A műanyag fröccsöntéses bérgyártás a fejlett fröccsöntési technológia és a professzionális gyártási szolgáltatások ötvözete. Ez lehetővé teszi a vállalkozások számára, hogy a tervezésre, a marketingre és az üzleti növekedésre összpontosítsanak, miközben a gyártást a gyártókra bízzák.
A termékgyártás hatékonysága számos iparágban a vállalkozások egyik legfontosabb szempontja. A cégek jó minőségű alkatrészeket, állandó színvonalú gyártást és megfizethető megoldásokat keresnek. A műanyag fröccsöntéses bérgyártás ebben fontos szerepet játszik. Lehetővé teszi a vállalkozások számára, hogy költséges berendezések, létesítmények és szakemberek nélkül is gyárthassanak műanyag alkatrészeket.
A műanyag alkatrészek mindenütt megtalálhatók. Alkalmazzák őket gépjárműalkatrészekben, orvosi eszközökben, fogyasztási cikkekben, elektronikai termékekben, csomagolóanyagokban és ipari gépekben. Mivel az ilyen precíziós termékek iránti kereslet folyamatosan növekszik, számos vállalkozás igénybe veszi alvállalkozói gyártópartnereit a precíziós műanyag termékek és áruk előállításához.
Ez a cikk minden szükséges információt megad Önnek a következő témáról: műanyag fröccsöntés a szerződéses gyártás, az előnyöktől kezdve a folyamaton és az alkalmazási területeken át a költségekig, a kihívásokig és a jövőbeli kilátásokig.
A műanyag fröccsöntéses szerződéses gyártás megértése
A műanyag fröccsöntéssel történő bérgyártás olyan gyártási módszer, amelynek keretében egy adott vállalat műanyag alkatrészeinek gyártását egy erre szakosodott gyártóra bízzák. A bérgyártó felelős a fröccsöntésért, a minőségellenőrzésért, a szerszámkészítésért, a gyártás ütemezéséért, valamint esetenként az összeszerelésért és a csomagolásért is. Mivel a vállalkozásoknak nem kell befektetniük a termékek gyártásához szükséges berendezésekbe és szakértelembe, inkább úgy döntenek, hogy a gyártást olyan szakértőkre bízzák, akik már mindkettővel rendelkeznek.
Konszisztenciája, skálázhatósága és hatékonysága miatt széles körben alkalmazzák. A vállalatok így időben piacra tudják dobni termékeiket, miközben minimalizálják a működési kockázatokat és magas termékminőséget biztosítanak. Számos szerződéses gyártó számára az a feladata, hogy az ügyfeleket az ötlettől a gyártásig végigkísérje. Ez gyorsabb gyártási folyamatot tesz lehetővé, és minimalizálja a költséges hibákat.
Hogyan működik a műanyag fröccsöntés?
A műanyag fröccsöntés egy olyan gyártási eljárás, amelyet műanyag alkatrészek nagy mennyiségű előállítására alkalmaznak. Az eljárás során a műanyag anyagot kinyerik, majd nagy nyomás alatt egy speciális alakú öntőformába fröccsentik. A lehűlés és a megszilárdulás után az öntőformát kinyitják, és az öntött alkatrészeket kivesszük belőle. Ez a folyamat rendkívül pontos és ismételhető alkatrészek előállítását teszi lehetővé. Egyszerű formák, valamint bonyolultabb, részletgazdag alkatrészek is kialakíthatók vele.

Az alábbiakban felsoroljuk azokat az okokat, amelyek miatt a fröccsöntés széles körben elterjedt eljárás:
- Magas termelési hatékonyság
- Állandó minőség
- Kiváló méretpontosság
- Alacsony UDC nagy mennyiségek esetén
- Széles anyagválaszték
Ennek következtében a fröccsöntés világszerte széles körben alkalmazott gyártási eljárás.
Hogyan működik a műanyag fröccsöntéses bérgyártás?
A folyamat jóval a gyártás megkezdése előtt elindul. A sikeres szerződéses gyártók általában számos kulcsfontosságú lépést követnek.
Terméktervezés értékelése
A gyártó áttekinti az ügyfél tervét és műszaki előírásait. A mérnökök megvizsgálják a geometriát és az anyagspecifikációkat, valamint a gyárthatóságot. Javaslatokat tehetnek a tervre vonatkozóan a formázhatóság javítása és/vagy a gyártási költségek csökkentése érdekében. Ezt a lépést néha gyárthatósági tervezésnek (DFM) nevezik. Hasznos a lehetséges problémák felismeréséhez a szerszámkészítés előtt.
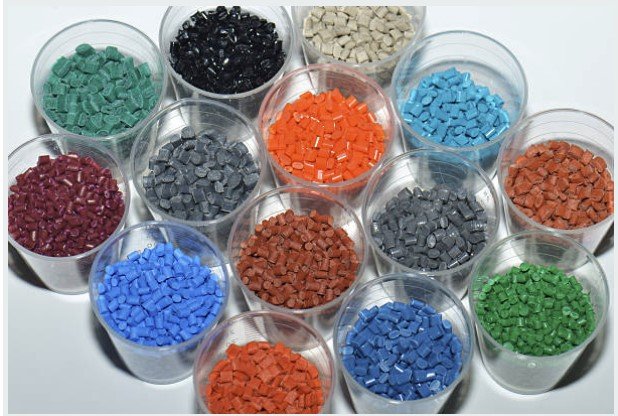
Anyag kiválasztása
Fontos, hogy a megfelelő műanyagot válasszuk. A különböző alkalmazásokhoz különböző tulajdonságokra van szükség.
A leggyakrabban használt anyagok a következők:
- Polipropilén (PP)
- Polietilén (PE)
- ABS
- Polikarbonát (PC)
- Nylon
- Akril
- PEEK
- PVC
Az egyes anyagok tulajdonságai – többek között a szilárdság, a rugalmasság, a hőállóság és a vegyi ellenállás – eltérőek. A gyártó részt vesz az adott alkalmazáshoz legmegfelelőbb anyag kiválasztásában.
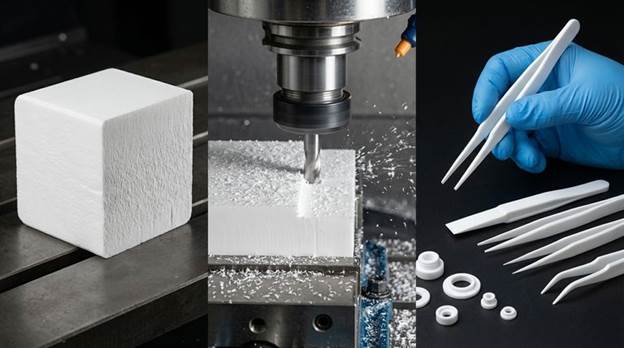
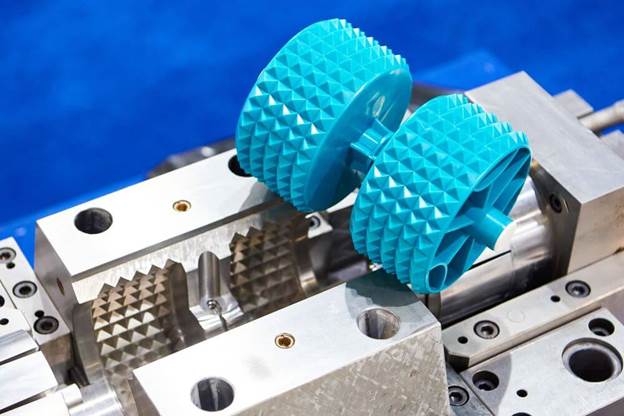
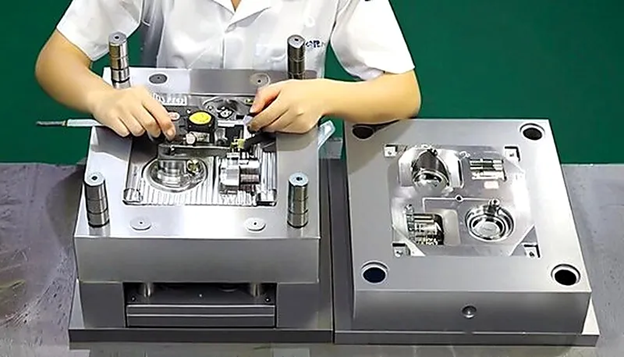
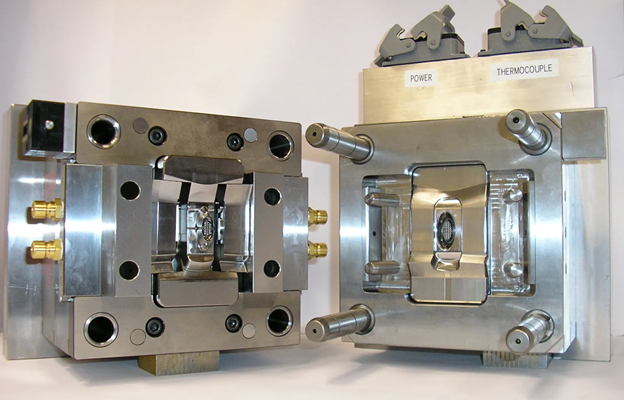
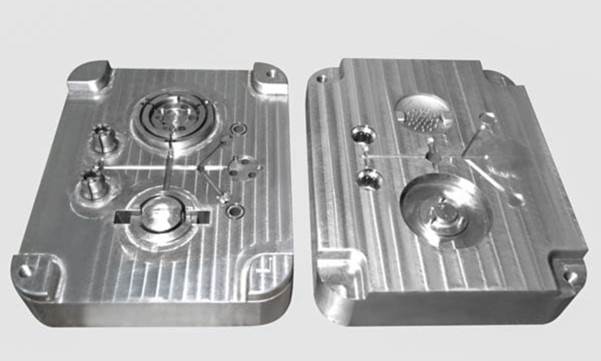
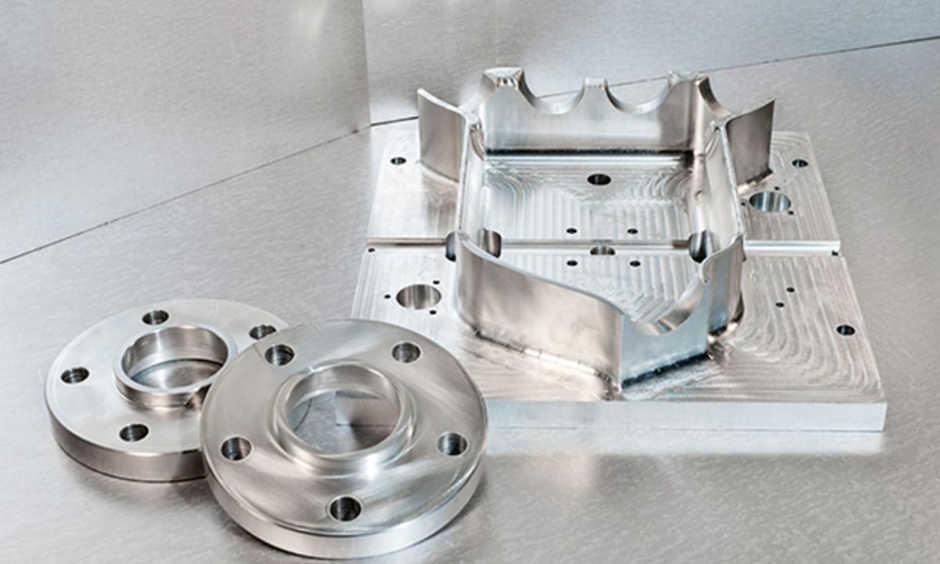
Szerszámtervezés és szerszámkészítés
A fröccsöntési folyamat egyik legfontosabb eleme a szerszám. A mérnökök a termék követelményeinek megfelelően egyedi szerszámot terveznek. A szerszámot ezután precíziós megmunkálással állítják elő. A szerszámok költségei jelentősek lehetnek, azonban egy minőségi szerszámmal több százezer, sőt akár több millió alkatrész is előállítható.
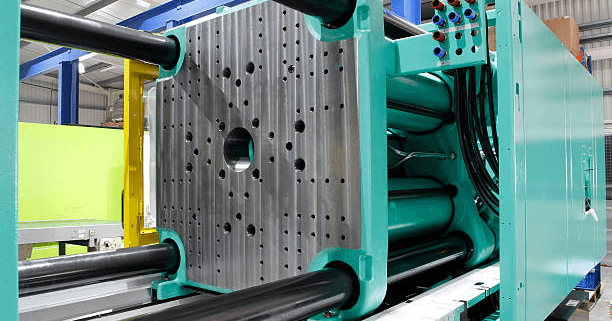
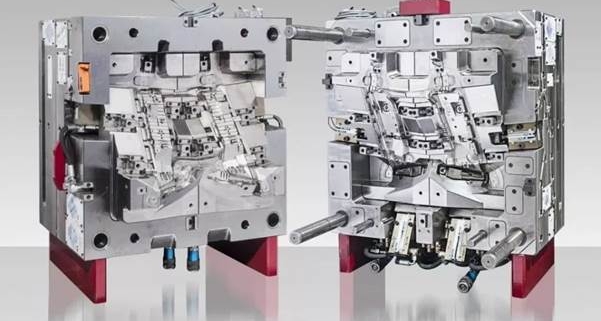
Gyártási beállítások
A formát elkészítik, majd behelyezik a fröccsöntőgépbe.
A gyártási paraméterek (például:
- Befecskendezési nyomás
- Hőmérséklet
- Hűtési idő
- Ciklusidő
- Anyagáramlás
Ezeket a beállításokat a minőség biztosítása érdekében optimalizáltuk.
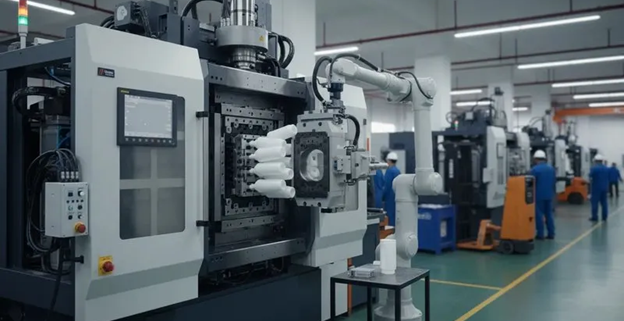
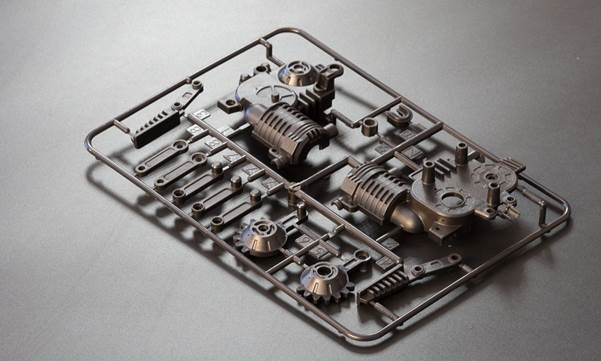
Gyártási folyamat
Fröccsöntőgép: A gépbe műanyag granulátumot töltenek be. Az anyagot felmelegítéssel megolvasztják. A megolvadt műanyagot nyomás alatt a szerszámüregbe nyomják. Ezután a szerszámot lehűtik, kinyitják, és a terméket kiadagolják. Ezt a folyamatot folyamatosan ismételik, amíg a gyártási igényt kielégítik.
Minőségi ellenőrzés
A műanyag fröccsöntéses bérgyártás során a minőségellenőrzés kiemelt fontosságú. A gyártók a gyártás során ellenőrzik az alkatrészeket, hogy azok megfeleljenek a műszaki előírásoknak.
Az ellenőrzések a következőket foglalhatják magukban:
- Méretellenőrzés
- Szemrevételezés
- Anyagvizsgálat
- Funkcionális tesztelés
- A felületi minőség értékelése
Ez hozzájárul a termékek állandó minőségének fenntartásához, valamint a vásárlók elégedettségéhez.
A műanyag fröccsöntéses bérgyártás előnyei
Számos vállalat választja a szerződéses gyártást annak számos előnye miatt.

Csökkentett tőkebefektetés
Egy saját fröccsöntő üzem létrehozásához jelentős beruházásra van szükség. A vállalkozásoknak gépeket kell vásárolniuk, munkavállalóikat ki kell képezniük, és a gyárakat működésben kell tartaniuk. A vállalkozásoknak meg kell vásárolniuk a berendezéseket, képzett munkavállalókat kell foglalkoztatniuk, és a gyárakat működésben kell tartaniuk. A szerződéses gyártás esetén mindezek a költségek elmaradnak. A vállalatok jelentős beruházási költségek nélkül juthatnak magas színvonalú gyártási jellemzőkhöz.
Hozzáférés az iparági szakértelemhez
Egy tapasztalt bérgyártó rendkívül széles körű ismeretekkel rendelkezik a fröccsöntési folyamatok terén. Jól ismeri az anyagok tulajdonságait, a formatervezést, a minőségellenőrzést, valamint mérnöki csapatai által végzett gyártási optimalizálást. Ezek az ismeretek hozzájárulhatnak a gyártott termék minőségének javításához és a gyártási kockázatok csökkentéséhez.
Rövidebb piacra lépési idő
A versenyképes piacokon elengedhetetlen, hogy a termékek időben megjelenjenek a piacon. A szerződéses gyártóknál már rendelkezésre állnak a szükséges berendezések, munkaerő és gyártási folyamatok. Ez lehetővé teszi, hogy a termékek a tervezésről gyorsabban kerüljenek gyártásba. A rövidebb fejlesztési idő jelentős versenyelőnyt jelent.
Skálázhatóság
A gyártási igények évről évre változhatnak. A vállalkozások számára előnyös a műanyag fröccsöntéses bérgyártás, mivel így a keresletnek megfelelően tudják méretezni a gyártást. Az ügyfélnek nem kell külön berendezéseket vásárolnia a gyártási volumen fenntartásához, ha a gyártó kevesebb vagy éppen több termék gyártására kíván átállni.
Jobb minőség
A professzionális gyártók hatékonyan használják a korszerű berendezéseket és a minőségirányítási rendszereket.
Számos olyan létesítmény létezik, amely rendelkezik az alábbi tanúsítványokkal:
- ISO 9001
- ISO 13485
- IATF 16949
Ezek a szabványok hozzájárulnak az egységes gyártási szabványok kialakításához.
Költséghatékonyság
A méretgazdaságosság előnyt jelent a nagyüzemi gyártók számára. Ők nagy mennyiségben vásárolják be az alapanyagokat, és optimalizált gyártási folyamatokat dolgoznak ki a költségek minimalizálása érdekében. Ezek a hatékonyságnövelő intézkedések gyakran a megrendelők számára is alacsonyabb gyártási költségeket eredményeznek.
Olyan iparágak, amelyek műanyag fröccsöntéssel foglalkozó alvállalkozói gyártást vesznek igénybe
A műanyag fröccsöntéssel kapcsolatos bérgyártás számos iparág fontos részét képezi.

Autóipar
Az autógyártók rendkívül nagy mértékben támaszkodnak a fröccsöntött alkatrészekre.
Példák:
- A műszerfal elemei
- Belső burkolatok
- Csatlakozók
- Házak
- Motorterületi alkatrészek
A folyamat tartós, pontos és gazdaságos.
Orvosi ipar
Az orvostechnikai eszközöket minőségi módon kell gyártani, és azoknak meg kell felelniük a vonatkozó előírásoknak.
A fröccsöntés olyan eljárás, amelynek segítségével olyan termékek készülnek, mint például:
- Fecskendők
- Diagnosztikai berendezések alkatrészei
- Sebészeti műszerek
- Gyógyszeradagoló eszközök
- Orvosi burkolatok
Az orvosi területen tapasztalattal rendelkező szerződéses gyártók segítségével könnyen teljesíthetők az iparági előírások.
Fogyasztói termékek
A fröccsöntést számos mindennapi alkatrész gyártásához alkalmazzák.
Példák:
- Konyhai eszközök
- Játékok
- Tárolóedények
- Testápolási termékek
- Háztartási gépek
Ez egy olyan eljárás, amely tömeggyártásra is alkalmas, és mégis biztosítja az állandó minőséget.
Elektronikai ipar
Az elektronikus készülékekben számos öntött alkatrész kerül felhasználásra.
Ezek a következők:
- Készülékházak
- Csatlakozók
- Kapcsolók
- Elemtartók
- Védőburkolatok
A fröccsöntés biztosítja az elektronikai szerelvények számára a szükséges pontos méreteket.
Ipari berendezések
Az ipari alkalmazásokhoz strapabíró műanyag alkatrészekre van szükség.
A gyártók a következőket állítják elő:
- Gépalkatrészek
- Védőburkolatok
- Vezérlőpanelek
- Szelepek
- Folyadékkezelő alkatrészek
A szerződéses gyártás célja a megbízhatóság és a teljesítmény biztosítása.
Choosing the Right Plastic Injection Molding Contract Manufacturing Partner
Choosing the right manufacturing partner can be essential to success.
Evaluate Experience
Find manufacturers who have experience in your industry. The experience gained in the industry may result in more effective design suggestions and product results. Check their work and past works.
Assess Manufacturing Capabilities
Consider:
- Machine capacity
- Material expertise
- Tooling capabilities
- Automation systems
- Secondary services
A good manufacturer will be able to handle current and future needs.
Review Quality Systems
Quality is always to be taken for granted.
Ask about:
- Tanúsítványok
- Inspection procedures
- Testing methods
- Documentation practices
Good quality systems reduce problems with production and defects.
Consider Communication
Communication has a positive impact on project management. Select a manufacturer who is responsive and offers transparency. Effective communication is very important to avoid misunderstandings and delay.
Analyze Production Capacity
Make sure the manufacturer is able to fulfill your quantity needs. With high growth rates, the ability to produce is particularly critical. An expanding partner is able to help with business longevity.
Common Plastic Materials Used in Injection Molding
There are different types of materials that offer different benefits.

Polipropilén (PP)
Polypropylene is light, durable and economical. It has excellent chemical resistance and it is used in consumer products and packaging.
ABS
ABS is a combination of strength, impact resistance and good surface finishes. It is commonly used in auto and electronic parts.
Polycarbonate
The polycarbonate offers excellent impact resistance and transparency. Also widely used in safety equipment and electronic devices.
Nylon
Nylon is highly durable and has good mechanical properties. Nylon components are often used in the automotive as well as industrial sector.
Polyethylene
Polyethylene has flexible, tough and moisture resistant properties. Very popular in containers and packaging.
Secondary Services Offered by Contract Manufacturers
There are a number of contract manufacturers that offer extra services other than molding.
Product Assembly
It is possible to put components together prior to shipment. This helps to minimise handling and to streamline the supply chain.
Decorating and Labelling
Manufacturers may offer:
- Tamponnyomás
- Screen printing
- Laser marking
- Label application
These services enhance the appearance of the product and the product’s branding.
Packaging Services
Custom packaging solutions are used to prepare products for distribution.
These are a few of the packaging services that are available:
- Retail packaging
- Bulk packaging
- Custom labeling
- Barcoding
Warehousing and Logistics
Some manufacturers offer inventory management and shipping services. This makes operations simpler and supply chain more efficient.
Cost Factors in Plastic Injection Molding Contract Manufacturing
There are a number of determinants of production costs.
Tooling Costs
One of the biggest initial costs is for custom molds. In general, more complex shapes will be more expensive than simpler shapes.
Material Costs
The cost of the plastics varies. The price of the engineered grades is generally higher than commodity plastics.
Termelési volumen
As the numbers of a given product are increased, the cost of each product is typically decreased. This is one of the reasons why injection molding is an ideal process for mass production.
Rész összetettsége
Advanced tooling, and longer production cycles are sometimes needed to achieve the required complex geometries. This can lead to higher manufacturing costs.
Secondary Operations
Other services like assembly and packaging are extra to project costs. They might be able to lower overall chain of supply expenses, however.
Quality Control in Plastic Injection Molding Contract Manufacturing
Quality control is a process for assuring that products satisfy the needs of customers. There are different inspection techniques used by the manufacturers.

Incoming Material Inspection
All raw materials are checked prior to production. This helps to guarantee consistency and performance of material.
In-Process Monitoring
The production parameters are continuously monitored. The operators monitor performance to identify issues in early stages.
Final Product Inspection
Finally manufactured components are inspected prior to delivery. Measurements and functional tests are used to check against specifications.
Statistical Process Control
A lot of manufacturers are employing statistical approaches to check the quality of production. This way, trends are identified and defects can be prevented.
Sustainability in Plastic Injection Molding
Environmental care is getting more and more significant. Manufacturers are implementing environmentally friendly measures.
Recycled Materials
Increasingly, recycled plastics are being used in many applications. This means that there is less waste and resources are saved.
Energy-Efficient Equipment
In today’s world of injection molding machines, the energy that is consumed is lower. The energy efficiency reduces environmental footprint and operating costs.
Waste Reduction
The manufacturers have taken measures to minimize waste and make the best use of materials. The reduction in waste generation is achieved through better process control.
Sustainable Product Design
Engineers create products that use less material, but still perform the same function. This helps to achieve sustainability goals without compromising quality.
Challenges in Plastic Injection Molding Contract Manufacturing
Despite the advantages to contract manufacturing there are some disadvantages.
Supply Chain Disruptions
Depending on the materials, production may be delayed due to material shortages and transport delays. Manufacturers seek to build tough supply chains.
Design Changes
Production delays and cost overruns can be caused by late changes to the design. Disruption is minimised by careful planning.
Quality Consistency
Quality Control and Quality Monitoring must be continuous, to maintain consistent quality. Advanced systems are employed by experienced manufacturers to overcome this challenge.
Regulatory Compliance
Medical and automotive industries have some strict compliance criteria. The manufacturers are required to keep and develop documentation and quality systems.
Future Trends in Plastic Injection Molding Contract Manufacturing
The industry is still a dynamic one.

Automatizálás
Automation automates, streamlines and decreases manpower. It is not uncommon to find robotic systems in today’s modern facilities.
Intelligens gyártás
Connecting equipment allows real-time monitoring and data analysis. This enhances the productivity and quality control.
Fejlett anyagok
The new materials have improved performance properties. Plastics manufacturers keep on innovating new materials that are stronger, tougher and more eco-friendly.
Industry 4.0
Digital technologies are revolutionising manufacturing processes. Data-driven decision making is used to optimize production processes.
Fenntartható gyártás
Environmental responsibility will continue to be a key priority. Manufacturers investing in greener technologies and recycling.
Why Businesses Continue to Choose Plastic Injection Molding Contract Manufacturing
The demands for businesses to produce high-quality products on timelines and at a budget are growing. Műanyag fröccsöntés contract manufacturing can help reach these objectives by offering specialty expertise, cutting-edge technology, and scalable manufacturing. Companies may concentrate on innovation and business growth, while the skilled manufacturers take care of manufacturing operations.
This collaboration approach helps minimise risk, increase effectiveness and help achieve sustainable outcomes. Contract manufacturing will continue to be a great option for companies in several verticals as the manufacturing technology continues to evolve.
Következtetés
Manufacture of plastic injection molded parts through contract molding has emerged as a vital solution for companies looking for effective, top quality plastic part production. It brings with it precision of injection molding and professional manufacturing partners. Automotive and medical manufacturing, consumer goods and electronics are just some of the industries that rely on contract manufacturing. Reduced costs, quicker production, quality, and flexibility for businesses.
It is very important to select the right manufacturing partner. Before choosing a company, they should consider things like their communication methods, production capabilities, quality systems and experience. With the technology constantly improving, plastic injection molding contract manufacturing will become more important for businesses to fulfill the market’s growing demands. By tapping into expert manufacturing partners, businesses can gain a competitive edge, streamline the product launch process, and ensure sustainable growth.
Gyakran ismételt kérdések
What is plastic injection molding contract manufacturing?
Plastic injection molding contract manufacturing is a service provision if a manufacturer has the expertise in plastic manufacturing, they can make plastic parts for other manufacturers using injection molding technology. The manufacturer is responsible for manufacturing, quality control and sometimes assemble and packaging.
Who uses plastic injection molding contract manufacturing?
It is a part of many industries, such as automotive, medical, electronics, consumer goods, packaging, aerospace and industrial equipment manufacturing.
How does injection molding help to lower the cost of production?
Injection molding has high production efficiency, less waste of material and low per-unit costs at high production volumes. These factors help reduce overall manufacturing expenses.
What materials are commonly used in plastic injection molding?
Typically used materials are polypropylene, polyethylene, ABS, nylon, polycarbonate, PVC, acrylic and engineering plastic.
How to select the most suited plastic injection molding contract manufacturing company?
Seek a manufacturer with industry experience, good quality certifications, up-to-date equipment, material experience, communication and production needs.