Lo stampaggio a iniezione di plastica si avvale di inserti in ottone per offrire connessioni filettate forti, affidabili e riutilizzabili. I componenti di precisione sono incorporati nelle parti in plastica per migliorare l'affidabilità strutturale e consentire loro di resistere a condizioni di stress e di carico più elevate. Rispetto ad altri metalli, l'ottone è lavorabile, resistente alla corrosione e ha una buona conducibilità termica, il che lo rende un materiale preferito per la produzione di inserti per lo stampaggio a iniezione in diversi settori, come quello automobilistico, elettronico, dei dispositivi medici e aerospaziale. Diversi tipi di inserti in ottone sono adatti a diverse applicazioni. Le applicazioni per armadi elettronici e componenti automobilistici richiedono un fissaggio sicuro con inserti filettati; gli inserti a pressione sono utilizzati quando il costo è più importante e per applicazioni a basso carico. Gli inserti con fissaggio a caldo e a ultrasuoni garantiscono una forte tenuta grazie all'incollaggio termico, mentre gli inserti stampati offrono la massima resistenza grazie all'incapsulamento durante lo stampaggio della plastica. La gamma comprende una serie di inserti zigrinati, caratterizzati da creste che offrono una maggiore presa e una migliore resistenza all'estrazione per un fissaggio ad alta resistenza.
Per installare gli inserti in ottone in modo che siano resistenti e durevoli, sono necessarie tecniche speciali. Le tecniche di pressatura, fissaggio a caldo, inserimento a ultrasuoni e stampaggio consentono di integrare gli inserti nelle parti in plastica necessarie all'applicazione. A seconda delle proprietà del materiale, dei requisiti di resistenza al carico e del volume di produzione, esiste un metodo prescelto. È disponibile una gamma di inserti in ottone con diversi tipi di filettatura, come BSW, UNC, UNF, BSP, NPT e metriche ISO per varie applicazioni industriali. Per questi motivi, sono componenti importanti nella produzione moderna e sono resistenti alla corrosione, offrendo una conduttività superiore e un buon rapporto qualità-prezzo. Gli inserti in ottone sono ampiamente utilizzati dai produttori di connettori elettronici, dispositivi medici e componenti automobilistici per estendere in modo significativo la durata e l'affidabilità delle parti in plastica e sono la nostra migliore soluzione per il fissaggio e gli assemblaggi ripetitivi.
Questo articolo parla degli inserti in ottone per lo stampaggio a iniezione di materie plastiche, dei tipi di inserti in ottone, delle caratteristiche, di come installare gli inserti in ottone, dei vantaggi e delle loro applicazioni industriali.
Cosa sono gli inserti in ottone per lo stampaggio a iniezione della plastica?

Gli inserti in ottone per lo stampaggio a iniezione di materie plastiche sono costituiti da un piccolo metallo di precisione che viene inserito nelle parti in plastica per garantire connessioni filettate sicure. Questi inserti offrono una migliore resistenza all'estrazione rispetto ad altri inserti, consentendo ai componenti in plastica di sostenere condizioni di stress e di carico più elevate.
Gli inserti possono essere realizzati in ottone, un materiale eccellente in quanto facilmente lavorabile, resistente alla corrosione e ad alta conducibilità termica. L'ottone è un'ottima opzione in grado di offrire un perfetto equilibrio tra resistenza e prezzo rispetto ad altri metalli. Pertanto, l'ottone è l'opzione migliore per lo stampaggio a iniezione di inserti in ottone.
Tipi di inserti in ottone per lo stampaggio a iniezione
Esistono diversi design e configurazioni di inserti in ottone adatti a una particolare applicazione. Tuttavia, i tipi più comunemente utilizzati sono:
1. Inserti filettati in ottone

Le filettature interne di questi inserti consentono di infilare e montare viti e bulloni all'interno di componenti in plastica, con un fissaggio sicuro. In genere, vengono utilizzati in involucri elettronici, parti di automobili e prodotti di consumo in cui si effettuano spesso operazioni di smontaggio e rimontaggio.
2. Inserto in ottone a pressione

L'inserto a pressione viene applicato con forze meccaniche per premere l'inserto a pressione in fori preformati o preforati in componenti in plastica. Hanno una buona ritenzione e sono una soluzione economica per le applicazioni in cui non è richiesta un'elevata resistenza all'estrazione.
3. Inserti in ottone termosaldati

L'energia termica viene utilizzata per installare gli inserti termofissati; l'installazione ammorbidisce la plastica intorno all'inserto, che può essere così saldamente incastrato. Quando la plastica si raffredda, l'inserto diventa più duro e si scontra con la plastica formando un legame molto forte e permanente.
4. Inserti in ottone a ultrasuoni

L'inserimento a ultrasuoni utilizza vibrazioni ad alta frequenza per generare calore sciogliendo la plastica e consentendo l'inserimento dell'inserto in ottone. Questo metodo di formazione del legame consente un posizionamento molto preciso e un'ottima tenuta, adatto soprattutto per lavori di alta precisione.
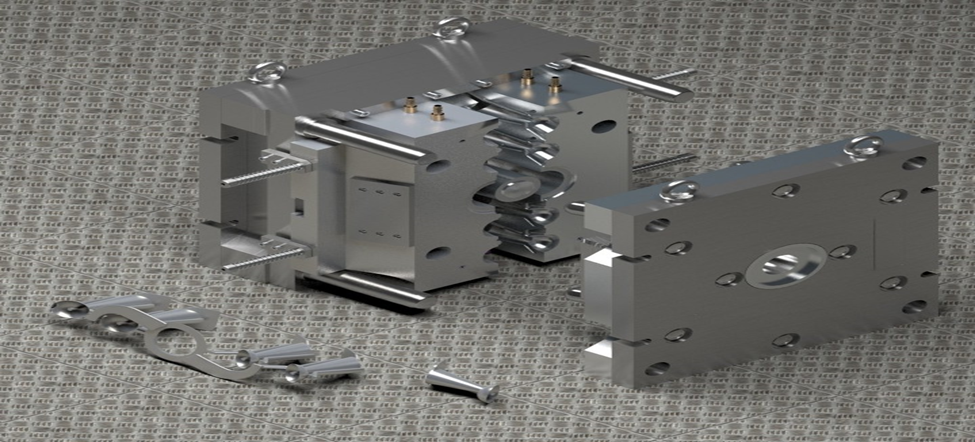
5. Inserti in ottone stampati

Gli inserti stampati sono posizionati all'interno dello stampo a iniezione dove la plastica viene iniettata. L'inserto è completamente incapsulato con la plastica che ne garantisce la massima tenuta. Questo metodo è comunemente utilizzato nelle applicazioni di stampaggio a iniezione di inserti in ottone con la massima resistenza e durata.
6. Inserti zigrinati

Gli inserti in ottone con un motivo di creste o zigrinature all'esterno per migliorare la presa e la ritenzione all'interno delle parti in plastica sono chiamati inserti zigrinati. Si tratta di filettature che possono essere ampiamente utilizzate nello stampaggio a iniezione della plastica, per ottenere inserti sicuri e resistenti all'usura. Sono progettati per fornire una migliore resistenza all'estrazione e sono quindi adatti per il fissaggio ad alta resistenza in molti settori.
Processo passo-passo per l'installazione di inserti in ottone nello stampaggio a iniezione di plastica

Nello stampaggio a iniezione della plastica, gli inserti in ottone sono importanti, in quanto offrono filettature robuste e riutilizzabili per il fissaggio. Inoltre, è importante scegliere il metodo di installazione corretto, affinché l'installazione duri a lungo, la struttura sia robusta e la funzionalità adeguata. Di seguito viene riportata una guida dettagliata, passo dopo passo, su come installare gli inserti in ottone utilizzando varie tecniche.
Metodo 1: Installazione a pressione
Si tratta del metodo più semplice, che prevede l'uso della forza meccanica per spingere l'inserto di ottone in un foro preforato o stampato.
Passi
1. Forare o modellare il foro: Praticare o modellare il foro leggermente più piccolo dell'inserto in ottone per ottenere un'aderenza perfetta.
2. Posizionare l'inserto in ottone sopra il foro e allineare l'inserto.
3. Utilizzare una pressa, un martello o una pressa a perno per forzare l'inserto in posizione. L'operazione funziona meglio se si applica una buona forza.
4. Montaggio sicuro: L'inserto deve essere a filo con la superficie e non deve muoversi.
Utilizzi: Per applicazioni rapide e a basso costo in cui non è richiesta un'elevata resistenza all'estrazione.
Suggerimenti aggiuntivi
- Assicurarsi che i fori siano di dimensioni adeguate per evitare che si allentino.
- Non applicare una forza eccessiva per non danneggiare la plastica.
- Questo metodo è adatto per applicazioni a basso carico nell'elettronica di consumo e nelle parti in plastica leggera.
Metodo 2: Installazione con picchetti termici
Il calore ammorbidisce la plastica e l'inserto in ottone viene incastrato saldamente.
Passi
1. Forare o modellare un foro: le dimensioni del foro devono corrispondere a quelle dell'inserto.
2. Riscaldare l'inserto in ottone: Per riscaldare l'inserto in ottone si può utilizzare una macchina per la puntatura del calore, un saldatore o una pressa riscaldata.
3. Premere l'inserto in posizione: Premere delicatamente l'inserto riscaldato nella plastica ammorbidita.
4. Raffreddamento: Lasciare raffreddare la plastica intorno all'inserto per unire la plastica e l'inserto e creare un legame forte e permanente.
È la soluzione migliore per le applicazioni che richiedono una forte ritenzione e un'elevata resistenza allo strappo.
Suggerimenti aggiuntivi
- Non surriscaldare l'inserto, perché un calore eccessivo può rovinare la struttura in plastica.
- Per i componenti automobilistici, gli involucri di plastica e la produzione di elettrodomestici, questo è un buon metodo.
- L'incollaggio a caldo offre una maggiore resistenza rispetto all'incollaggio a pressione, ma richiede un'attrezzatura aggiuntiva.
Metodo 3: inserimento a ultrasuoni
Le vibrazioni a ultrasuoni vengono utilizzate per riscaldare la plastica fino a una temperatura di fusione, sciogliendo la plastica per incorporarla in modo sicuro.
Passi
1. Preparare il foro: Praticare o modellare un foro leggermente più piccolo dell'inserto in ottone.
2. Inserire sopra il foro: Applicare l'inserto in ottone sul foro.
3. Vengono applicate vibrazioni a ultrasuoni: Un saldatore a ultrasuoni viene utilizzato per riscaldare il materiale attraverso vibrazioni ad alta frequenza.
4. La plastica ammorbidita incorpora l'inserto: La plastica scorre intorno all'inserto.
5. Solidificare e raffreddare: Una volta cessate le vibrazioni, indurire la plastica per fissare l'inserto.
Ideale per: Applicazioni di alta precisione come l'elettronica, l'aerospaziale e i dispositivi medici.
Suggerimenti aggiuntivi
- Il processo di inserimento a ultrasuoni è rapido ed efficiente per la produzione di grandi volumi.
- Offre un'adesione equivalente e affidabile a parti piccole e delicate.
- La frequenza deve essere impostata correttamente per evitare di danneggiare la plastica e per ottenere una distribuzione uniforme del calore.
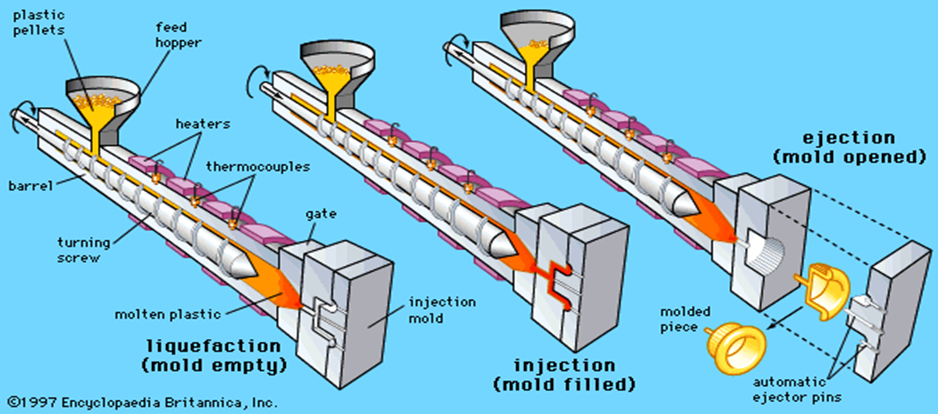
Metodo 4: Installazione a stampo
È il metodo più sicuro, poiché gli inserti in ottone vengono inseriti nello stampo prima dell'iniezione della plastica.
Passi
1. Inserire l'inserto in ottone nello stampo: Inserire l'inserto in ottone nella cavità dello stampo in modo che l'inserto sia posizionato correttamente.
2. Plastica: l'inserto viene iniettato nella plastica, che lo avvolge completamente.
3. Massima ritenzione: La plastica si solidifica intorno all'inserto, consentendo il raffreddamento.
4. Espulsione del pezzo finito: La parte finale in plastica viene espulsa con l'inserto incorporato in modo permanente.
Per: Le applicazioni più gravose che richiedono i massimi livelli di ritenzione.
Suggerimenti aggiuntivi
- L'allineamento dell'inserto nello stampo è fondamentale e deve essere eseguito correttamente.
- Gli inserti stampati offrono la massima forza e resistenza all'estrazione, ma aumentano la complessità dello stampo.
- Questo metodo è frequentemente utilizzato nei macchinari industriali, nelle applicazioni aerospaziali e automobilistiche.
Caratteristiche degli inserti in ottone per stampaggio a iniezione
Gli inserti in ottone sono disponibili in diversi tipi di filettatura, dimensioni e modelli di zigrinatura per vari usi industriali. Alcune caratteristiche principali includono:
- Realizzati in ottone di alta qualità: Realizzati con materiale in ottone di alta qualità per renderli durevoli, resistenti alla corrosione e altamente conduttivi per un uso duraturo.
- Filettatura di precisione: Fornita in standard metrici, UNC, UNF, BSW, BA, BSP, ISO metrici e DIN per adattarsi perfettamente a numerose specifiche di fissaggio.
- Versatile per lo stampaggio a iniezione, il Roto Molding, lo stampaggio a iniezione del PVC e lo stampaggio della gomma.
- Personalizzazione del design: Può essere adattato alle esigenze del cliente per quanto riguarda i disegni, i campioni e i requisiti dimensionali nei diversi settori.
- Zigrinature fini, motivi a diamante, diagonale, croce rovesciata, ecc. - Per garantire una forte ritenzione e presa, i prodotti sono caratterizzati da zigrinature fini, motivi a diamante, diagonale e croce inversa, ecc.
- Progettato con un'elevata capacità di carico - l'inserto è in grado di sopportare carichi elevati, ideale per gli ambienti più difficili come le applicazioni automobilistiche e industriali.
Grazie a queste caratteristiche, gli inserti in ottone sono la scelta perfetta per queste applicazioni.
Inserti in ottone Dimensioni della filettatura
Questa tabella contiene le informazioni sulle dimensioni delle filettature degli inserti in ottone.
| Tipo di filo | Misure imperiali (pollici) | Dimensioni metriche (millimetri) |
| BSW (British Standard Whitworth) | 1/8″, 5/32″, 3/16″, 1/4″, 5/16″, 3/8″, 1/2″, 3/4″ | 3mm, 4mm, 5mm, 6mm, 8mm, 10mm, 12mm |
| UNC (Unified National Coarse) | 1/8″, 5/32″, 3/16″, 1/4″, 5/16″, 3/8″, 1/2″, 3/4″ | 3mm, 4mm, 5mm, 6mm, 8mm, 10mm, 12mm |
| UNF (Multa Nazionale Unificata) | 1/8″, 5/32″, 3/16″, 1/4″, 5/16″, 3/8″, 1/2″, 3/4″ | 3mm, 4mm, 5mm, 6mm, 8mm, 10mm, 12mm |
| BSP (tubo standard britannico) | 1/8″, 5/32″, 3/16″, 1/4″, 5/16″, 3/8″, 1/2″, 3/4″ | 3mm, 4mm, 5mm, 6mm, 8mm, 10mm, 12mm |
| NPT (filettatura nazionale) | 1/8″, 5/32″, 3/16″, 1/4″, 5/16″, 3/8″, 1/2″, 3/4″ | 3mm, 4mm, 5mm, 6mm, 8mm, 10mm, 12mm |
| NPS (National Pipe Straight) | 1/8″, 5/32″, 3/16″, 1/4″, 5/16″, 3/8″, 1/2″, 3/4″ | 3mm, 4mm, 5mm, 6mm, 8mm, 10mm, 12mm |
| ISO Metrico (filettature standard internazionali) | 1/8″, 5/32″, 3/16″, 1/4″, 5/16″, 3/8″, 1/2″, 3/4″ | 3mm, 4mm, 5mm, 6mm, 8mm, 10mm, 12mm |
La tabella presenta le dimensioni delle filettature degli inserti in ottone, che includono gli standard di misura imperiali e metrici, in un formato strutturato e chiaro.
Vantaggi dell'utilizzo di inserti in ottone per lo stampaggio a iniezione

1. Maggiore resistenza e durata
La durata delle filettature in plastica diminuisce con il passare del tempo fino a provocare guasti operativi. La soluzione di filettatura forte e durevole degli inserti per stampaggio a iniezione di plastica può funzionare ripetutamente mantenendo la qualità originale.
2. Resistenza alla corrosione superiore
L'ottone dimostra una naturale resistenza alla corrosione che lo rende adatto ai dispositivi che devono funzionare in condizioni di umidità e di esposizione chimica e in condizioni ambientali difficili. Grazie alle sue proprietà di durata, il materiale rimane affidabile e garantisce prestazioni di alta qualità.
3. Miglioramento della conducibilità termica ed elettrica
L'esigenza di conduzione elettrica e termica nella produzione indirizza i produttori verso l'utilizzo di inserti in ottone come materiale di scelta durante lo stampaggio a iniezione. Le proprietà di conduzione elettrica e termica dell'ottone lo rendono un materiale ottimale per la produzione di elementi digitali, sensori automobilistici e sistemi industriali.
4. Riduzione delle sollecitazioni sui componenti in plastica
Gli inserti in ottone distribuiscono uniformemente le sollecitazioni della parte in plastica e proteggono da danni localizzati che potrebbero causare cricche. Grazie agli inserti in ottone, il componente mantiene una durata maggiore e prestazioni costanti.
5. Facilità di montaggio e smontaggio
La combinazione di inserti in ottone crea un sistema di fissaggio sicuro che protegge il materiale plastico da eventuali danni. Le applicazioni che traggono vantaggio da questo metodo sono quelle che richiedono costanti operazioni di assemblaggio e manutenzione dei componenti o procedure di sostituzione degli stessi.
6. Costo-efficacia
Il costo dell'utilizzo degli inserti in ottone per lo stampaggio a iniezione rimane accessibile, anche se le loro prestazioni superano le aspettative. Questa combinazione consente di migliorare la resistenza dei prodotti a prezzi accessibili, mantenendo la maggior parte dei costi di produzione.
Metodi di installazione per lo stampaggio a iniezione di inserti in ottone
La procedura di installazione degli inserti in ottone dipende da molteplici fattori, tra cui le applicazioni richieste, le caratteristiche del materiale e le quantità di produzione. Esistono tre approcci fondamentali all'installazione utilizzati per lo stampaggio a iniezione di inserti in ottone.
1. Picchettamento a caldo
Un inserto in ottone preriscaldato viene inserito a pressione in un'apertura preforata del componente in plastica. Gli inserti in ottone raggiungono un forte legame con la plastica attraverso il raffreddamento e il processo crea un'elevata forza di ritenzione.
2. Inserimento a ultrasuoni
L'inserimento a ultrasuoni adotta suoni ad alta frequenza per creare effetti termici limitati che ammorbidiscono il materiale plastico prima che l'inserto in ottone si inserisca nel componente in plastica. Questa tecnica di inserimento consente un posizionamento preciso e serve per molte applicazioni nello stampaggio a iniezione di inserti in ottone di dispositivi elettronici e medici.
3. Montaggio a pressione
Quando si esegue il montaggio a pressione, gli operatori devono usare la forza manuale per inserire gli inserti in ottone nei fori desiderati, preparati in precedenza. Questa procedura semplice rimane economica e adatta, in quanto non richiede una forte resistenza all'estrazione.
4. Inserimento a stampo
L'inserimento nello stampo è il metodo più sicuro, poiché l'inserto in ottone viene posizionato all'interno dello stampo prima che inizi l'iniezione della plastica. Quando si utilizza il metodo di inserimento, il materiale plastico copre e circonda completamente l'inserto per ottenere la massima tenuta.
Selezione degli inserti in ottone per lo stampaggio a iniezione di plastica
La scelta dell'inserto in ottone corretto per la vostra applicazione è una scelta piuttosto complessa, che deve tenere conto di diversi aspetti.
1. Design del filo
Scegliete un inserto con il tipo di filettatura e il passo corretti per le vostre esigenze applicative. Mentre le filettature fini garantiscono una migliore presa, le filettature grosse consentono una migliore installazione.
2. Dimensioni e forma dell'inserto
L'inserto deve avere le dimensioni e la forma adatte al componente in plastica e al metodo di installazione. Supponiamo di dover prendere in considerazione fattori come lo spessore della parete, il diametro del foro e la geometria del pezzo.
3. Compatibilità dei materiali
L'inserto in ottone deve essere adatto al tipo di plastica utilizzata per lo stampaggio. Anche le plastiche a basso punto di fusione possono essere dotate di inserti per proteggerle da eventuali danni durante l'installazione.
4. Capacità di carico
Verranno valutate le proprietà meccaniche dell'inserto in ottone, dalla resistenza all'estrazione, alla resistenza alla coppia, alla resistenza al taglio. Scegliere un inserto che soddisfi i requisiti strutturali dell'applicazione.
5. Condizioni ambientali
Valutare l'ambiente in cui si trova il componente in plastica. Ad esempio, se il componente è soggetto a umidità e sostanze chimiche o a temperature elevate, scegliere inserti in ottone resistenti alla corrosione con un rivestimento adeguato.
Applicazioni degli inserti in ottone nello stampaggio a iniezione
Gli inserti in ottone per lo stampaggio a iniezione di materie plastiche sono elementi essenziali, in quanto forniscono maggiore forza, resistenza alla corrosione e durata al prodotto finale. Gli inserti trovano largo impiego nei settori in cui sono necessarie connessioni filettate sicure e durature. Sono indispensabili per la loro capacità di rafforzare i componenti in plastica, offrendo loro soluzioni di fissaggio solide. Più avanti, illustrerò alcune applicazioni in diversi settori.
1. Industria automobilistica
Nel settore automobilisticoGli inserti in ottone trovano numerose applicazioni e sono presenti sia nei componenti strutturali che in quelli funzionali in plastica. L'elevata forza, la resistenza alle vibrazioni e l'affidabilità fanno di questi inserti dei componenti automobilistici ad alte prestazioni.
Applicazioni comuni
- Pannelli per cruscotto: Per garantire un montaggio stabile dei display digitali e dei quadri strumenti.
- Alloggiamenti per sensori: Forniscono punti di montaggio stabili e resistenti alle vibrazioni per i sensori automobilistici nei sistemi motore e di sicurezza.
- Copri motore: Migliorano la durata e la resistenza termica dei componenti in plastica del motore.
- Componenti per finiture interne: utilizzati per infilare insieme il pannello interno, le unità di controllo e i pulsanti per un collegamento a filo di lunga durata.
- Assicurarsi che i raccordi delle pompe del carburante, degli alloggiamenti dei filtri e dei componenti dell'iniettore siano saldi.
2. Elettronica e componenti elettrici
Poiché gli inserti in ottone offrono un'eccellente conduttività e un'elevata resistenza all'usura, sono ampiamente utilizzati nelle applicazioni elettroniche ed elettriche. Questi forniscono un forte supporto meccanico e un mezzo per realizzare connessioni elettriche affidabili in involucri di plastica.
Applicazioni comuni
- Supporti per schede di circuito che fissano le schede di circuito agli alloggiamenti in plastica in modo che non possano muoversi o danneggiarsi.
- Connettori: Alcuni connettori elettrici forniscono connessioni stabili e conduttive.
- Alloggiamenti per interruttori elettrici: Forniscono un supporto robusto per gli interruttori elettrici, in grado di resistere a un uso intensivo.
- Scomparti per batterie: Sono stati creati per creare una solida scatola per le batterie nei telecomandi e negli elettroutensili.
- Fissaggio sicuro di involucri in plastica di sistemi di distribuzione elettrica come le unità di distribuzione dell'energia.
3. Dispositivi medici
Gli inserti in ottone realizzati con componenti in plastica vengono utilizzati per garantire resistenza, precisione e durata nel settore medico. Questi inserti consentono ai progetti di soddisfare i rigorosi standard di sicurezza e igiene come nelle applicazioni mediche.
Applicazioni comuni
- Strumenti chirurgici: Consente di ottenere connessioni filettate sicure utilizzate negli strumenti chirurgici in plastica che devono essere sterilizzati e riutilizzati.
- Apparecchiature diagnostiche: Utilizzato in macchine a ultrasuoni, scanner CT e dispositivi di laboratorio per un montaggio sicuro.
- Dispositivi protesici: Garantisce connessioni solide negli arti protesici in plastica e negli impianti medici.
- Componenti elettronici sensibili dal punto di vista medico che devono essere collocati in vari alloggiamenti che richiedono un fissaggio durevole, come i monitor ECG e le pompe di infusione.
- Fissare i componenti in plastica per sostenere centrifughe, microscopi e apparecchiature di analisi dei campioni.
4. Prodotti di consumo
I beni di consumo fanno grande affidamento sull'uso degli inserti in ottone, che forniscono soluzioni di fissaggio affidabili e di lunga durata per evitare che i componenti in plastica vengano intaccati dal tempo. Inoltre, hanno una buona resistenza alla corrosione e alla durata, per i prodotti di uso quotidiano.
Applicazioni comuni
- Involucri di plastica: Utilizzati in gadget elettronici, custodie protettive e alloggiamenti per utensili in plastica.
- Elettrodomestici: Lavatrice, frigorifero, aspirapolvere, per proteggere i pannelli di controllo e i movimenti delle parti.
- Possono essere utilizzati per assemblare gli scomparti delle batterie e le parti mobili dei giocattoli per bambini.
- Raccordi per mobili: Fornire connessioni robuste nelle parti in plastica di mobili e armadi modulari.
- Attrezzature sportive: Migliora la resistenza dei componenti in plastica delle attrezzature da palestra e dei dispositivi di protezione.
5. Industria aerospaziale
Nelle applicazioni aerospaziali si utilizzano inserti in ottone, soluzioni di fissaggio leggere, robuste e resistenti alle vibrazioni. Questi contribuiscono a migliorare la tenacità dei componenti in plastica utilizzati nei sistemi aeronautici ad alte prestazioni.
Applicazioni comuni
- Componenti interni dell'aeromobile: Fissaggi bloccati attraverso i pannelli interni in plastica, i sedili e le attrezzature della cabina.
- Pannelli di controllo: Forniscono connessioni filettate / a pressione per pulsanti, interruttori e pannelli per la strumentazione.
- Dispositivi di comunicazione: Utilizzati nei sistemi di comunicazione radio e satellitari per i forti collegamenti elettrici e meccanici.
- GPS e controllo del volo: Montaggio stabile di componenti in plastica nei dispositivi GPS e di controllo del volo.
- Componenti per satelliti: Utilizzato per componenti in plastica leggeri ma resistenti nei sistemi di esplorazione spaziale.
Conclusione
Tra gli elementi importanti nello stampaggio a iniezione di materie plastiche vi sono gli inserti in ottone, che migliorano la resistenza, conferiscono maggiore robustezza contro la corrosione e dimostrano una maggiore longevità. Offrendo una filettatura sicura e riutilizzabile, impediscono l'usura delle parti in plastica, consentendo una maggiore durata del prodotto e prodotti affidabili. Sono disponibili diversi stili di inserti in ottone, come filettati, zigrinati, inseriti a pressione, fissati a caldo e stampati, che consentono al produttore di scegliere il più adatto alla propria applicazione.
La resistenza alla ritenzione e all'estrazione contro i guasti meccanici si ottiene installando inserti in ottone mediante pressatura, fissaggio a caldo, inserimento a ultrasuoni o metodi di stampaggio. Questi inserti alleviano le sollecitazioni sulle parti in plastica, distribuendole meglio e riducendo la possibilità di crepe o deformazioni. Inoltre, hanno un'eccellente conducibilità termica ed elettrica, che li rende adatti all'utilizzo nell'elettronica, nei dispositivi medici e nell'industria aerospaziale.
Quando le industrie si trasformano rapidamente, l'esigenza di prestazioni più elevate e di soluzioni convenienti non si placa. La perfetta combinazione di costi e resistenza rende l'ottone l'inserto preferito dai produttori di tutto il mondo. Gli inserti in ottone sono tuttora utilizzati in applicazioni di alta precisione o per impieghi gravosi, il che li rende una parte importante della produzione moderna.
Domande frequenti
1. Gli inserti in ottone sono utilizzati per lo stampaggio a iniezione della plastica.
L'utilizzo di inserti in ottone consente di ottenere filettature forti e riutilizzabili nei componenti in plastica, migliorandone la durata e garantendo un fissaggio sicuro nei settori automobilistico, elettronico e dei dispositivi medici.
2. Qual è la nomenclatura utilizzata per gli inserti in ottone?
Esistono diversi tipi di inserti in ottone, come quelli filettati, inseriti a pressione, fissati a caldo, a ultrasuoni, stampati e zigrinati, utilizzati per applicazioni e metodi di installazione specifici.
3. Quali sono i motivi per utilizzare inserti in ottone anziché filettature in plastica?
Gli inserti in ottone offrono una forza, una resistenza alla corrosione e all'usura superiori a quelle delle filettature in plastica, e sono quindi in grado di durare a lungo senza richiedere ripetuti montaggi e smontaggi.
4. Come si inseriscono gli inserti in ottone nelle parti in plastica?
Le diverse tecniche per installare gli inserti in ottone sono il montaggio a pressione, la puntatura a caldo, l'inserimento a ultrasuoni e lo stampaggio in parti di plastica durante il processo di stampaggio a iniezione.
5. Quando vengono utilizzati gli inserti in ottone nell'industria?
Collegamenti filettati robusti e affidabili sono richiesti in molti settori, tra cui quello automobilistico, elettronico, aerospaziale, dei dispositivi medici e dei prodotti di consumo, dove gli inserti in ottone sono ampiamente utilizzati.