz betét mechanikai tulajdonságait a kihúzási szilárdságtól kezdve a nyomatékállóságon át a nyírószilárdságig értékeljük. Válasszon olyan betétet, amely megfelel az alkalmazás szerkezeti követelményeinek.
5. Környezeti feltételek
Értékelje a műanyag alkatrész környezetét. Például, ha az alkatrész hajlamos a nedvességre vegyi anyagoknak vagy magas hőmérsékletnek kitett, akkor válasszon korrózióálló sárgaréz betéteket megfelelő bevonattal.
A sárgaréz betétek alkalmazása a fröccsöntésben
A műanyag fröccsöntéses sárgaréz betétek alapvető elemek, mivel a végtermék szilárdságát, korrózióállóságát és tartósságát javítják. A betétek széleskörű felhasználásra találnak azokban az iparágakban, ahol biztonságos, hosszirányban tartós menetes csatlakozásokra van szükség. Nélkülözhetetlenek, mert képesek megerősíteni a műanyag alkatrészeket azáltal, hogy erős rögzítési megoldásokat hoznak számukra. A továbbiakban néhány alkalmazást tárgyalok több iparágban.
1. Autóipar
A autóipar, a sárgaréz betétek sokféleképpen alkalmazhatók, és jelen vannak a szerkezeti és funkcionális műanyag alkatrészekben egyaránt. Nagy szilárdság, rezgésállóság és megbízhatóság teszi ezeket a betéteket nagy teljesítményű autóipari alkatrészekké.
Gyakori alkalmazások
- Műszerfal panelek: Digitális kijelzők és műszeregységek szilárd rögzítése.
- Érzékelőházak: Stabil, rezgésálló rögzítési pontokat biztosítanak az autóipari érzékelők számára a motor- és biztonsági rendszerekben.
- Motorburkolatok: Növeli a műanyag motoralkatrészek tartósságát és hőállóságát.
- Belső díszítőelemek: a belső panel, a vezérlőegységek és a gombok összefűzéséhez használják a tartós menetes csatlakozás érdekében.
- Győződjön meg arról, hogy az üzemanyagszivattyúk, a szűrőházak és az injektor alkatrészei rögzítve vannak.
2. Elektronika és elektromos alkatrészek
Mivel a sárgaréz betétek kiváló vezetőképességgel és nagy kopásállósággal rendelkeznek, széles körben használják őket az elektronikai és elektromos alkalmazásokban. Ezek tehát erős mechanikai alátámasztást biztosítanak, és egyben megbízható elektromos csatlakozásokat biztosítanak a műanyag burkolatokban.
Gyakori alkalmazások
- Az áramköri lapok rögzítése, amelyek az áramköri lapokat műanyag házakhoz rögzítik, hogy azok ne mozdulhassanak el és ne sérülhessenek meg.
- Csatlakozók: Egyes elektromos csatlakozók stabil és vezetőképes csatlakozásokat biztosítanak.
- Elektromos kapcsolóházak: Erős támasztékot nyújt az elektromos kapcsolókhoz, amelyek ellenállnak a kemény használatnak.
- Akkumulátorrekeszek: Ezek a távirányítók és az elektromos szerszámok erős elemtartó dobozának kialakítására szolgálnak.
- Elektromos elosztórendszerek, például áramelosztó egységek műanyag burkolatainak biztonságos rögzítése.
3. Orvostechnikai eszközök
A műanyag alkatrészekből készült sárgaréz betéteket az erő, a pontosság és a tartósság érdekében használják az orvosi iparban. Ezek a betétek lehetővé teszik, hogy a tervek megfeleljenek a szigorú biztonsági és higiéniai előírásoknak, mint például az orvosi alkalmazásokban.
Gyakori alkalmazások
- Sebészeti eszközök: A sterilizálandó és újrafelhasználandó műanyag sebészeti műszerekben használt biztonságos menetes csatlakozások elérése.
- Diagnosztikai berendezések: Ultrahangkészülékekben, CT-szkennerekben és laboratóriumi eszközökben használt biztonságos rögzítés.
- Protézisek: Erős kötések biztosítása műanyag protézisek és orvosi implantátumok esetében.
- Orvosi szempontból érzékeny elektronika, amelyet különböző burkolatokban kell elhelyezni, amelyek tartós rögzítést igényelnek, például EKG-monitorok és infúziós szivattyúk.
- Műanyag alkatrészek rögzítése a centrifugák, mikroszkópok és mintavizsgáló berendezések rögzítéséhez.
4. Fogyasztói termékek
A fogyasztási cikkek nagymértékben támaszkodnak a sárgaréz betétek használatára, amelyek hosszú élettartamú, megbízható rögzítési megoldásokat nyújtanak, hogy megakadályozzák a műanyag alkatrészek idővel történő károsodását. Ezenkívül jó korrózióállósággal és tartóssággal rendelkeznek, a mindennapi termékek esetében.
Gyakori alkalmazások
- Műanyag burkolatok: Elektronikai eszközökben, védőtokban és műanyag szerszámházakban használatos.
- Otthoni készülékek: Mosógép, hűtőszekrény, porszívó a vezérlőpanelek és alkatrészmozgások biztosítására.
- Használhatók a gyermekjátékok elemtartó rekeszeinek és mozgó alkatrészeinek összeszereléséhez.
- Bútorszerelvények: A moduláris bútorok és szekrények műanyag részeinek erős csatlakozása.
- Sportfelszerelés: Növeli a tornafelszerelések és védőfelszerelések műanyag alkatrészeinek szilárdságát.
5. Repülőgépipar
Az űrtechnikai alkalmazásokban a könnyű, erős és rezgésálló rögzítési megoldásokat, a sárgaréz betéteket használják. Ezek segítenek a nagy teljesítményű repülőgép-rendszerekben használt műanyag alkatrészek szívósságának javításában.
Gyakori alkalmazások
- Repülőgép belső alkatrészek: Műanyag belső paneleken, üléseken és kabinberendezéseken keresztül rögzített rögzítések.
- Vezérlőpanelek: Ezek menetes/nyomócsöves csatlakozásokat biztosítanak gombokhoz, kapcsolókhoz és műszerpanelekhez.
- Kommunikációs eszközök: Rádió- és műholdas kommunikációs rendszerekben használt erős elektromos és mechanikus kapcsolatok.
- GPS és repülésirányítás: A GPS és a repülésvezérlő eszközök műanyag alkatrészeinek stabil rögzítése.
- Műholdkomponensek: Könnyű, mégis tartós műanyag alkatrészek az űrkutatási rendszerekben.
Következtetés
A műanyag fröccsöntés jelentős elemei közé tartoznak a sárgaréz betétek, amelyek javítják a szilárdságot, nagyobb szívósságot biztosítanak a korrózió ellen, és hosszú élettartamot mutatnak. Azáltal, hogy biztonságos és újrafelhasználható menetet kínálnak, megakadályozzák a műanyag alkatrészek elhasználódását, így hosszabb élettartamot és megbízható termékeket tesznek lehetővé. A sárgaréz betétek különböző stílusai állnak rendelkezésre; például menetes, bütykölt, benyomott, hővel karózott és beöntött betétek, lehetővé téve a gyártó számára, hogy az alkalmazásukhoz legmegfelelőbbet válassza.
A mechanikai meghibásodással szembeni megtartás és kihúzásállóság a sárgaréz betétek sajtolószereléssel, hőillesztéssel, ultrahangos behelyezéssel vagy beöntéssel történő beépítésével érhető el. Ezek a betétek enyhítik a műanyag alkatrészek feszültségét azáltal, hogy jobban szétterülnek, és csökkentik a repedés vagy deformáció esélyét. Ezenkívül kiváló hő- és elektromos vezetőképességgel rendelkeznek, ami alkalmassá teszi őket az elektronikában való felhasználásra, az orvosi eszközök és a repülőgépiparban való felhasználásra.
Amikor az iparágak gyorsan átalakulnak, a nagyobb teljesítményszintű és megfizethető megoldások iránti igény nem csökken. A költségtulajdonlás és az erősség tökéletes kombinációja teszi a sárgarézből készült betéteket a világméretű gyártók kedvelt betétjévé. A sárgaréz betéteket még mindig nagy pontosságú vagy nagy teherbírású alkalmazásokban használják, ami a modern gyártás fontos részévé teszi őket.
GYIK
1. A sárgaréz betéteket műanyag fröccsöntéshez használják.
A sárgaréz betétek használata erős, újrafelhasználható menetet biztosít a műanyag alkatrészekbe, javítva azok élettartamát és biztonságos rögzítését az autóiparban, az elektronikai és az orvostechnikai eszközökben.
2. Mi a sárgaréz betétek nómenklatúrája?
Többféle sárgaréz betét létezik, például menetes, benyomott, hővel rögzített, ultrahangos, öntött és bütykös betétek, amelyeket speciális alkalmazásokhoz és beépítési módszerekhez használnak.
3. Mi indokolja a sárgaréz betétek használatát a műanyag menetek helyett?
A kiváló szilárdságot, korrózióállóságot és kopásállóságot a sárgaréz betétek kínálják a műanyag menetekkel szemben, így tartós, hogy hosszú ideig tartson anélkül, hogy ismételt összeszerelést és szétszerelést igényelne.
4. Hogyan illesztik a sárgaréz betéteket a műanyag alkatrészekbe?
A sárgaréz betétek beépítésének különböző technikái a préselés, a hőillesztés, az ultrahangos behelyezés és a fröccsöntési folyamat során a műanyag alkatrészekbe történő beöntés.
5. Mikor használják a sárgaréz betéteket az iparban?
Erős és megbízható menetes csatlakozásokra van szükség számos iparágban, többek között az autóiparban, az elektronikában, a repülőgépiparban, az orvosi eszközökben és a fogyasztási cikkekben, ahol a sárgaréz betéteket széles körben használják.